(54) СПОСОБ ОБРАБОТКИ-ФОРМОВАННЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки формованных резиновых изделий | 1989 |
|
SU1810361A1 |
| Способ обработки поверхности формованных резиновых изделий | 1980 |
|
SU937464A1 |
| СПОСОБ МОДИФИКАЦИИ РЕЗИН | 2002 |
|
RU2230077C2 |
| Вспенивающий агент для резиновых смесей и способ его получения | 1985 |
|
SU1407933A1 |
| СОСТАВ ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОКОРДА | 1992 |
|
RU2021318C1 |
| СПОСОБ ПОДГОТОВКИ ВЫСОКОПРОЧНЫХ МЕТИЗОВ ДЛЯ МОНТАЖА КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ И ИНГИБИРУЮЩИЙ СОСТАВ ДЛЯ ИХ ОБРАБОТКИ | 2007 |
|
RU2354748C2 |
| РЕЗИНОВАЯ СМЕСЬ НА ОСНОВЕ ФТОРКАУЧУКА | 2000 |
|
RU2164524C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ФТОРСОДЕРЖАЩЕЙ РЕЗИНЫ | 2014 |
|
RU2580722C1 |
| СПОСОБ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2041297C1 |
| Вулканизуемая резиновая смесь на основе полярного карбоцепного каучука | 1981 |
|
SU992528A1 |
Изобретение относится к резиновой промышленности, в частности к способу обработки формованных резиновых изделий.
Известен способ обработки формованных резиновых изделий, работающих в контакте с трущимися поверхностями, выдержкой в составе на основе галоидирующего агента, например пятифтористой сурьмы 1 . Однако резины, обработанные по известному способу, имеют высокий коэффициент трения, способ чрезмерно сложньш.
Цель изобретения - снижение коэффициента трения резин.
Поставленная цель достигается тем, что по . способу обработки формованных резиновых изделий, работающих в контакте с трущимися
поверхностями, 1выдержкой их в составе на основе галоидирующего агента, выдержку про. водят в составе, включающем, вес.%: Минеральный окислитель0,1-3
Минеральная кислота0,3-1,5
Водорастворимый хлорид или бромид металла0,7-2,25
ВодаОстальное.
Изобретение иллюстрируется следзтощими примерами.
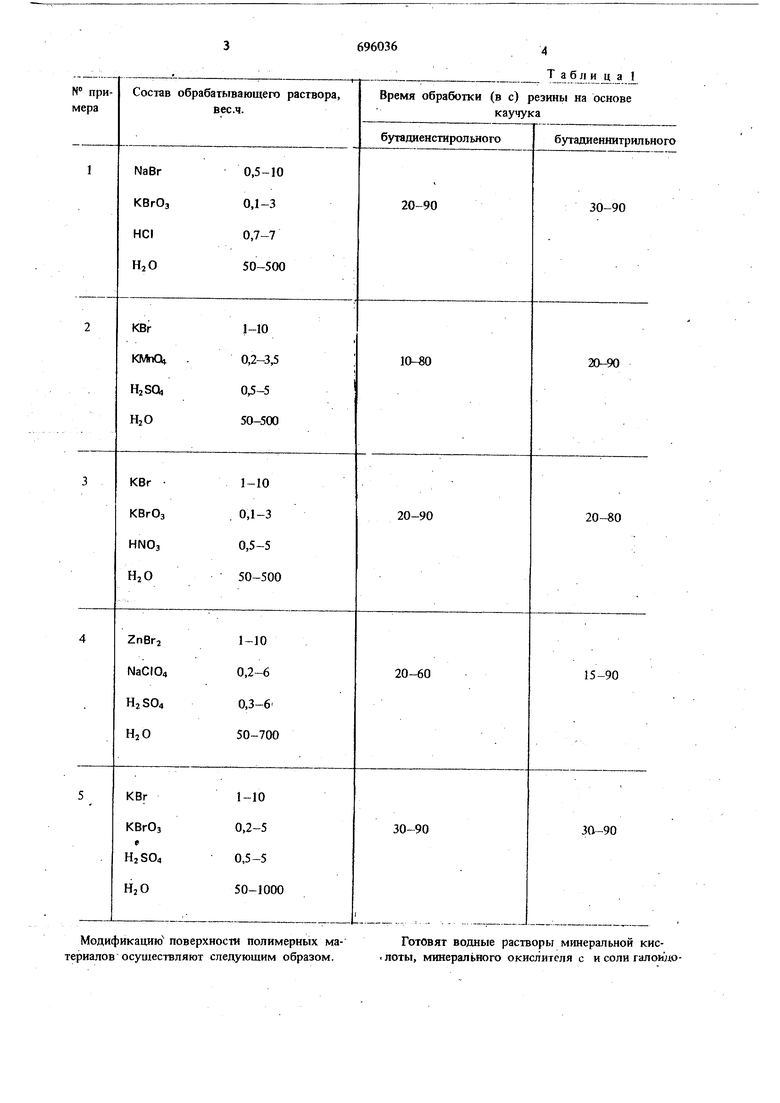
Примеры -5. Проводят обработку резиновых уплотнений, изготовленных на основе ненасыщенных бутадиеннитрильного и бутадиенстиролыюго каучуков водными растворами, указанными в табл. 1.
Модификацию поверхности полимерных материалов осуществляют следующим образом.
Т а б л и ц а 1
Готовят водные растворы М1шерапьной кислоты, минерального окислителя с и соли галоидеводородной кислоты. Затем сливают приготовленные растворы в емкость, в которую помещают обрабатываемые резиновые изделия. Изделия (резины) вьщерживают в емкости в течение времени, указанного в табл. 1. Затем изделия промывают в другой емкости проточной водой в течение 30 мин и сушатдо удале ния следов влаги при комнатной температуре или при нагревании не выше 70°С. Параллельно производят фторирование поверхности изделий в соответствии с известным способом.
Таблица 2 66 Фрикционные характе()истики резиновых изделий после обработки определяют на специальном стенде в режиме сухого трения. Скорость скольжения поверхности вала 10 м/с. Продолжительность испьггания составляла 2 ч, при этом установившийся режнм трения практически с не изменяющимися значениями фрикционных характеристик наблюдается в течение не менее 2/3 времени опыта. Полученные результаты в сравнении с известным способом обработки приведены в та табл. 2..
