Изобретение относится к сварочному производству, в частности к устройствам для сборки и сварки продольных швов оболочек.
Цель изобретения - повышение качества сварки и расширение технологических возможностей.
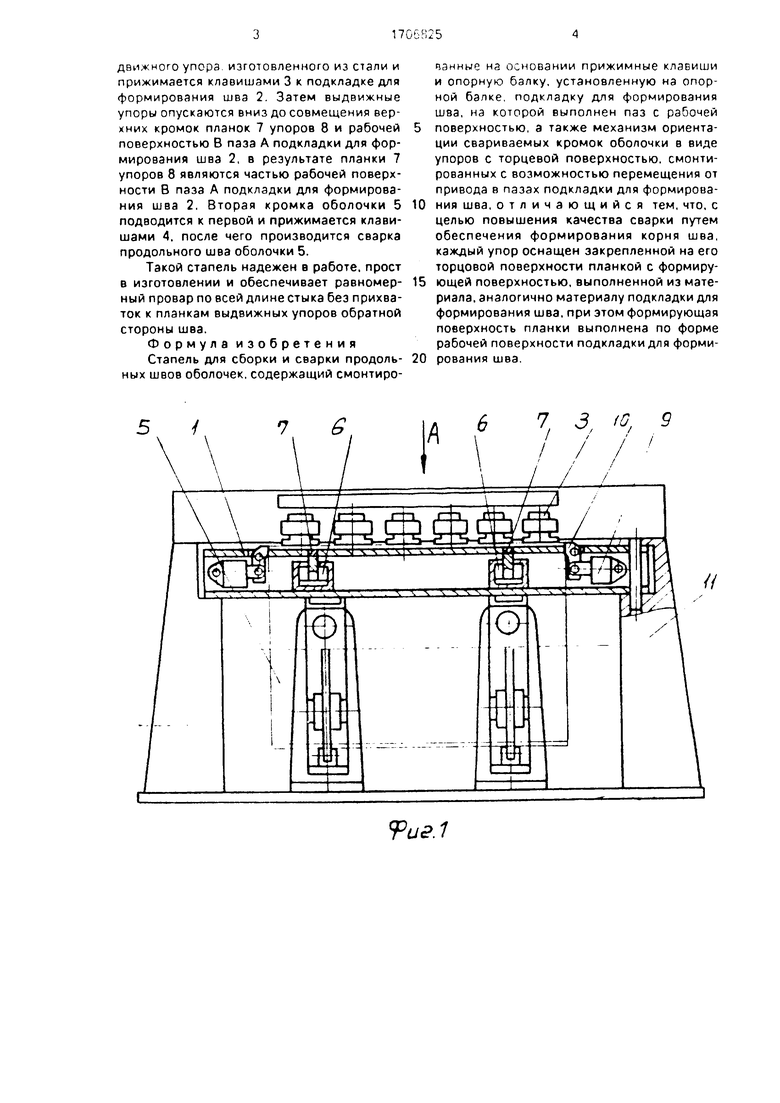
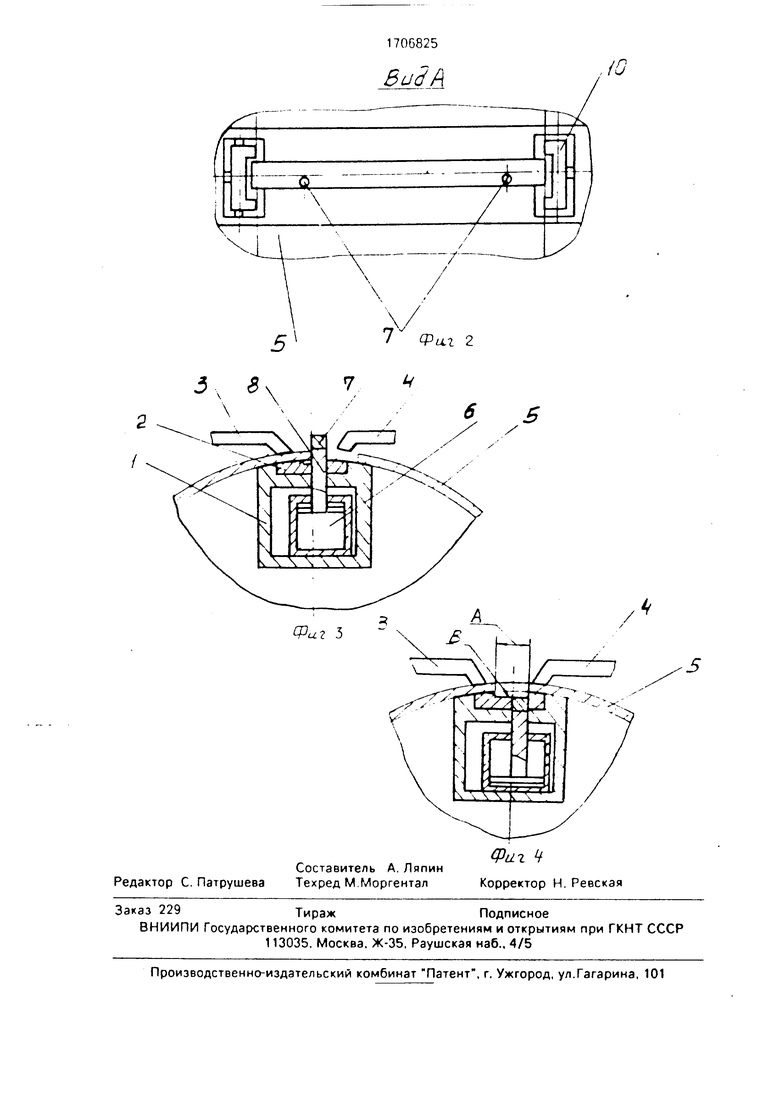
На фиг. 1 изображен стапель, общий вид; на фиг. 2 - вид Л на фиг. 1; на фиг. 3 - устройство в положении ориентации одной свариваемой кромки; на фиг. 4 - то же, в положении ориентации второй свариваемой кромки.
