ел
G
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1985 |
|
SU1368146A1 |
| Стенд для сварки изделий с криволинейной поверхностью | 1985 |
|
SU1368145A1 |
| Устройство для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1316777A1 |
| СВАРОЧНЫЙ СТАН | 2007 |
|
RU2358848C1 |
| Устройство для сварки горизонтальных швов трубчатых колонн | 1982 |
|
SU1016125A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ ПО ЗАМКНУТОМУ ПЛОСКОМУ КОНТУРУ | 1987 |
|
SU1401777A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |

Использование: для автоматической сварки изделий типа.балок коробчатого сечения нескольких типоразмеров. Сущность изобретения: установка для сварки балок двумя горелками состоит из неподвижного портала 1 с коробом для отсоса сварочных аэрозолей 2, тележки 3 с механизмом 4 зажима и поворота изделий 5. Установка содержит горелки 7, рычаги 9, охватывающие свариваемое изделие 5,f копирные ролики 10 по вертикальной стенке, копирные ролики 11 по горизонтальной стенке, тяги 12, шарнирно соединенные с порталом 1 и пневмоцилиндры 13 и 14. Оси поворота рычагов 9 размещены на тягах 12. Один из рычагов 9 соединен шарнирно со штоком пневмоцилиндра 13, а другой - с цапфами на корпусе пневмоцилиндра 13. Траектория радиуса поворота рычагов 9 проходит по сва,- . риваемым швам изделий нескольких типоразмеров. 3 йл.
Изобретение относится к устройствам, предназначенным для автоматической сварки изделий типа балок коробчатого сечения нескольких типоразмеров и может быть использовано в сварочных цехах машиностроительных заводов, например для сварки элементов телескопической стрелы.
Целью изобретения является расширение технологических возможностей установки путем обеспечения сварки балок разных типоразмеров и повышение производительности.
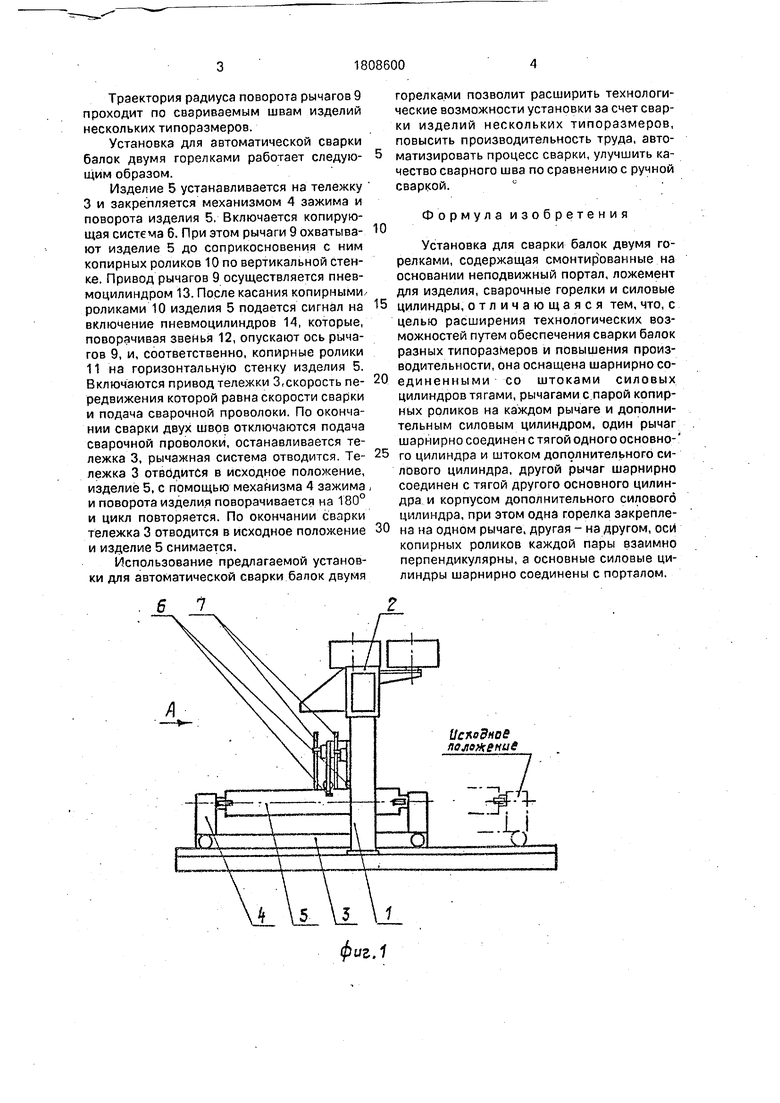
На фиг.1 - общий вид установки для автоматической сварки балок двумя горелками; на фиг.2 - вид А фиг. 1; на фиг.З - схема копирующей системы.
