Изобретение относится к области машиностроения и может быть использовано при нарезании конических колес с циклоидальной линией зубьев и локализованным контактом методом непрерывного деления неразъемными резцовыми головками.
Целью изобретения является ускорение получения заданных значений локализации контакта зубьев в зацеплении.
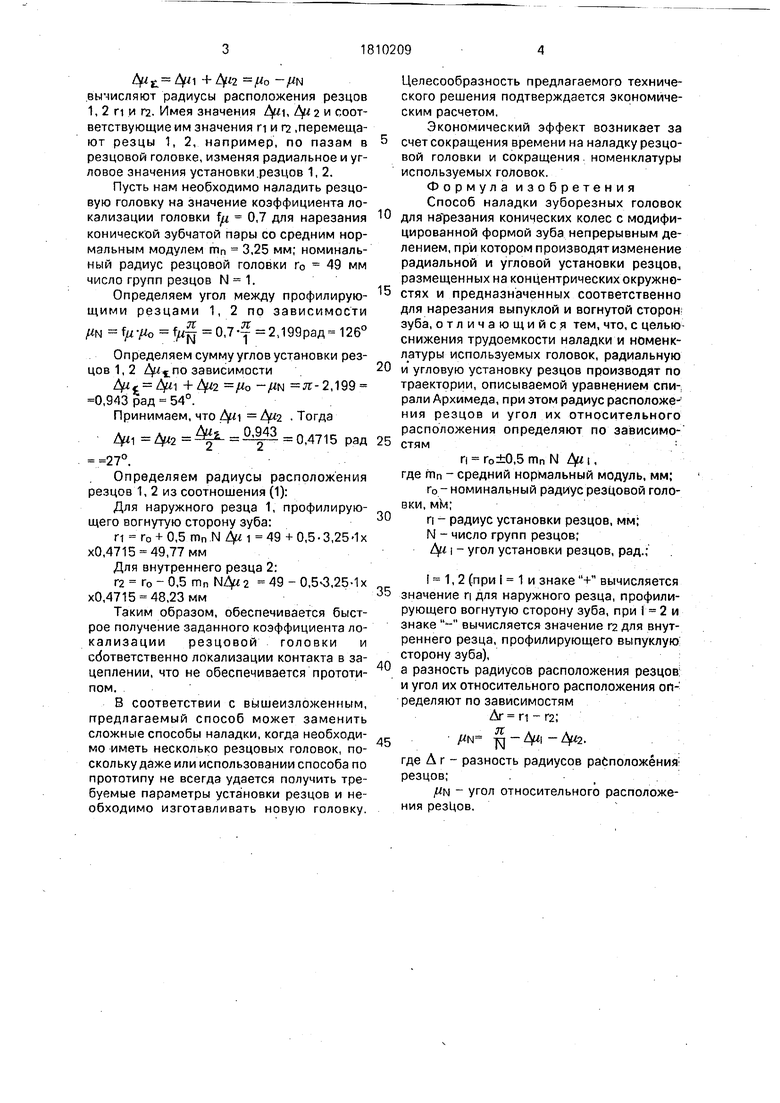
На фиг.1 изображена схема наладки не- лркализованной резцовой головки; на фиг.2 - схема наладки локализованной резцовой головки. .
Первоначально резцовая головка, предназначенная для нарезания зубьев с нело- кализованным контактом, имеет вид, представленный на фиг.1. Радиусы установки профилирующих резцов 1 и 2 одинаковы
лг „ и равны г0; угол между ними тт. В
случае, изображенном на фиг.1, число групп резцов N 1 и ft0 л
Для обеспечения локализации контакта в зацеплении необходимо создать разность .радиусов установки резцов 1, 2. С этой
целью увеличим радиус установки резца 1, профилирующего вогнутую сторону зубьев на некоторую величину AI п-г0/опреде- ляемую желаемой степенью локализации, а радиус установки резца 2, профилирующего выпуклую сторону зубьев, уменьшим на величину Де.Го-г2. При этом угловое положение резцов 1 и 2 должно измениться на углы 4«1 и 2 соответственна.
