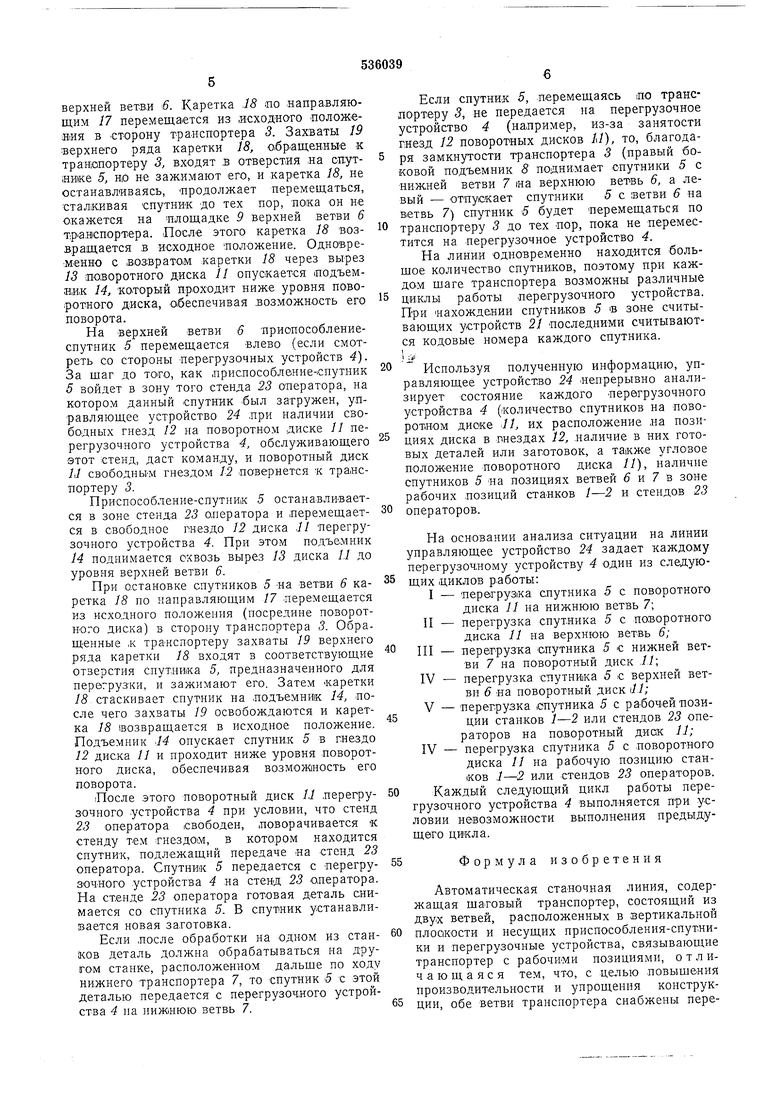
12 для уста,нов.ки соутииков и сквозными вырезами 13 для прохода подъемлика 14, перемащающего спутники в вертикальном калравлеиии с уровня одной ветви на другой.
На о-сновании 15 перегрузочного устройства установлены колонки 16, на которых закреплены две .натравляющие 17 для перемещения KaipeTKn 18, снабженной со стороны тралспортного устройства двумя рядами захватов 19. Один ряд захватов раоположеи на :уро.зне .верхней ветви 6 транспортера, а другой ряд - на уровне ииж.ней 1ветви 7. Захваты предназначены для соединения и разъединения каретки 18 со спутником 5. Один ря.д таких же захватов раоположен на каретке напротив рабочих позиций Ставков 1 и 2.
При1С1ПО1Соблбния-опутн1И1Ки 5 служат для зажима вне ста.нков обрабатываемых деталей раз нсобразной формы и для базирования деталей лри установке их на станки. Количество опутн:иков определяется размерами и производительностью линии 1И может достигать нескольких десятков щтук. Каждый спутник снабжен кодовыми элементами 20, характеризующими индивидуальный иомер спутника. Считывание этого номера осуществляется считыв ающийш устройствами 21, ра оположенными на транапортере 3, и считывающими устройствами 22, расположенными у рабочих позиций.
