Изобретение относится к машиностроению, к сварочному производству.
Цель изобретения - расширение технологических возможностей путем обеспечения приварки трубы к полке и повышения качества сварки.
На фиг. 1 и 2 представлены варианты устройства для осуществления способа.
Устройство содержит зажимные токо- проводящие губки 1 с установленной в них свариваемой трубой 2, составляющие верхний электрод 3 и нижний опорный электрод 4, на который установлена полка тавра 5. На нижнем электроде 4 установлена вставка 6 - изоляционная часть электрода 4. Она установлена, соосно со свариваемой трубой 2, выполнена в виде шайбы, по диаметру сделана больше наружного диаметра dn трубы . 2 (фиг. 1), и в виде кольца, внутренний диаметр которого меньше внутреннего dB диаметра трубы 2 (фиг. 2), Размеры изоляционной части зависят от соотношения свариваемых толщины стенки Ci трубы 2 и толщины С2 полки 5 тавра и определяются тепловыми расчетами нагрева сварочным током деталей 2 и 5 или опытным путем.
Способ осуществляется следующим образом.
С приложением давления Р к верхнему электроду 3 подается на устройство сварочный ток I, который проходит от зажимных губок 1 через вылетai трубы 2 из губок 1, контакт деталей 2 и 5, перемычку 32 от среднего диаметра dcp трубы 2 до токопроводящей части нижнего электрода 4. Сварочный ток I протекает по перемычке az со стороны наружного диаметра dH тавровой трубы 2 (фиг. 1) и со стороны ее внутреннего диаметра dB (фиг, 2). Происходит подогрев ai трубы 2 и перемычки аа полки 5 тавра. Подвод сварочного тока I через перемычку аа полки 5 только с одной стороны стыка, внутренней или наружной, по отношению к трубе 2 и месту контакта деталей 2 и 5 повышает плотность
-.
00
ю
о
со о
тока на пере мычк.е аз и дает локальный нагрев в околошовной зоне. Нагрев деталей 2 и 5 зависит, кроме прочих условий, и от охлаждающего влияния токопроводящих частей электродов 3 и А в околошовной зоне. Возможность протекания тока I по перемычке 32 полки 5 на изоляционном под- кладе с низким свойством теплопередачи предотвращает охлаждение околошовной зоны и создаются равные условия нагрева деталей 2 и 5 без дополнительной подготовки деталей под сварку.
Наиболее тепловыделяющим элементом является место контакта деталей 2 и 5 между собой. Интенсивное выделение тепла здесь вызывают расплавление слоя торца трубы и слоя поверхности полки 5 с образованием общей расплавленной ванны. С прекращением подачи сварочного тока в конце цикла под давлением Р на электроде 3 происходит частичное выдавливание расплавленной ванны с образованием сварочного шва и литого ядра в стыке деталей 2 и 5. Сильный нагрев околошовной зоны деталей на изоляции дает повышение качества рельефной сварки.
Расчетное тепловое равновесие нагрева деталей трубного таврового соединения уточняется изменением вылета ai трубы 2 из зажимных губок 1, но чрезмерное увеличение вылета аг может привести к потере прочности при нагреве и смятию трубы 2, в этом случае прибегают к изменению размеров изоляционной части электрода 4.
Изоляционная часть электрода 4, во- первых, обеспечивает подвод сварочного тока I к сты-ку деталей по узкой перемычке а2; во-вторых предохраняет от чрезмерного охлаждения детали и создает одинаковые условия нагрева деталей таврового соединения.
П р и м е р 1. (вставка на нижнем электроде в виде шайбы).
п. А-2.5 ГОСТ 19904-74 . П°ЛКа - ЛИСТ П-ВГ-08 КПТОСТ9045-80 т , 24 Х2 ГОСТ8734-75 Труба-труба В20 ГОсТ8733-74. ; 31 - вылет трубы из верхнего электрода, мм 3 Ош - диаметр изоляционной шайбы, мм , 27 ICB - сварочный ток, кА 36 UCB - напряжение, В . 3,6
где Ош dcp + 2а2 . + 2a2
П р и м е р 2 (вставкз на нижнем электроде в виде кольца).
А-2.5 ГОСТ 19904-74
Полка - лист
П-ВГ-08 КП ГОСТ9045-80
Tnvfia - rnvfia 24 Х2 Г ОСТ8734-75 . Труба труба --Q- -. ,
ai -- вылет трубы из верхнего электрода, мм3 DK - внутренний диаметр
изоляционного кольца, мм18,2 ICB - сварочный ток , кА 36 UCB напряжение, В 9,6
где DK - dcp-2a2 --H-|-d-B - 2a2
Диаметры изоляционных вставок определяются- упрощенным тепловым расчетом, сведенным к равенству нагреваемых объемов металла деталей соединения. Диаметр изо- ляционной шайбы (фиг. 1)
n v vC2 dB + ai (dH deT Ош К -------т ---- ; C2
внутренний диаметр изоляционного кольца (фиг, 2)
DK
- 1 )
К
C2
где К 1,1-1,05 - коэффициент, учитывающий влияние охлаждения электродов, большее значение принимается для Ош, меньшее - для DK.