Установка для автоматической сварки балок двумя горелками состоит из неподвижного портала 1 с коробом для отсоса сварочных аэрозолей 2, тележки 3 с меха- низмрм 4 зажима и поворота изделия 5 и копирующей системы 6, включающей горелки 7, механизмы поворота горелок 8, рычаги 9, охватывающие свариваемое изделие, копирные ролики ТО по вертикальной стенке, копирные ролики. 11 по горизонтальной стенке, звенья 12, дополнительный пневмо- цилиндр 13 и шарнирно соединенные с порталом 1 основной 14 пневмоцилмндры. Оси поворота рычагов 9 размещены на тягах 12. Один из рычагов 9 соединён шарнирно со штоком пневмоцилиндра 13, а другой - с цапфами на корпусе пневмоцилиндра 13.
00
о
00
о о о
Траектория радиуса поворота рычагов 9 проходит по свариваемым швам изделий нескольких типоразмеров.
Установка для автоматической сварки балок двумя горелками работает следую- щим образом.
Изделие 5 устанавливается на тележку 3 и закрепляется механизмом 4 зажима и поворота изделия 5, Включается копирующая система 6. При этом рычаги 9 охватывз- ют изделие 5 до соприкосновения с ним копирных роликов 10 по вертикальной стенке. Привод рычагов 9 осуществляется пнев- моцилиндром 13. После касания копирными роликами 10 изделия 5 подается сигнал на включение пневмоцилиндров 14, которые, поворачивая звенья 12, опускают ось рычагов 9, и, соответственно, копирные ролики 11 на горизонтальную стенку изделия 5. Включаются привод тележки 3,скорость пе- редвижения которой равна скорости сварки и подача сварочной проволоки. По окончании сварки двух швов отключаются подача сварочной проволоки, останавливается тележка 3, рычажная система отводится. Те- лежка 3 отводится в исходное положение, изделие 5, с помощью механизма 4 зажима и поворота изделия поворачивается на 180° и цикл повторяется. По окончании сварки тележка 3 отводится в исходное положение и изделие 5 снимается.
Использование предлагаемой установки для автоматической сварки балок двумя
горелками позволит расширить технологические возможности установки за счет сварки изделий нескольких типоразмеров, повысить производительность труда, автоматизировать процесс сварки, улучшить качество сварного шва по сравнению с ручной сваркой.°
Формула изобретения
Установка для сварки балок двумя горелками, содержащая смонтированные на основании неподвижный портал, ложемент для изделия, сварочные горелки и силовые цилиндры, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения сварки балок разных типоразмеров и повышения производительности, она оснащена шарнирно со- единенными со штоками силовых цилиндров тягами, рычагами с.парой копирных роликов на каждом рычаге и дополнительным силовым цилиндром, один рычаг шарнирно соединен с тягой одного основно- го цилиндра и штоком дополнительного силового цилиндра, другой рычаг шарнирно соединен с тягой другого основного цилиндра и корпусом дополнительного силового цилиндра, при этом одна горелка закреплена на одном рычаге, другая - на другом, оси копирных роликов каждой пары взаимно перпендикулярны, а основные силовые цилиндры шарнирно соединены с порталом.
Редактор
Составитель А.Орлов Техред М.Моргентал
Заказ 1244------- --„«.ор л.филь ВНИИПИ ГОСУЛЯП. Тираж ---------
Фиг.З
Корректор: Л. Филь Подписное
г. Ужгород, ул.Гагарина, 101
--„«.ор л.филь ------
Фиг.З
Корректор: Л. Филь Подписное
| Установка для сборки и сварки обечаек | 1974 |
|
SU564132A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
