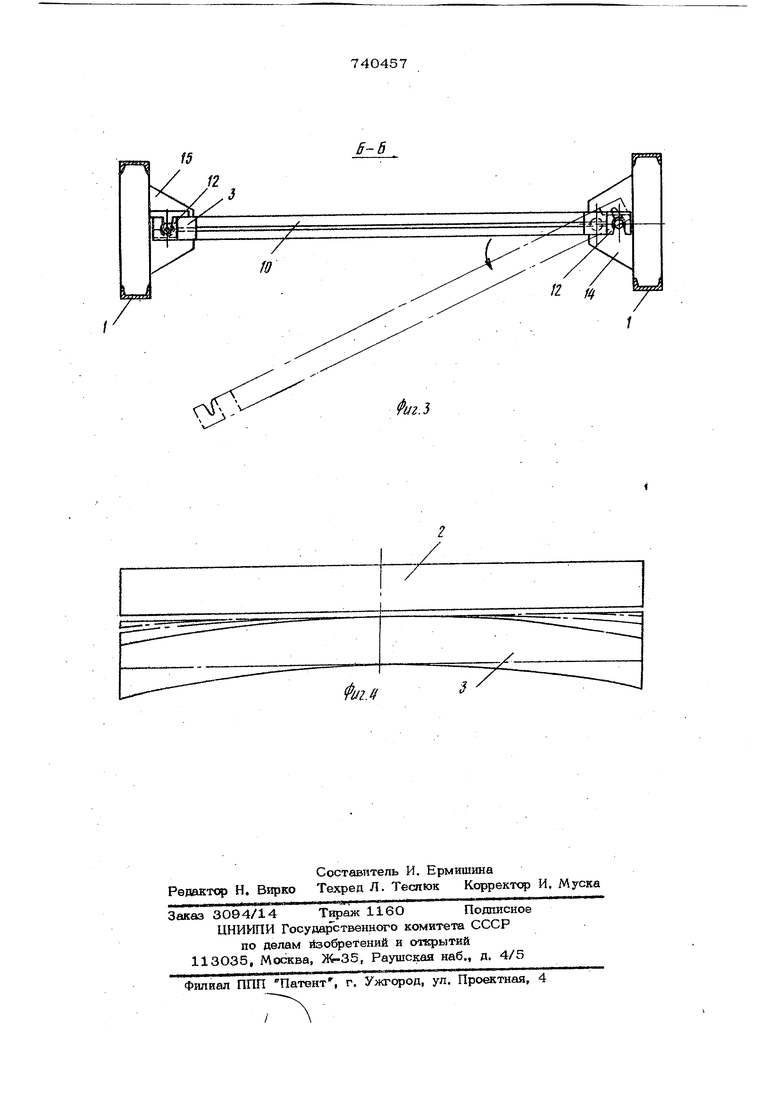
(54) УСТРОЙСТВО ДЛ Изобретение относится к сварке. б именно к устройствам для односторонней сварки продольных швов обечаек. Известно устройство для сварки продольных швов обечаек, наиболее близкое к данному изобретению по технической сущнооти и достигаемому эффекту,содержащее вь пуклую в продольном сечении балку, на которой жестко закреплена формирующая подкладка, повторяющая ее конфигурацию; и механизм подъема балки, выполненный со штоками i. Устройство предназначено для сварки обечаек малых диаметров, изготавливаемых из полосового материала определенно ширины и. длшшг, толщина которого в поперечном сечении остается постоянной. После завальцовки такой полосы в обечайку расположенные друг против друга сварива& мые кромки имеют одинаковую тогацину. Поэтому устройство не обеспечивает качественную, сварку при нал1гчни разнотолщинности расположенных друг против дру га свариваемых кромок. ШВО BAPKPi ПРОДОЛЬНЫХ Кроме того, у известного устрой 1тва балка выполнена круглого сечен1Ш5 которое имеет одинаковый момент сопротивления как в горизонтапьной, так и в вертикальной плоскости. Поэтому п:рн валячив местной разнотолщинности расположенных друг против друга свариваемых омок балка под действием силы будет деформироваться только в плоскости действия сил (т.е. только в вертикальной плоскости) и приж1 5ет формир -ющую прокладку к более толстой кромке, а более тонкая кромка останется не прижатой и под нее будет подтекать мшдкий металл. Целью изобретения является повышение качества швов при сварке разнотолшинвых кромок Для этого балка выполнена с поперечным сечением, момент сопротивления которого в вертикальной плоскости болыйе, чем в горизонтальной, а штоки поцьвмкого механизма выполнены со сферическими буртами на концах, взаимодействующими с концами выпуклой балки. На фиг. 1 изображено устройство, общий вид (балки опущены - сплошные линии, ба ки подняты - штрих-пунктирные линии); на фиг. 2 - разрез А-А фиг, 1; на фиг. 3 - разрез Б-Б фиг.1} на фиг, 4 изображена схема изменения прогиба нижней балки по мере ее прижима к вер1хним .