На рабочих иозициях расположены стенды 23 операторов, на .которых устанавливают заготов.ки в С1путн1И1КИ 5 и ениМают оо спутников готовые детали. Как и стенки 1 н 2, стенды 23 операторов Овязаиы с тр.анопортером 3 перегрузочными устройствами 4.
Управление распределением нри,способлений-опутников 5 в линии и работой стаи.ков / и 2 осуществляет управляющее устройство 24 ЛИ.НИ1И, .например ЭВМ.
Автом атическая линия работает следующим .
На стенде 23 о.ператора заготовка зажимается в опутнике-прИ10паооблени И 5. После этого поворачи|вается диок 11 перегрузочного устройства 4 для подвода свободного гнезда 12 к стенду 23 оператора. Каретка 18 ио направляющим 17 Перемещается из исходного положения (1поср;ед1ине поворотного диска) в сторону стенда 23 оператора. Захваты 19 ниж.него ряда каретки 18, расположенные против стенда 23 оператор-а, (Входят в соответствующие отверстия спутника 5 и зажимают его. Затем каретка 18 стаюкивает спутник в гнездо 12 поворотного диОка 11, 19 разжимаются и каретка 18 возвращается в исходное положение. Диск 1,1 поворачивается таким образом, чтобы опутнИ1к 5, ра сиоложенный в гнезде 12, .новился у соответствующей нози:ци1и ниж1ней ветви 7 тралгопортера.
Бели эта позиция Свсбодна, то во время оста1новки транопортера 3 каретка 18 по направляющим /7 перемещается из исходного положения в сторону транспортера 3. Захваты 19, обращенные к транспортеру, входят в соответствующие отверстия на С1пут«и:ке 5, но не зажимают его, а каретка 18, .не останавливаясь, продолжает перемещаться, -сталкивая спутник до тех пор, пока он не будет установлен на площадке 9 1нижней ветв1и 7 транспортера. После этого каретка 18 возвращается в исходное положение. Таким образом происходит перегрузка спутника 5 со стенда 23 оператора на .нилшюю ветвь 7 трачюлортера.
Прис1посо|бле.ние-спутни/к перемещается по нижней ветви 7 транспортера вправо (если смотреть со сторо.ны .перегрузочного устройства) рав,номер«о щаг за щагом, через определенные интервалы времени, в течение которых
спутник стоит неподвижно. Через ашкоторое количество шагов спутник 5 окажется в зоне станка 1 или 2. Если технологическая программ,а предусматривает обработку на этом стан.ке заготовки, находящейся в спутнике, и
на поворотном диюке 11 перегрузоч.юго устройства 4 в зоне станка имеются свободные гнезда 12, то по команде управляющего устройства 24 диск 11 .поворачивается свободным -гнездом 12 к тр-анслортеру 5. (Этот поворот
про.изводится предварительно .во время предыдущего шага).
Во время остановки приспособления-спутника 5 на ветви 7 каретки 18 по направляющим 17 перемеща-ется из исходного положе:Н.ия .в сторо.ну транспортера 3. Зах-В-аты 19 нижнего -ряда каретки 18, обращенные к транспортеру 5, входят в отверстие на при-, способлении-спутнике 5 .и зажимают его. Дальнейщее перемещение приспособленияспутника 5 в .гнездо 12 по.воротного диска // аналогично перемещению спутника со стенда 23 оператора иерегрузочное устройство 4. ЕСЛ.И станок свободен, то диск // вместе с данным присносо блением-спут.ником 5 по.ворачивается к станку, и перемещение пр.испособления-снутника на станок аналогич.но неремещению спутника с перегрузочного устройства 4 на нижнюю ветвь 7 с той лишь разницей, что в работе участвуют захваты
19, обращенные к станку. После окончания обработки детал.и в станке / ил,и 2 приспособление-спутник перемещается из ставка в свободное гнездо 12 поворотного диска 11 перегрузочного устройства 4 аналогично перемещению приспосо-бления-спутника 5 со стенда 23 опер.атора на перегрузочное устройство 4.
