(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки покрытым электродом в узкую разделку | 1978 |
|
SU791490A1 |
| Способ многопроходной сварки | 1982 |
|
SU1016122A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ многопроходной сварки | 1979 |
|
SU841849A1 |
| Способ сварки стыковых соединений | 1989 |
|
SU1655682A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| Способ сварки кольцевых стыков | 1991 |
|
SU1757812A1 |
Использование: для ремонтной сварки толстостенных конструкций. Сущность изо- .бретения: ручную дуговую многослойную сварку производят в потолочном положении. Сварку ведут на режимах нижнего положения на всю толщину разделки с наложением каждого слоя валиками на подъем поперек разделки стыка, зигзагообразно снизу вверх. Сварку осуществляют в .направлении к себе с использованием медной подкладки, перемещаемой в направлен нии сварки. 1 ил.
Изобретение относится к сварке, преимущественно к ремонтной сварке толстостенных конструкций.
Целью изобретения является повышение производительности процесса за счет ведения сварки на режимах для нижнего положения и исключения сопутствующего подогрев а, а также улучшение условий труда путем исключения стекания расплавленного металла и повышение качества сварного шва.
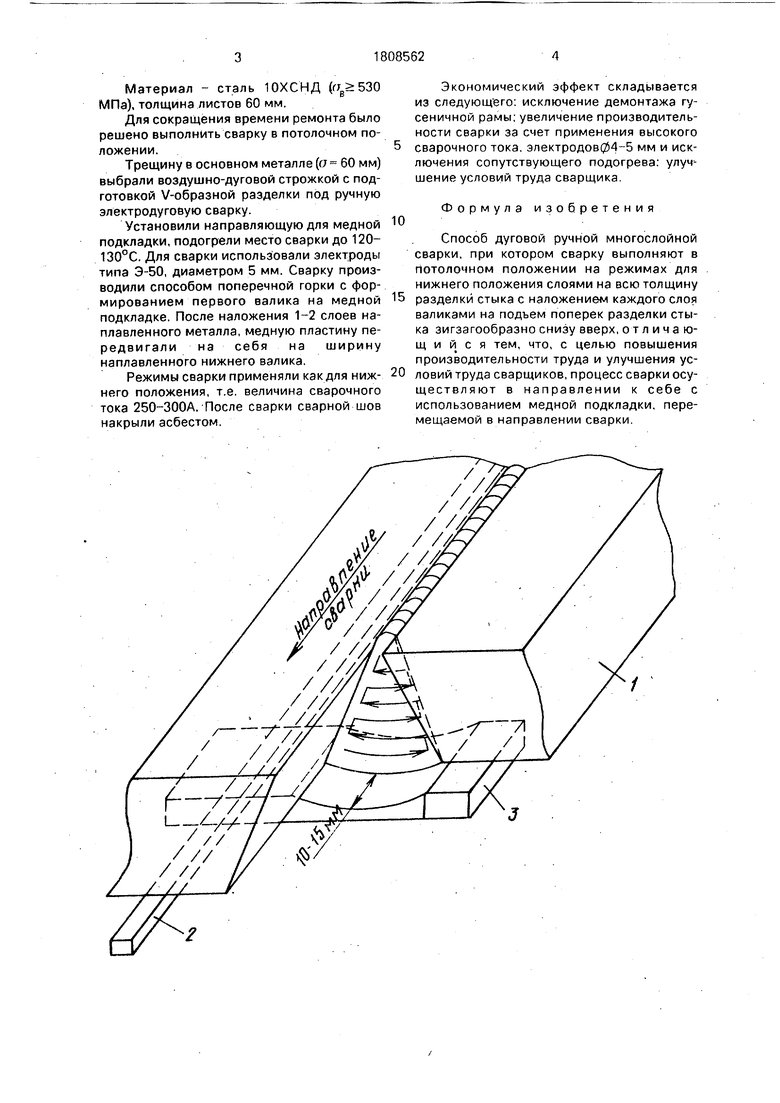
Изобретение поясняется чертежом.
После выборки дефектного металла в детали конструкции 1 и подготовки разделки под сварку, устанавливают направляющую 2 и медную скользящую подкладку 3. Затем осуществляют предварительный по: догрев изделия. После этого производят заполнение разделки способом поперечной горки с формированием первого валика на медной подкладке. После наложения 1-2 слоем наплавленного металла медную подкладку перемещают на ширину наплавленного нижнего валика в направлении к себе и продолжают заполнение разделки, соответственно перемещая подкладку. При этом применяют режимы сварки для нижнего положения. Высокий сварочный ток, использование электродов диаметром более 4 мм, удобство выполнения сварки (скользящая медная пластина надежно удерживает наплавляемый металл), исключение сопутствующего подогрева благодаря высоким режимам сварки - все это значительно повышает производительность труда сварщика.
Кроме того, предлагаемый способ потолочной сварки дает возможность поддерживать постоянную температуру сварочной ванны, что существенно повышает качество наплавленного металла.
Пример. Новое техническое решение проверено при сварке гусеничной рамы экскаватора ЭКГ-20 на монтажной площадке.
00
о
00
ся о
ю
Материал - сталь ЮХСНД (ag 530 МПа), толщина листов 60 мм.
Для сокращения времени ремонта было решено выполнить сварку в потолочном положении.
Трещину в основном металле (а 60 мм) выбрали воздушно-дуговой строжкой с подготовкой V-образной разделки под ручную электродуговую сварку.
Установили направляющую для медной подкладки, подогрели место сварки до 120- 130 С. Для сварки использовали электроды типа Э-50, диаметром 5 мм. Сварку производили способом поперечной горки с формированием первого валика на медной подкладке. После наложения 1-2 слоев наплавленного металла, медную пластину передвигали на себя на ширину наплавленного нижнего валика.
Режимы сварки применяли как для нижнего положения, т.е. величина сварочного тока 250-ЗООА. После сварки сварной шов накрыли асбестом.
0
5
0
Экономический эффект складывается из следующего: исключение демонтажа гусеничной рамы; увеличение производительности сварки за счет применения высокого сварочного тока. электродов(Й4-5 мм и исключения сопутствующего подогрева: улуч шение условий труда сварщика.
Формула изобретения
Способ дуговой ручной многослойной сварки, при котором сварку выполняют в потолочном положении на режимах для нижнего положения слоями на всю толщину разделки стыка с наложением каждого слоя валиками на подъем поперек разделки стыка зигзагообразно снизу вверх, отличающийся тем, что, с целью повышения производительности труда и улучшения условий труда сварщиков, процесс сварки осу- ществляют в направлении к себе с использованием медной подкладки, перемещаемой в направлении сварки.
| СПОСОБ МНОГОПРОХОДНОЙ СВАРКИ | 0 |
|
SU202383A1 |
| Думов С.И | |||
| Технология электрической сварки плавлением | |||
| Л.: Машиностроение, 1987, с.218-219 | |||
| Способ многопроходной сварки | 1979 |
|
SU841849A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