Предлагаемый способ контактной сварки позволит расширить область применения рельефной сварки на широко распространенные в машиностроении тавровые соединения с большим диапазоном толщин полок за счет обеспечения высокого качества сварки хорошим прогревом околошовной зоны подводом сварочного тока большой плотности по перемычкам к стыку деталей с одной стороны трубы внутренней или наружной,
Формула изобретения
1. Способ контактной сварки, при котором собираютсвариваемые детали и подводят к ним сварочный ток посредством верхнего и нижнего сварочных электродов, а нижний сварочный электрод выполняют Ё виде опоры с изоляционной вставкой, отличающийся тем, что, с целью расши- рения технологических возможностей путем обеспечения приварки трубы к полке и повышения качества сварки, верхний электрод выполняют в виде зажимных губок для зажатия в них привариваемой трубы, а изо- ляцирнную вставку нижнего электрода располагают напротив привариваемой трубы.
2. Способ поп. 1,отличающийся тем, что вставку выполняют в виде шайбы, наружный диаметр которой больше наружного диаметра привариваемой трубы.
3. Способ по п. 1. о т л и ч я ю щ и и с я тем, что вставку выполняют в виде кольца, внутренний диаметр которого меньше внутреннего диэмегра привариваемой грубы, а наружный - больше наружного диаметра привариваемой трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодной сварки и устройство для его осуществления | 1977 |
|
SU742081A1 |
| Электродный узел машины для контактной сварки деталей таврового профиля | 1990 |
|
SU1808570A1 |
| Способ и устройство для гибридной лазерно-дуговой сварки таврового соединения | 2023 |
|
RU2827374C1 |
| Способ двухдуговой сварки угловых швов тавровых соединений | 1976 |
|
SU626905A1 |
| Способ двухдуговой сварки угловых швов тавровых соединений | 1978 |
|
SU766783A1 |
| СПОСОБ ДВУСТОРОННЕЙ ДУГОВОЙ СВАРКИ ТАВРОВЫХ СОЕДИНЕНИЙ | 2015 |
|
RU2593244C1 |
| Способ автоматической двухдуговой сварки тавровых соединений | 1981 |
|
SU1013165A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1986 |
|
RU1408650C |
| Способ контактной точечной сварки | 1978 |
|
SU706213A1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
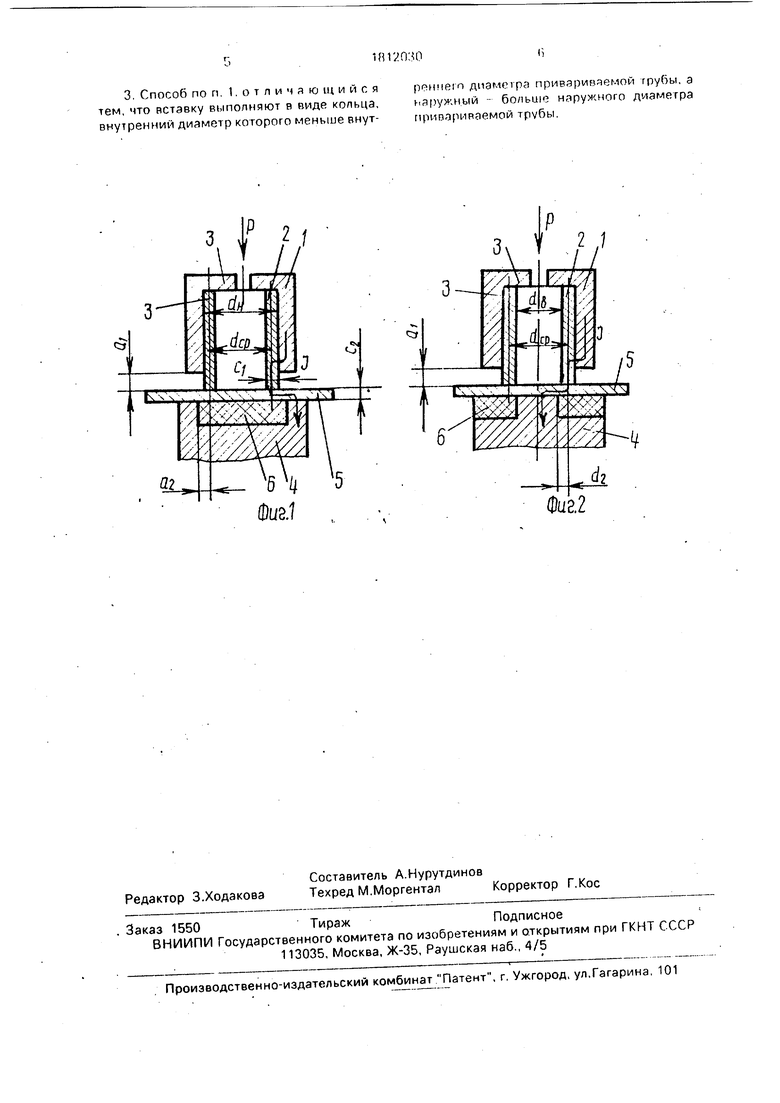
Использование: обеспечение приварки трубы к полке и повышение качества сварки. Сущность изобретения: токопроводящая одного электрода расположена против изоляционной части другого электрода, а изоляционная часть первого электрода расположена против токопроводящей части второго электрода. Верхний электрод выполнен в виде зажимных губок, а нижний - в виде опоры. Изоляционная часть этого электрода выполнена в виде вставки и установлена на электроде напротив привариваемой в тавр к полке трубе. Сварочный ток подводят к стыку деталей опорным электродом по перемычке на полке между токопроводящей частью электрода и изоляционной вставкой. Диаметр изоляционной вставки, выполненной в виде шайбы, больше наружного диаметра трубы, а внутренний диаметр вставки в виде кольца меньше её внутреннего диаметра. 2 з.п. ф-лы, 2 ил.
| УСТРОЙСТВО для КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 0 |
|
SU236668A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