Таким образом, для создания локализа- ции резцовой головки необходимо перемещать резцы 1, 2 по кривым I-I и II-II соответственно. Траектории перемещения резцов 1, 2 представляют собой кривые, являющиеся спиралями Архимеда.
Способ осуществляется следующим образом.
Для наладки резцовой головки на соответствующее значение коэффициента локализации fM первоначально о предел я ют у гол между профилирующими резцами 1, 2/гы, а затем сумму углов установки резцов 1, 2 /y/zno известным зависимостям :
i«N f« fla ;
со
с
0° о
ГО
о чэ
4й 1 + ,0 вычисляют радиусы расположения резцов 1, 2 п и Г2. Имея значения «i, 2 и соответствующие им значения п и гг .перемещают резцы 1, 2, например, по пазам в резцовой головке, изменяя радиальное и угловое значения установки.резцов 1, 2.
Пусть нам необходимо наладить резцовую головку на значение коэффициента локализации головки ty 0,7 для нарезания конической зубчатой пары со средним нормальным модулем гпп 3,25 мм; номинальный радиус резцовой головки г0 49 мм число групп резцов N 1.
Определяем угол между профилирующими резцами 1, 2 по зависимости
рн 1р-1Ло 0,7- 2,199рад 126°
Определяем сумму углов установки резцов 1,2 зависимости
Ди, Цо -UN л-2,199 0,943 рад 54°.
Принимаем, что Јул Дма - Тогда
0fl 0,4715 рад
27°.
Определяем радиусы расположения резцов 1, 2 из соотношения (1):
Для наружного резца 1, профилирующего вогнутую сторону зуба:
П г0 + 0,5 гпп N Дм 1 49 + 0,5-3,25-1х хО.4715-49,77 мм
Для внутреннего резца 2:
га г0 - 0,5 гпп N4 2 49-0,53,25-1 х хО,4715 48,23 мм
Таким образом, обеспечивается быстрое получение заданного коэффициента локализации резцовой головки и соответственно локализации контакта в зацеплении, что не обеспечивается прототипом.
В соответствии с вышеизложенным, предлагаемый способ может заменить сложные способы наладки, когда необходимо иметь несколько резцовых головок, поскольку даже или использовании способа по прототипу не всегда удается получить требуемые параметры установки резцов и необходимо изготавливать новую головку.
Целесообразность предлагаемого технического решения подтверждается экономическим расчетом.
Экономический эффект возникает за счет сокращения времени на наладку резцовой головки и сокращения . номенклатуры используемых головок.
Формула изобретения Способ наладки зуборезных головок для нарезания конических колес с модифицированной формой зуба непрерывным делением, при котором производят изменение радиальной и угловой установки резцов, размещенных на концентрических окружно- стях и предназначенных соответственно для нарезания выпуклой и вогнутой сторон; зуба, отличающийся тем, что, с целью- снижения трудоемкости наладки и номенклатуры используемых головок, радиальную и угловую установку резцов производят по траектории, описываемой уравнением спирали Архимеда, при этом радиус расположения резцов и угол их относительного расположения определяют по зависимо- стям:
П r0±0,5 rnn N t, где гпп - средний нормальный модуль, мм;
г0-номинальный радиус резцовой головки, мм;
п - радиус установки резцов, мм; N - число групп резцов; Јyi i - угол установки резцов, рад.;
,2 (при i 1 и знаке + вычисляется значение п для наружного резца, профилирующего вогнутую сторону зуба, при Г 2 и знаке - вычисляется значение Г2 для внутреннего резца, профилирующего выпуклую: сторону зуба),
а разность радиусов расположения резцов: и угол их относительного расположения оп- ределяют по зависимостям Дг п - га;
N N -4И1-Ф2.
где Л г - разность радиусов расположения; резцов; . .
