Изобретение относится к сборке-сварке продольных цилиндрических и конических оболочек и может использоваться в машиностроительной, химической и других отраслях промышленности.
Цель изобретения - повышение точности и снижение трудоемкости сборки под сварку.
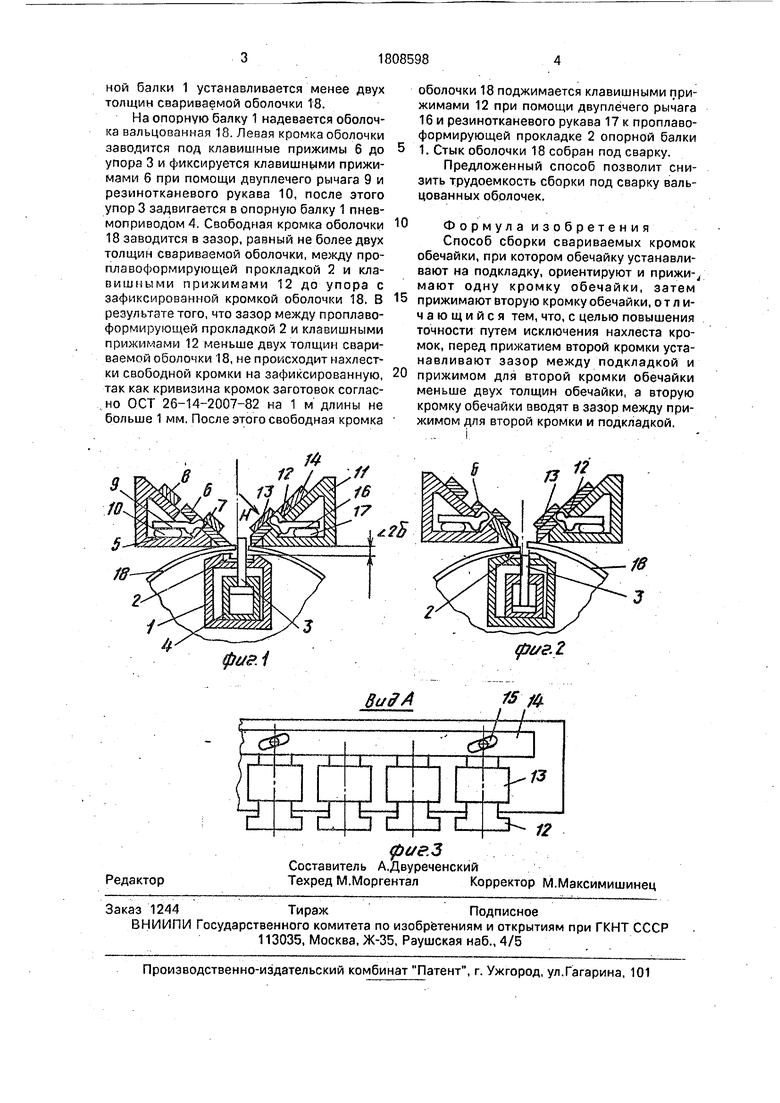
На фиг.1 - общий вид устройства (в рабочем положении) для осуществления способа; на фиг.2 - вид на устройство перед прижатием второй кромки; на фиг.З - вид А нафиг,1.
Устройство включает в себя опорную балку 1 с установленной на ней проплаво- формирущей прокладкой 2 и выдвижными упорами 3 с пневмоприводом 4, левую прижимную балку 5 со смонтированными на ней клавишными прижимами 6 в направляющих 7, упирающимися в упор 8. Кроме того, в прижимной балке 5 расположены двуплечие рычаги 9, которые одним плечом опираются на резинотканевый рукав 10, а
вторым входят в зацепление с клавишными прижимами 6.
Устройство также содержит правую прижимную балку 11 со смонтированными на ней клавишными прижимами 12, одновременно являющимися ориентирующими. Клавишные прижимы 12 установлены в на правляющих 13 и упираются в регулируемый упор 14 с наклонными пазами, установленный на пальцы 15..Двуплечие рычаги 16 одним плечом опираются на рези- котканевый рукав 17, а вторым входят в зацепление с клавишными прижимами 12.
Способ осуществляется следующим образом.
В исходном состоянии упоры 3 выдвинуты, клавишные прижимы 6 подняты до упора 8, а клавишные прижимы 12 (одновременно ориентирующие поднимаются на фиксированную высоту (в зависимости от толщины оболочки), ограниченную регули-. руемым упором 14. Величина зазора между нижним срезом клавишей 12 и проплавоформирующей прокладкой 2 опор00
о
00
ся ю
00
ной балки 1 устанавливается менее двух толщин свариваемой оболочки 18.