Если деталь после обработки на данном станке полностью готова, то при наличии на
вер|Хней ветви 6 свободной позиции .в зоне данноло станка с целью сокращения пути перемещения приспособления-спутника с готовой деталью к стенду 23 оператора приспособление-спутник 5 передается на верхнюю
ветвь 6. Это происходит следующим обр-азом. Диск // вместе с нриспособлением-спуткиком 5, находящ.имся в гнезде 12, поворачивается в сторону транспортера 3. Затем подъемник 14, проходя сквозь вырез 13 диска //, поднимает приапосОблские-спутник 5 до уровня
верхней ветви б. Каретка .18 по направляющим 17 перемещается из исходното положения в Сторону трайспортера 3. Захваты 19 верхнего ряда каретки 18, О|бращен.ные к транюпортеру 3, входят в отверстия на стаутнвке 5, н,о не зажимают его, и каретка 18, не останавливаясь, продолжает перемещаться, сталкивая спутник до тех пор, пока он не окажется на -площадке 9 верхней ветви 6 Т:ран1спортера. После этого каретка 18 возвращ,ается в исходное положение. Одновременно с iBosBpaTOiM каретки 18 через вырез
13лоБОротного диска 11 опускается подъемник 14, который проходит ниже уровня поворотного диска, обеспечивая возможность его поворота.
На верхней ветви б приспособлениеспутник 5 перемещается влево (если смотреть со стороны Перегрузочных устройств 4). За шаг до того, как .приспособление-спутник 5 войдет в зону того стенда 23 оператора, на котором данный спутник -был загружен, управляющее устройство 24 лри наличии свободных гнезд 12 на поворотном диске 11
регрузочного устройства 4, обслуживающего
этот стенд, даст команду, и поворотный диск 1,1 сВОбоднЫМ гнездом 12 повернется к транспортеру 3.
Приспособление-спутник 5 останавливается в зоне стенда 23 оператора и перемещается в свободное гнездо 12 диска .11 перегрузочного устройства 4. При этом подъемник
14поднимается сквозь вырез 13 диска 1.1 до уровня верхней ветви 6.
При остановке спутников 5 На ветви 6 каретка 18 по направляющим 77 перемещается из исходного положения (посредине поворотного диска) в сторону транспортера 3. Обращенные ,к транспортеру захваты 19 верхнего ряда каретки 18 входят в соответствующие отверстия спутника 5, предназначенного для перегрузки, и зажимают его. Затем «аретки /5 стаскивает спутник на подъемник 14, после чего захваты 19 освобождаются и каретка 18 .возвращается в исходное положение. Подъемник J4 опускает спутник 5 в гнездо 12 диска 11 и проходит ниже уровня поворотного диска, обеспечивая возможность его поворота.
После этого поворотный диск 1,1 перегруЗОчного устройства 4 при условии, что стенд 23 оператора свободен, .поворачивается к стенду тем гнездом, в котором находится спутник, подлежащий передаче на Стенд 23 оператора. Спутник 5 передается с перегрузоЧНого устройства 4 на стенд 23 -оператора. Па стенде 23 оператора готовая деталь снимается со спутника 5. В спутник устанавливается новая заготовка.
Если после обработки на Одном из станков деталь должна обрабатываться на другом станке, расположенном дальще по ходу нижнего транспортера 7, то спутник 5 с этой деталью передается с перегрузочного устройства 4 па нижнюю ветвь 7.
