Изобретение относится к ручному сварочному инструменту и предназначено для холодной точечной сварки (ХТС), т.е. внахлестку, в монтажных условиях листов и полос (шин) из меди и алюминия в различных сочетаниях, расположенных параллельно или крестообразно, преимущественно в электротехнической промышленности и судостроении.
Целью изобретения является обеспечение сварки алюминиевых и медных полос и листов с суммарной толщиной не более 6 мм и в различных сочетаниях при одновременном уменьшении массы клещей и усилия сварки.
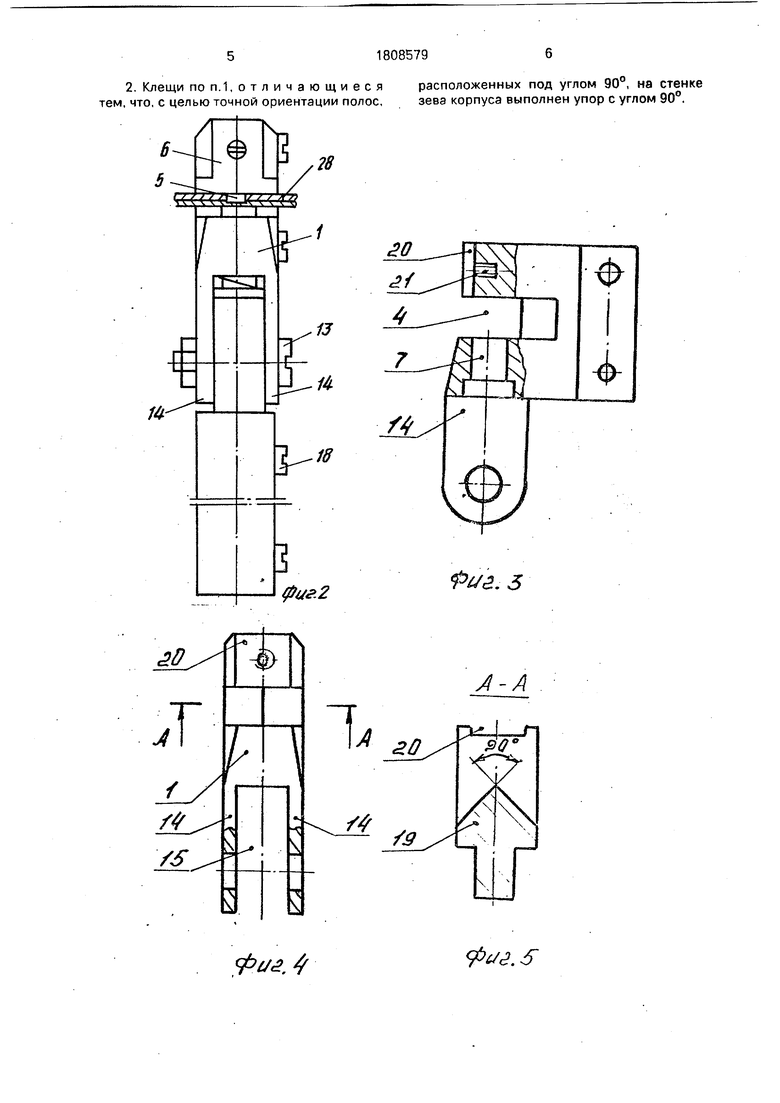
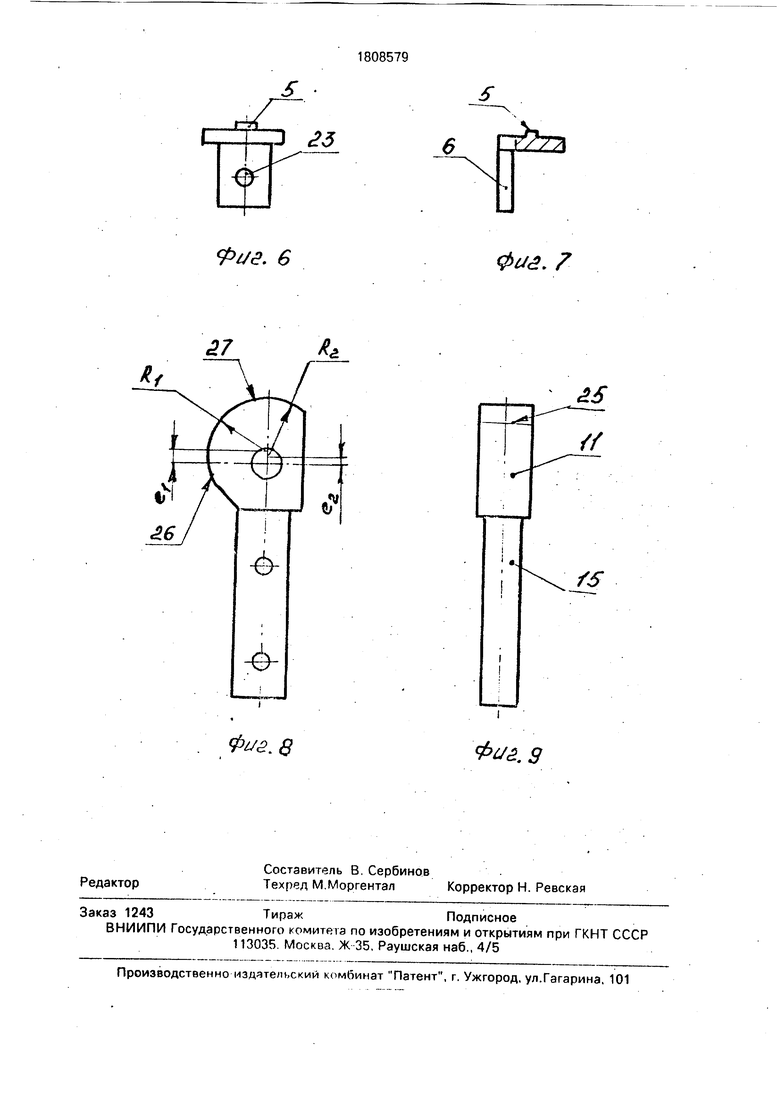
На фиг. 1 показан общий вид клещей для холодной точечной сварки; на фиг.2 -то же, вид слева; на фиг.З - основной вид корпуса клещей; на фиг.4 - то же, вид слева; на фиг.5 - то же, разрез по А-А на фиг.4; на фиг.б - основной вид пуансона; на фиг.7 - то же, вид слева; на фиг. 8 - основной вид кулачка; на фиг.9 - то же, вид слева.
Клещи для холодной точечной сварки имеют С-образный корпус 1, скрепленный с рычагом 2 винтом 3, в зеве 4 которого расположен рабочий выступ 5 пуансона 6, выполненного в виде уголка, а всоосном с ним отверстии 7 корпуса 1 расположен шток 8 с пружиной 9. Фланец 10 штока 8 находился в постоянном контакте с рабочей поверхностью 11 кулачка 12, установленного с возможностью вращения на оси 13, закрепленной в цапфах 14 паза 15. Хвостовик 16 кулачка 12 скреплен с рычагом 17 винтом 18. Корпус 1 имеет упор 19 с углом 90° на стенке зева 4 и имеет паз 20 с резьбовым отверстием 21, в котором пуансон б