Изобретение относится к резиновой промышленности, в частности к способу обработки формованных резиновых изделий (манжеты, сальники и уплотнения, изготовленные методом термической вулканизации в пресс-формах, задающих геометрические размеры).
Цель изобретения - увеличение срока службы формованных резиновых изделий и улучшения экологический чистоты производства. ,: , :;: / ;: - ; .-,
Поставленная цель достигается тем, что в слособе обработки формованных резиновых изделий обработку проводят в растворе, включающем, мас.%: ; Минеральная кислота0,3-1,5 : Водорастворимый хлорид
или бромид металла I или II.
группы периодической системы элементов Д.И.Менделеева 0,7-2,5 . ВодаОстальное При пропускании постоянного тока анодной плотностью 0,1-1000 А/к, в течение 5-10 мин. В качестве электродов используют электропроводные нерастворимые в этих условиях материалы (графит, уголь, оксиру- тений, титан и т.д.),
: ...
По изобретению галоидирующий агент (бром или хлор) образуется на аноде и его количество в объеме раствора может регулироваться величиной пропускаемого тока. В результате - полимер модифицируется на большую глубину и при этом не изменяет своих объемных эксплуатационных харак-е-, ристик.
00
о
OJ ON
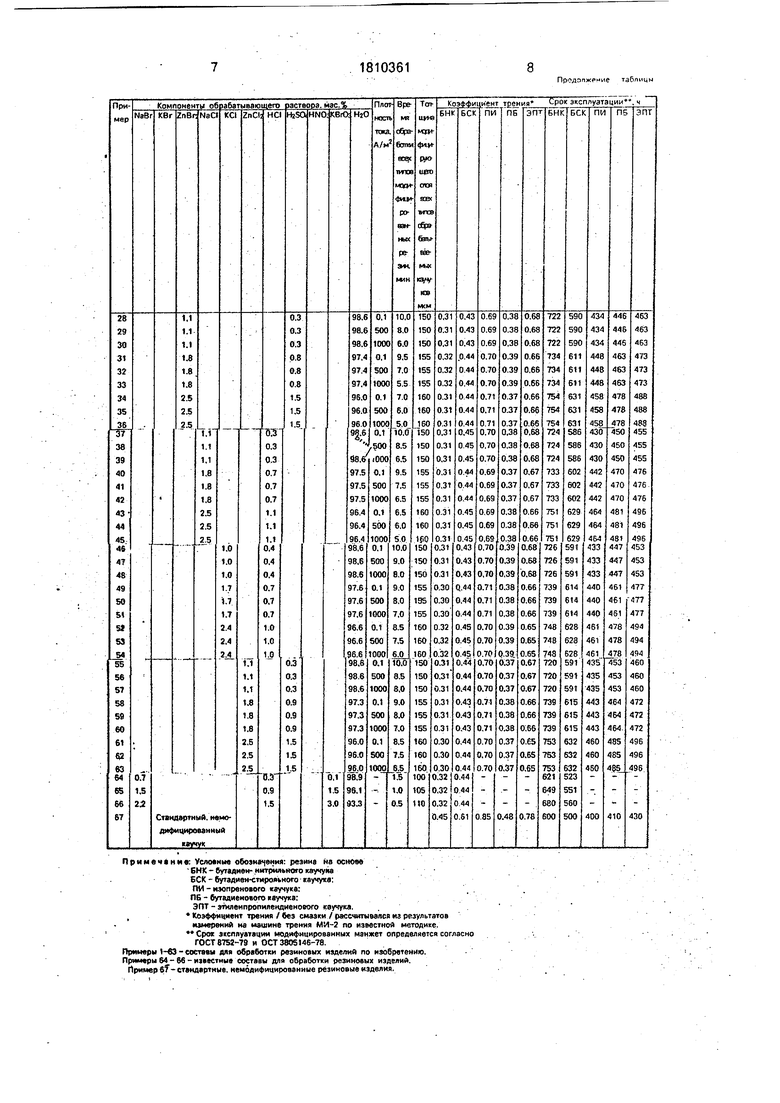
Увеличение толщины модифицированного слоя ведет по сравнению с исходными (немодифицированными} изделиями и к снижению коэффициента трения в системе резина-металл и к увеличению срока эксплуатации. Полностью выработанный раствор, подлежащий утилизации содержит в основном только кислоту, что улучшает экологическую чистоту производства.