Если спутник 5, перемещаясь по транспортеру 5, не передается на перегрузочное устройство 4 (например, из-за занятости гнезд 12 поворотных дисков , то, благодаря замкнутости транспортера 5 (правый боковой подъемник 8 поднимает Спутники 5 с нижней ветви 7 иа верхнюю ветвь 6, а левый - отпускает спутники 5 с ветви 6 на ветвь 7) спутник 5 будет перемещаться по транспортеру 3 до тех пор, пока не переместится на перегрузочное устройство 4.
Па линии одновременно находится больщое количество спутников, поэтому при каждом шаге транспортера возможны различные циклы работы перегрузочного устройства. При нахождении спутников 5 в зоне считывающих устройств 21 последними считываются кодовые номера каждого спутника. 1 .if
Используя полученную информацию, управляющее устройство 24 Непрерывно анализирует состояние каждого перегрузочного устройства 4 (количество спутников на поворотном диске 11, их расположение на позициях диска в пнездах 12, наличие в них готовых деталей или заготовок, а также угловое положение поворотного диска //), наличие спутников 5 на позициях ветвей б и 7 в зоне рабочих позиций стаНков 1-2 и стендов 23 операторов.
Па основании анализа ситуации на линии управляющее устройство 24 задает каждому перегрузочному устройству 4 один из следующих циклов Работы:
I - перегрузка спутника 5 с поворотного
диска 11 на нижнюю ветвь 7; II - перегрузка спутника 5 с поворотного диска 11 на верхнюю ветвь 6;
III- перегрузка спутника 5 с нижней ветви 7 на поворотный диск .//;
IV- пер-егрузка ст1утни ка 5 с верхней ветви 6 на поворотный диск ill;
V- Перегрузка спутника 5 с рабочей позиции станков 1-2 или стендов 23 операторов на поворотный диск 11; IV - перегрузка спутника 5 с поворотного диска 11 на рабочую позицию станков .1-2 или Стендов 23 операторов. Каждый следующий цикл работы перегрузочного устройства 4 выполняется при условии невозможности выполнения предыдущего цикла.
Формула изобретения
Автоматическая станочная линия, содержащая щаговый транспортер, состоящий из двух ветвей, расположенных в вертикальной плоскости и несущих приспособления-спутники и перегрузочные устройства, связывающие транспортер с рабочи-ми позициями, отличающаяся тем, что, с целью повышения производительности и упрощения конструкции, обе ветви транспортера снабжены перегрузочными плОщадка.ми, «а ,которых выполнены направляющие для спутников, а перегрузочные устройства снабжены несколькими гнездами для накопления спутников, подъемниками и установленными с возможностью горизонтального .перемещения каретками, имеющими два ряда захватов, расположенных на уровнях ветвей тралспортер а.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
| Устройство для базирования обрабатываемых деталей | 1976 |
|
SU604658A1 |
| Транспортное устройство автоматической линии | 1981 |
|
SU1024233A1 |
| СТЕНД ДЛЯ СБОРКИ ПУЧКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1990 |
|
SU1748381A1 |
| Гибкая производственная система | 1989 |
|
SU1672704A1 |
| Поточная линия для сборки и сварки металлических изделий | 1981 |
|
SU1234136A1 |
| Автоматическая линия для обработки концов длинномерных деталей | 1985 |
|
SU1337236A1 |
| Устройство для автоматической сменызАгОТОВОК HA МЕТАллОРЕжущЕМ CTAHKE | 1978 |
|
SU837748A1 |
| Гибкая производственная система | 1985 |
|
SU1321549A1 |
| Транспортное устройство автоматической линии | 1985 |
|
SU1351749A1 |

.Ztt
Фа.
5 ;6 77 75 f
56/5
УЛ / /;
rVV}
V - л,,ы;E
Si
T:I
ЗАSbrity
;PW 2 о - В -- .lO&g-yni.-/nu гу /5