неподвижно закреплен винтом 22 через отверстие 23. Рычаги 2 и 17 имеют сечение 24. Кулачок имеет рабочую поверхность в виде двух сопряженных между собой по образующей 25 цилиндрических поверхностей 26 и 27 с радиусами Ri и Ra, имеющими эксцентриситеты соответственно ei и еа. Величина RI принимается конструктивно произвольно (примерно в интервале 13-19 мм), например, RI 16 мм. Эксцентриситет е2 равняется максимальной сумме толщин свариваемых полос (для данного типоразмера клещей), например, еа 2,5 мм. Другие параметры профиля кулачка рассчитываются по приведенным в формуле изобретения зависимостям
R2 Ri + 0.1e2 16 +
+0.1 х 2,5 16,25мм;
ei 1,2e2 1.2x2.5 3MVi.
Клещи работают следующим образом.
Полосы (шины) или листы 28, подготовленные к холодной сварке любым известным способом и предварительно зажатые зажимом в нужном положении относительно друг друга для получения первой сварной точки, вставляют между рабочим выступом
5 пуансона 6 и штоком 8 при максимально разведенных рычагах 2 и 17, которые затем сводят до упора. При этом кулачок 12 перемещает шток 8, происходит сжатие полос и в результате интенсивной пластической де0 формации их холодная сварка. Затем максимально разводят рычаги 2 и 17, шток 8 под действием пружины 9 перемещается в корпус 1. Сваренные полосы снимают с рабочего выступа 5 пуансона 6 и освобождают от
5 зажима. Для получения следующей сварной точки операции повторяют без зажима.
Предложенные клещи имеют массу не более 1 кг, развивают усилие сварки до 25 кН при усилии на рычагах не более
0 0,12 кН.