параллельным балкам под действием силовых цилиндров (для наглядности радиусы прогиба уменьшены), Устройство для сварки продольных шво содержит стойки 1, две верхние параллель ные 2 и нижнюю поворотную 3 балки. По оси между параллельными балками, на краях закреплены силовые цилиндры 4 со сферическими буртами 5 на концах што ков 6. На одной параллельной балке 2, по всей ее длине, закреплена площадка 7 с направляющими для сварочного трактора 8, а к Щ5угой бшже 2 прикреплена площад ка 9 для обслуживающего персонала. К нижней балке 3 пргафеплена формиру щая подкладка 1О, ось поворота 11 и зацепы 12. Ось поворота 11 вьшолнена у&линенной с переходом от цилиндрической поверхности на коническую, что обеспечи вает возможность поворота балки 3 в горизонтальной плоскости, перемещение ее в .верт1жальной плоскости и перемещение конца оси 11 при прогибе балки 3 в вер тикальной плоскости, - Ось поворота 11 вращается в комби нировсудном радиально-упорном подшипнике 13, который установлен в кронштейне 14; Кронштейн 15 вьтолнен с упором для ограничения поворота балки 3 и пре дохранения штоков 6 силовьгх цилиндров 4 от изгиба. Устройство работает следующим образом. Нижнюю поворотную баллсу 3 поворачивают вокруг оси 11 и останавливают в зо не сборки обечайки, где собранные кромки обечайки 16 фиксируются по краям балки 3при помощи прижимов 17, которые ори- ентируют стык на канавку формирующей прокладки 10, Далее нижнюю поворотную балку 3 с закрепленной на ней обечайкой 16 поворачивают в рабочее положение до упора на кронштейне 15. При повороте балки 3 штоки 6 силовых цилиндров 4 выдвинуты в нижнее крайнее положение и сферические бурты 5 на концах штоков 6 свободно входят в пазы зацепов 12. После установки балки 3 с обечайкой 16 в рабочее положение в штоковые полости силовых цилиндро 4подается рабочая срет Ссжа,тый воздух ИЛИ жишсость под давлением), и штоки 6 втягиваются в цилкн Ь, поднимая балку 3 сферическими буртами 5 через зацепы 12, Когда середина балки 3 доходит до верхних параллельные балсяс 2, проиоходит зажим середины обечайки между балками, а дальнейшее перемещение штоков 6 вверх осуществляет выравнивание предварительно прогнутой балки 3 и постепенное увеличение контактирующей площади между обечайкой 16 и верхними параллельными балками 2, По мере выравнивания балки 3 Ejce неровности и вспучивания на кромках обечайки вьфавниваются,вытеоняясь от середины к краям. По окончании зажима обечайки 16 балка 3 полностыо Бьфавнивается, и на кромки обечайки по всей длине действует равномерно распре- деленная сила, величина которой зависит от усил11я силовых цилиндров и жесткости нижней балки. При подъеме нижней балки 3 ось 11 выходит своей цилиндрической частью