//N - угол относительного расположения резЦов,
Редактор
Составитель Н.БелоусовФиё.с. Техред М.Моргентал Корректор М.Петрова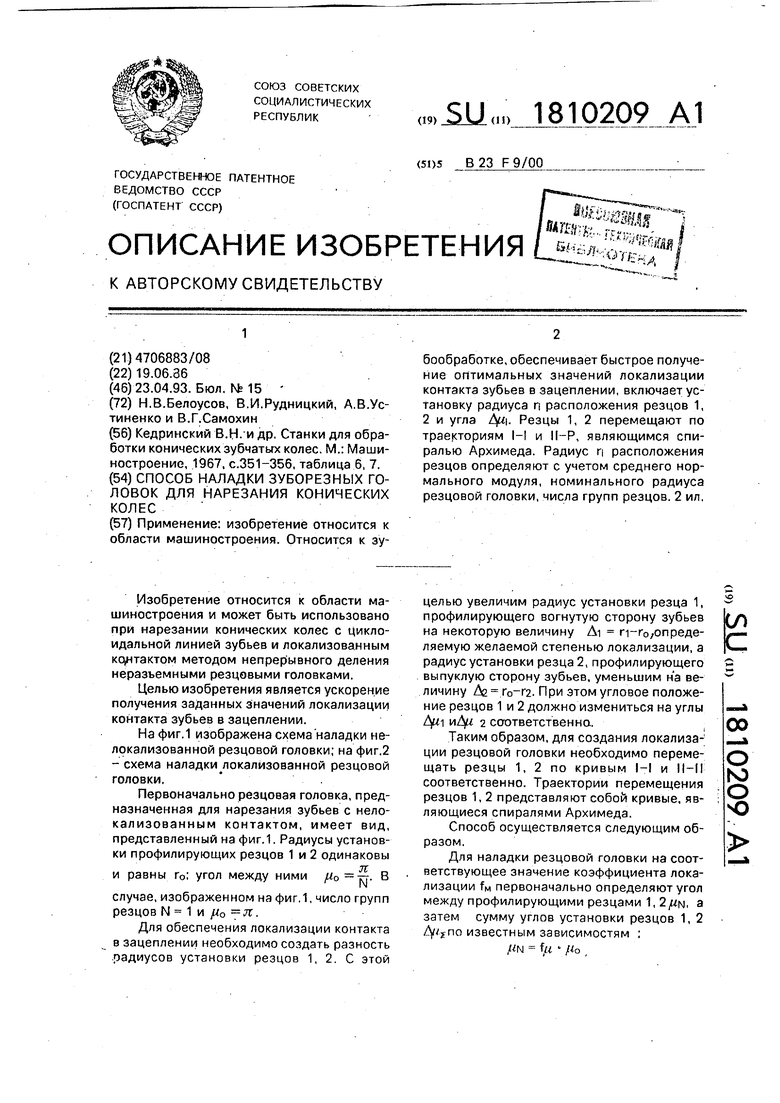
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| ЦИЛИНДРИЧЕСКАЯ ЗУБЧАТАЯ ПЕРЕДАЧА И СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕС ПЕРЕДАЧИ | 2012 |
|
RU2510472C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074062C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2447975C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2011 |
|
RU2467838C2 |
| Способ нарезания обкаткой дуговых зубьев конических колес | 1971 |
|
SU550247A1 |
| Способ изготовления зубчатой пары с круговыми зубьями | 1986 |
|
SU1468692A1 |
| Способ обработки арочных зубьев цилиндрических колес | 1990 |
|
SU1780949A1 |
| Способ нарезания зубчатых пар с криволинейными зубьями | 1987 |
|
SU1519856A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С МОДИФИЦИРОВАННОЙ ФОРМОЙ ЗУБЬЕВ | 2007 |
|
RU2347650C1 |
Применение: изобретение относится к области машиностроения. Относится к зубообработке, обеспечивает быстрое получение оптимальных значений локализации контакта зубьев в зацеплении, включает установку радиуса п расположения резцов 1, 2 и угла Дм|. Резцы 1, 2 перемещают по траекториям I-I и П-Р, являющимся спиралью Архимеда. Радиус п расположения резцов определяют с учетом среднего нормального модуля, номинального радиуса резцовой головки, числа групп резцов. 2 ил,
| Кедринский В.Н | |||
| и др, Станки для обработки конических зубчатых колес | |||
| М.: Машиностроение, 1967 | |||
| Деревобетонный каток | 1916 |
|
SU351A1 |