Стапель содержит опорную балку 1 с подкладкой для формирования шва 2, имеющей паз А с рабочей поверхностью В, при- жимные клавиши 3 и 4, механизм ориентации свариваемых кромок оболочки 5. Механизм ориентации состоит из выдвижных упоров, каждый из которых снабжен приводом 6 и выполнен составным, причем верхняя его часть в виде планки 7 выполнена по форме рабочей поверхности подкладки для формирования шва 2 и выполнена из того же материала, а нижняя часть упора 8 выполнена из стали. В опорной балке 1 смонтирован механизм выравнивания торцов, состоящий из пневмоцилиндра 9 и упорного рычага 10. Опорная балка 1 и прижимные клавиши 3 и 4 смонтированы на основании 11.
Стапель работает следующим образом.
В исходном состоянии выдвижные упоры находятся в верхнем положении, прижимные клавиши 3 и 4 в свободном состоянии. Вальцованная оболочка 5 одевается на опорную балку 1. Оболочка 5 одной кромкой упирается в нижнюю часть 8 вы о о
00
ю ел
движного упора, изготовленного из стали и прижимается клавишами 3 к подкладке для формирования шва 2. Затем выдвижные упоры опускаются вниз до совмещения верхних кромок планок 7 упоров 8 и рабочей поверхностью В паза А подкладки для формирования шва 2, в результате планки 7 упоров 8 являются частью рабочей поверхности В паза А подкладки для формирования шва 2. Вторая кромка оболочки 5 подводится к первой и прижимается клавишами 4. после чего производится сварка продольного шва оболочки 5.
Такой стапель надежен в работе, прост в изготовлении и обеспечивает равномер- ный провар по всей длине стыка без прихваток к планкам выдвижных упоров обратной стороны шва.
Формула изобретения Стапель для сборки и сварки продоль- ных швов оболочек, содержащий смонтированные на основании прижимные клавиши и опорную балку, установленную на опорной балке, подкладку для формирования шва, на которой выполнен паз с рабочей поверхностью, а также механизм ориентации свариваемых кромок оболочки в виде упоров с торцевой поверхностью, смонтированных с возможностью перемещения от привода в пазах подкладки для формирования шва, отличающийся тем, что, с целью повышения качества сварки путем обеспечения формирования корня шва, каждый упор оснащен закрепленной на его торцовой поверхности планкой с формирующей поверхностью, выполненной из материала, аналогично материалу подкладки для формирования шва, при этом формирующая поверхность планки выполнена по форме рабочей поверхности подкладки для формирования шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| Способ сборки свариваемых кромок обечайки | 1990 |
|
SU1808598A1 |
| Установка для сварки листовых изделий | 1980 |
|
SU941121A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Устройство для сборки и сварки продольных швов цилиндрических изделий | 1976 |
|
SU612774A1 |
| Устройство для сборки и автоматической сварки полотнищ | 1980 |
|
SU872153A1 |
| Устройство для формирования обратной стороны сварного шва | 1979 |
|
SU959975A1 |
| Стенд для сборки и сварки длинномерных полотнищ прямолинейной и криволинейной форм | 1980 |
|
SU946866A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
Изобретение относится к сварке, а именно к устройствам для сборки и сварки продольных швов оболочек, и может быть применено в любой отрасли машиностроения. Цель изобретения - повышение качества сварки. Цель изобретения достигается тем, что каждый упор механизма ориентации кромок оболочки оснащен закрепленной на его торцовой поверхности планкой. Планка выполнена из материала, аналогичного материалу подкладки для формирования шва, и с формой поверхности, аналогичной форме поверхности паза подкладки. После ориентации кромок оболочки по упорам приводами упоры опускаются и планки своей поверхностью образуют с поверхностью паза подкладки одно целое. Благодаря такой конструкции обеспечивается равномерный провар по всей длине стыка. 4 ил. (/
5 /
7 6
Ґие.1
цу
-Ж
J, в
ВиЗ/
,10
n
ГV/
I Фаг 2
| Устройство для сварки продольных швов обечаек | 1978 |
|
SU725855A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Куркин С.А | |||
| и др.Технология, механизация и автоматизация производства сварных конструкций | |||
| М.: Машиностроение, 25.08.89, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| рис | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