из подшипника 13, в результате чего обеспечивается зазор, необходимый для перемещения конца оси 11 при прогибе батьки 3, По окончании зажима приступают к сварке крсмок обечайки. После сварки балку 3 опускают, подавая рабочую среду в верхние полости силовых цилиндров 4, При этом штоки 6 выходят в нижнее крайнее положекие, а балка доходит до крюнш- теинов 14 и 15 и зависает осью 11 на радиально-упорком подщипш-ше 13, Затем балку 3 поворачивают в зону съема сваренной обечайки, откуда последняя напра&ляется. на последующие операции. Балку 3 поворачивают в зону сборки очередной обечайк;и, и технологический процесс повторяется, Устройство для сварки продольных швов обечаек обеспечивает хорошее качество сварного шва за счет равномерного прилегания свариваемых кромок к формирующей подкладке по. всей ее длине при сварке длинных обечаек порядка 3,5-5 М Формула изобретения Устройство для сварки продольньрс швов обечаек, содержащее выпуклую в продольг ном сечении балку, на которой жестко закреплена формирующая подкладка, повторяющая ее конфигурацию и механизм подъема балки, выполненный со штоками, отличающееся тем, что, с целью
57404576
повышения качества при сварке разнотолщин-теми на концах, взаимодействующими с коы
ных кромок, балка выполнена с попереч-нами выпуклой балки, ным сечением, момент сопротивления ко-Источники информации,
торого в вертикальной плоскости, больше,принятые во внимание при экспмтиэе чем в горизонтальной,а штоки подъемного 5 Авторское свидетельство СССР
механизма выполнены со сферическими 562406, кл, В 23 К 37/04, 197S.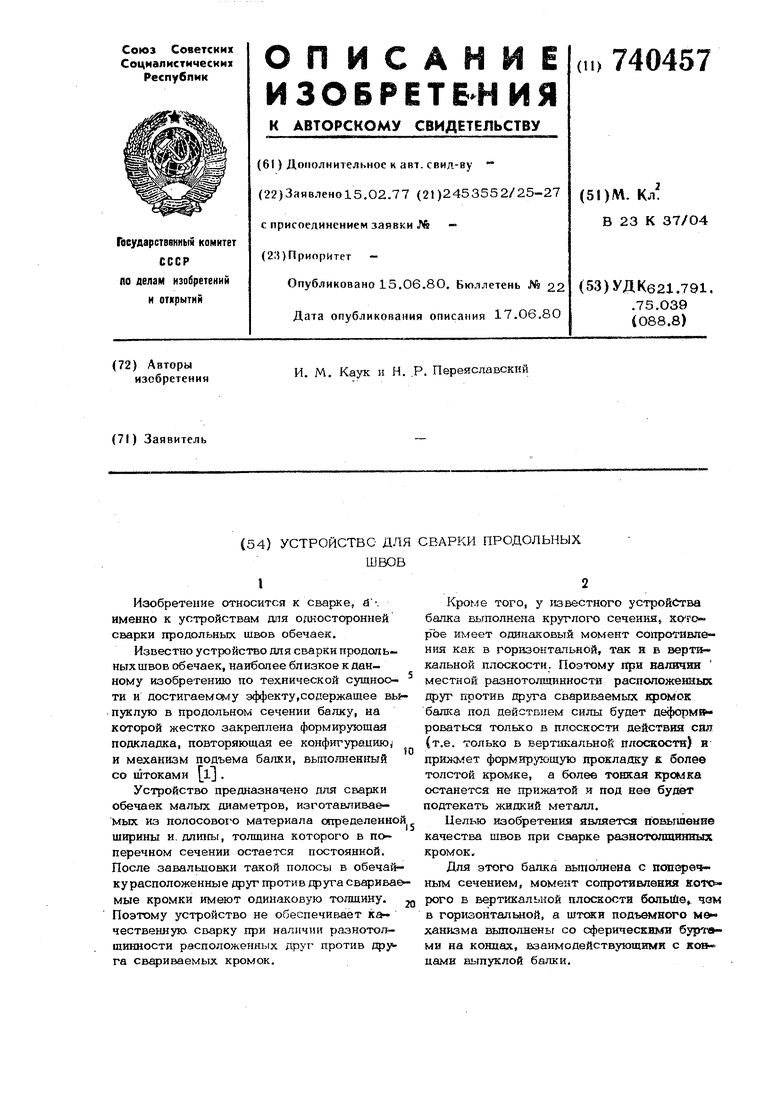


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки продольных швов обечаек | 1978 |
|
SU770716A1 |
| Устройство для сварки продольных швов обечаек | 1990 |
|
SU1787729A1 |
| Установка для сварки продольных швов многошовных цилиндрических обечаек | 1977 |
|
SU737178A2 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Установка для сварки продольных швов цилиндрических обеаек | 1975 |
|
SU554985A1 |
| Устройство для гибки обечаек из листовых заготовок | 1978 |
|
SU770609A2 |
| Установка для сборки и сварки продольных швов тонкостенных обечаек | 1980 |
|
SU1011355A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| УСТАНОВКА ДЛЯ ЗАКРЕПЛЕНИЯ ИЗДЕЛИЯ | 1972 |
|
SU339373A1 |
| Устройство для сборки и сварки продольных швов цилиндрических изделий | 1976 |
|
SU612774A1 |