В соединениях, полученных предложенными клещами, наличие сварки подтверждается замерами остаточной толщины соединенных металлов. Металлографиче5 ские исследования сварных точек показали в них монолитность соединения. Формула изобретения 1. Клещи для холодной точечной сварки, содержащие С-образный корпус с закреп0 ленным на нем неподвижным рычагом, неподвижный пуанрон с выступом, установленный в зеве корпуса на одной из его полок, и шток, подпружиненный к приводу его поступательного перемещения и
5 установленный в отверстии второй полки корпуса соосно с выступом пуансона, отличающиеся тем, что, с целью обеспечения сварки алюминиевых и медных- полос и листов с суммарной толщиной не более 6
0 мм и в различных сочетаниях, при одновременном уменьшении массы клещей и усилия сварки, неподвижный пуансон выполнен в виде уголка со сквозным отверстием, для крепления к корпусу на одной из полок, вы5 ступ выполнен на второй полке уголка, обращенная к выступу пуансона поверхность штока выполнена плоской, а привод штока выполнен в виде рычага и связанного с ним кулачка, рабочая поверхность которого вы0 полнена в виде двух сопряженных между собой по образующей цилиндрических поверхностей с радиусами, имеющими эксцентриситеты относительно оси вращения и связанными зависимостями
5 R2 Ri + 1,2ea,
62 1.262,
где RI и R2 - радиусы цилиндрических поверхностей;
ei и 62 - эксцентриситеты радиусов соответствующих поверхностей.
2. Клещи по п. 1,отличающиеся расположенных под углом 90°, на стенке тем, что, с целью точной ориентации полос, зева корпуса выполнен упор с углом 90 .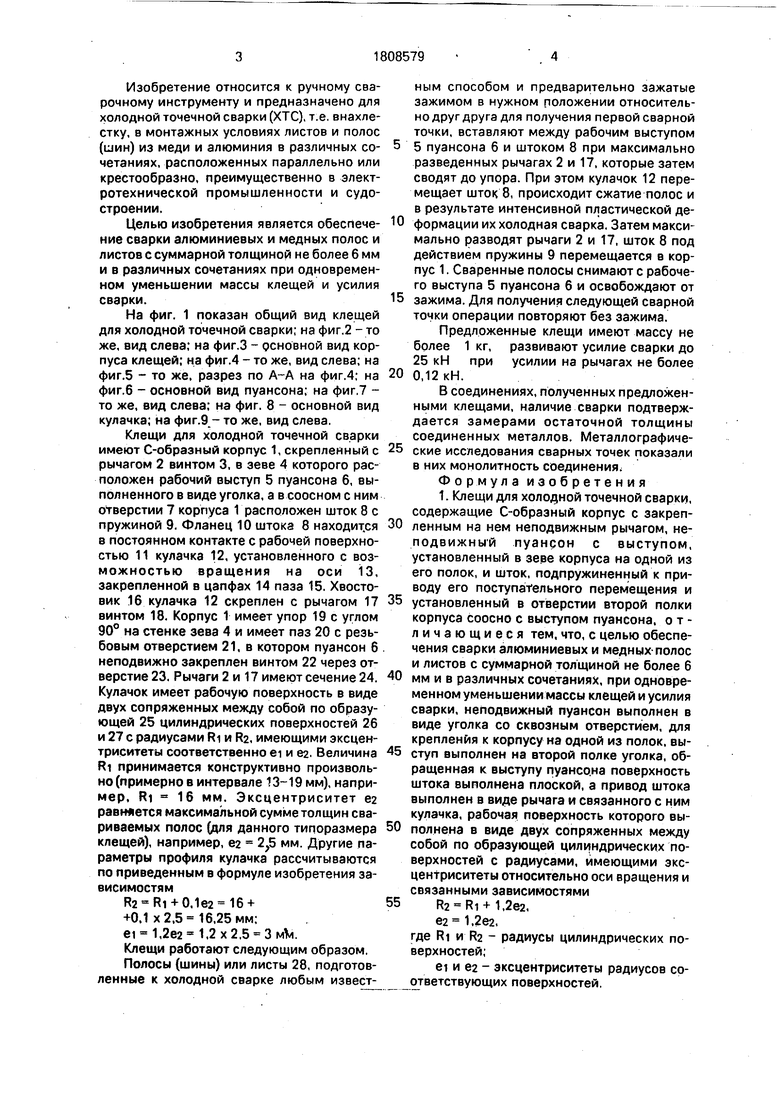
| название | год | авторы | номер документа |
|---|---|---|---|
| Пистолет для контактной точечной сварки | 1982 |
|
SU1085723A1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, УЗЕЛ СОЕДИНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2004 |
|