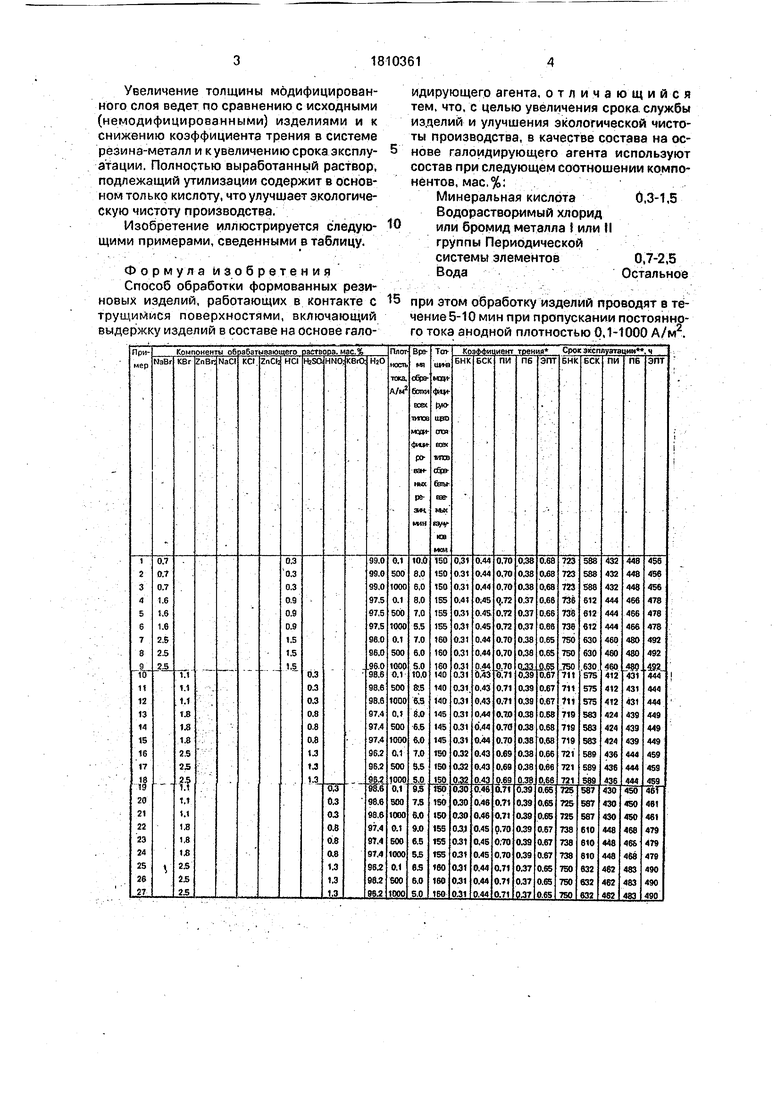
Изобретение иллюстрируется следующими примерами, сведенными в таблицу.
Формула изобретения Способ обработки формованных резиновых изделий, работающих в контакте с трущимися поверхностями, включающий выдержку изделий в составе на основе гало
идирующего агента, отличающийся тем, что, с целью увеличения срока, службы изделий и улучшения экологической чистоты производства, в качестве состава на основе галоидирующего агента используют состав при следующем соотношении компонентов, мас.%:
Минеральная кислота0,3-1,5
Водорастворимый хлорид
или бромид металла I или II
группы Периодической
системы элементов0,7-2,5
ВодаОстальное
при этом обработку изделий проводят в течение 5-10 мин при пропускании постоянного тока анодной плотностью 0,1-1000 А/м2.
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки формованных резиновых изделий | 1975 |
|
SU696036A1 |
| Способ обработки поверхности формованных резиновых изделий | 1980 |
|
SU937464A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ПЕРЕД ГАЛЬВАНИЧЕСКИМ НИКЕЛИРОВАНИЕМ | 2000 |
|
RU2201478C2 |
| КАТАЛИЗАТОР ПРЕВРАЩЕНИЯ УГЛЕВОДОРОДОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2276621C1 |
| РЕЗИНОВАЯ СМЕСЬ НА ОСНОВЕ ФТОРКАУЧУКА | 2000 |
|
RU2164524C1 |
| СПОСОБ ОЧИСТКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 1992 |
|
RU2024993C1 |
| Электролит для электрохимического маркирования стальных изделий | 1991 |
|
SU1757797A1 |
| 2, 3, 3, 3-ТЕТРАФТОР-1-ПРОПЕН В КАЧЕСТВЕ РАЗБАВИТЕЛЯ ДЛЯ ПОЛУЧЕНИЯ НОВЫХ БУТИЛКАУЧУКОВ | 2015 |
|
RU2699793C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ОКИСЛЕНИЯ БРОМИДА ДО БРОМА | 2003 |
|
RU2316616C2 |
| СПОСОБ ДЕЗИНФЕКЦИИ С ПОМОЩЬЮ АКТИВИРОВАННОГО ВОДНОГО ПРЕПАРАТА | 2002 |
|
RU2220109C2 |
Использование: резиновая промышленность, производство формованных резиновых изделий, манжеты сальники, уплотнения. Сущность изобретения: обрабатывают формованные резиновые изделия, которые работают в контакте с трущимися поверхностями. Состав для обработки содержит следующие компоненты, мас.%: минеральная кислота 0,3-1,5, водорастворимый хлорид или бромид металла I или I группы периодической системы элементов Д.И.Менделеева 0,7-2,5, вода - остальное. При этом обрабатывают изделия в течение 5-10 мин при пропускании постоянного тока анодной плотностью 0,1-1000 А/м2. Характеристика обработанного резинового изделия: из резины на основе БНК - коэффициент трения - 0,3-0,32, срок эксплуатации - 711-753 ч, на основе БСК - 0,43- 0,45, 575 - 632 ч. на основе ПИ - 0,69 -0,79. 412-464 ч на основе ПБ - 0,37-0,39, 431-485 ч, на основе ЭПТ - 0,66-0,68, 444-496 ч., 6, 1 табл.. ;-... ,.. ,... . .: . .. , 9. Ё
| СПОСОБ СНИЖЕНИЯ КОЭФФИЦИЕНТА ПОВЕРХНОСТНОГО ТРЕНИЯ РЕЗИНОВБ1Х ИЗДЕЛИЙ ^ | 0 |
|
SU186670A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Способ обработки формованных резиновых изделий | 1975 |
|
SU696036A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