На опорную балку 1 надевается оболочка вальцованная 18. Левая кромка оболочки заводится под клавишные прижимы 6 до упора 3 и фиксируется клавишными прижимами 6 при помощи двуплечего рычага 9 и резинотканевого рукава 10, после этого упор 3 задвигается в опорную балку 1 пнев- моприводом 4. Свободная кромка оболочки 18 заводится в зазор, равный не более двух толщин свариваемой оболочки, между про- п.лавоформируюа1ей прокладкой 2 и клавишными прижимами 12 до упора с зафиксированной кромкой оболочки 18. В результате того, что зазор между проплаво- формирующей прокладкой 2 и клавишными прижимами 12 меньше двух толщин свариваемой оболочки 18, не происходит нахлестки свободной кромки на зафиксированную, так как кривизина кромок заготовок соглас- .но ОСТ 26-14-2007-82 на 1 м длины не больше 1 мм. После этого свободная кромка
оболочки 18 поджимается клавишными прижимами 12 при помощи двуплечего рычага 16 и резинотканевого рукава 17 к проплаво- формирующей прокладке 2 опорной балки 1. Стык оболочки 18 собран под сварку.
Предложенный способ позволит снизить трудоемкость сборки под сварку вальцованных оболочек.
Ф о р м у л а и з о б р ет е н и я
Способ сборки свариваемых кромок обечайки, при котором обечайку устанавливают на подкладку, ориентируют и прижи-, мают одну кромку обечайки, затем
прижимают вторую кромку обечайки, отличающийся тем, что, с целью повышения точности путем исключения нахлеста кромок, перед прижатием второй кромки устанавливают зазор между подкладкой и
прижимом для второй кромки обечайки меньше двух толщин обечайки, а вторую кромку обечайки вводят в зазор между прижимом для второй кромки и подкладкой.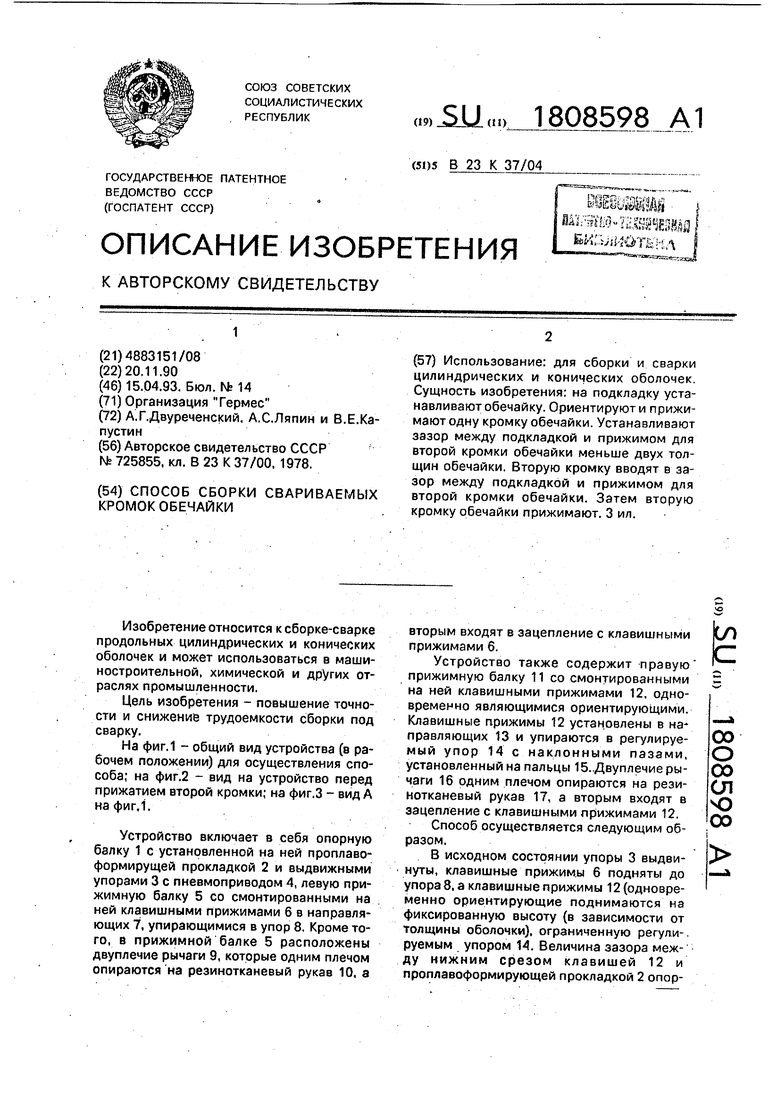
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Устройство для сборки и сварки продольных швов цилиндрических изделий | 1976 |
|
SU612774A1 |
| Стапель для сборки и сварки продольных швов оболочек | 1989 |
|
SU1706825A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Установка для сборки и сварки продольных швов тонкостенных обечаек | 1980 |
|
SU1011355A1 |
| Устройство для сварки | 1983 |
|
SU1123818A1 |
| Механизм прижима | 1988 |
|
SU1532262A1 |
| Устройство для сборки под сварку продольных швов | 1987 |
|
SU1691036A1 |
| Устройство для сварки продольных швов | 1977 |
|
SU740457A1 |
Использование: для сборки и. сварки цилиндрических и конических оболочек. Сущность изобретения: на подкладку устанавливают обечайку. Ориентируют и прижимают одну кромку обечайки. Устанавливают зазор между подкладкой и прижимом для второй кромки обечайки меньше двух толщин обечайки. Вторую кромку вводят в зазор между подкладкой и прижимом для второй кромки обечайки. Затем вторую кромку обечайки прижимают. 3 ил.
ВиЗА
&#
| Устройство для сварки продольных швов обечаек | 1978 |
|
SU725855A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