RU2281827C2 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395361C2 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ ИЗ ШИН К ВОЗДУХОВОДАМ, СЕКЦИЙ КАРМАННЫХ ФИЛЬТРОВ ОЧИСТКИ ВОЗДУХА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2557844C1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С ГИДРОЦИЛИНДРАМИ ПОДЪЕМА И НАГРЕВАТЕЛЬНЫМИ ПЛИТАМИ | 2010 |
|
RU2440244C2 |
| СУШИЛКА РОЛИКОВАЯ СЕКЦИОННАЯ С СОПЛОВЫМИ КОРОБАМИ, ПРИВОДОМ И МЕХАНИЗМАМИ ЗАГРУЗКИ И ВЫГРУЗКИ С ЛЕНТОЧНЫМ КОНВЕЙЕРОМ | 2009 |
|
RU2430004C1 |
| Способ холодно точечной сварки | 1990 |
|
SU1756071A1 |
| Скоба для скрепления горловины мешка | 1976 |
|
SU646897A3 |
| Клещи для контактной точечнойСВАРКи | 1978 |
|
SU810410A1 |
Использование: сварка, для холодной точечной сварки в монтажных условиях алюминиевых и медных листов с суммарной толщиной не более 6 мм и в различных сочетаниях. Сущность изобретения: клещи для холодной точечной сварки содержат С- рбразный корпус ic закрепленными на нем неподвижным рычагом 2. Неподвижный пуансон 6 в виде уголка установлен в зеве корпуса на одной из его полок. В отверстии второй полки корпуса, соосно выступу 5 уголка, установлен подпружиненный к кулачку 12 шток 8. Хвостовик кулачка 12 скреплен с рычагом 17. Обращенная к выступу 5 поверхность штока выполнена плоской. Рабочая поверхность кулачка 1.2 выполнена в виде двух сопряженных между собой по образующей цилиндрических поверхностей с радиусами имеющими эксцентриситеты относительно оси вращения. Радиусы и эксцентриситеты определяются из определенных соотношений, С целью .точной ориентации полос, расположенных под углом 90°, на стенке зева корпуса выполнен упор с углом 90°. Клещи имеют массу не более 1 кг, развивают усилие сварки до 25 кН при усилии на рычагах не более 0,12 кН. 9 ил. in f w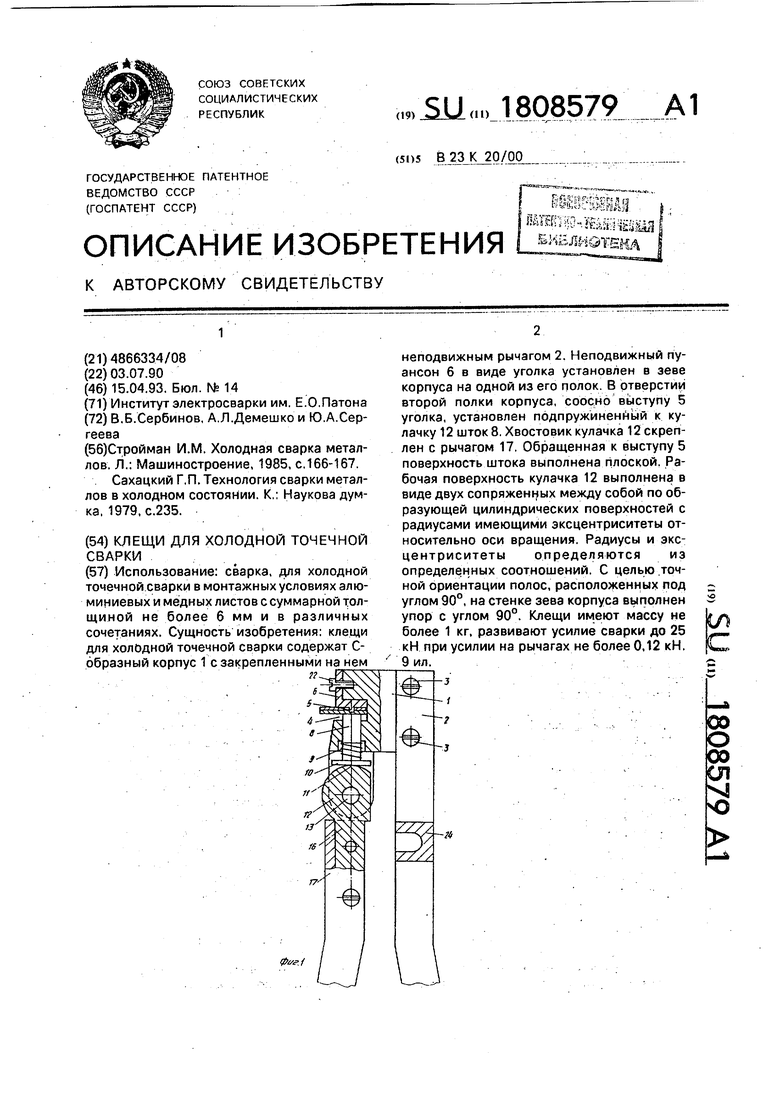
ЧСС «vЈ;
К. { fv tf S
3
. 4
Pt/г. з
.S
Ј-.- ) гд
9VC. 6
ФМЈ.&
s
&тъ
Фх. 7
&tSЈ. S
