Изобретение относится к области контактной точечной сварки элементов различного сечения. Известен способ контактной точечной сварки деталей, по крайней мере одна из которых имеет тавровое сечение, при котором усилие сжатия прикладывают в непосредственной близости от полки тавра с двух ее сторон, а ток подводят двумя электродами, расположенными симметрично относительно стенки тавра 1. Устройство для реализации этого способа состоит из верхней сварочной головки и нижнего цилиндр ического электрода со сферической рабочей поверхностью. Оно предназначено для сварки листов с профилями таврового сечения. Верхняя сварочная головка содержит два шарнир но закрепленных под углом друг к другу электродов. При приложении сварочного усилия головка опускается и электроды скользят по стенке свариваемого таврового элемента до упора его в стенку - прлку. На заключительной стадии сжатия перед пропусканием импульса тока стенка таврового элемента поджимается сверху траверсой .сварочной головки. Электроды в основном обеспечивают только подвод тока, а дополнительное сварочное усилие передается через стенку до упора траверсы сварочной головки. Недостатки известного способа следующие: электрический контакт электродов с полкой и стенкой тавра одновременно приводит к нестабильному образованию двух литых ядер, так как невозможно обеспечить совершенно Идентичные условия электрического и механического контактов обоих электродов с изделием; в процессе сварки стенка тавра испытывает продольные сжимающие усилия от упора и скользящих электродов, что вызь1вает потерю устойчивости стенки, особенно при пропускании импульса сварочного тока. Целью изобретения является стабилизация образования литого ядра непосредственно под стенкой тавра. Указанная цель достигается тем, что электроды изолируют от полки тавра и подвод тока к тавру осуществляют через боковые стороны его стенки. На чертеже предста1влена схема реализации способа.
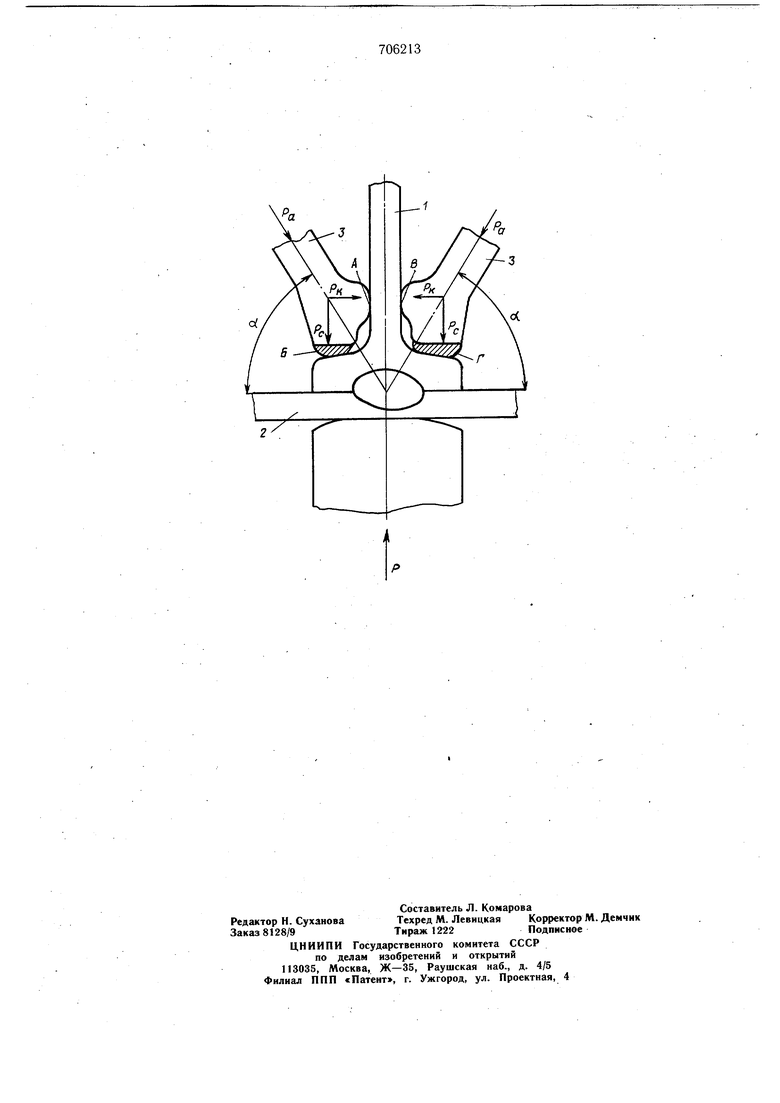
Свариваемое соединение состоит по крайней мере из двух элементов 1 и 2, один из которых представляет собой профиль таврового сечения, а другой - лист или любой известный профиль. Электроды 3 или правая и левая части одного электрода имеют по две рабочие контактные поверхности А, Б и В, Г. Поверхности Б и Г электродов, контактирующие с полкой тавра, не пропускают электрический ток, а служат только для создания усилия сжатия в месте сварки. Поверхности А и В электродов служат только для подвода электрического тока к стенке тавра и не передают сварочного усилия сжатия, т. е. усилия, продольного относительно оси стенки. Это достигается тем, что ось электродов или правая и левая части одного электрода расположена под углом к плоскости соединения деталей, поэтому действующая сила Ра, разлагается на две составляющие силы PC и РК- Составляющая сила PC осуществляет сжатие деталей, а составляющая сила РК- прижатие электрических контактов к стенке тавра. Соотнощение сил РК и PC при сварке определяется углом ol по формуле
РК P«(cos4 -/Стр), где Кгр - коэффициент трения в контакте
Электроды или правую и левую части одного электрода, расположенные симметрично оси стенки, приводят в соприкосновение с полкой тавра в непосредственной близости от стенки, при этом место контакта электрически изолируют. В момент соприкосновений с полкой тавра контакт электродов со стенкой тавра отсутствует. По меренарастания усилия под действием его горизонтальной составляющей электроды сближаются до контакта с двумя сторонами стенки тавра. Контакты электродов со стенкой тавра делают электропроводными и подвод тока осуществляют через боковые стороны стенки. После взаимодействия электродов со стенкой тавра включают импульс сварочного тока, при этом весь сварочный ток независимо от состояния электрических контактов и вследствие этого независимо от
того, какая часть тока проходит через сварочные электроды, протекает только через стенку тавра к месту образования литого ядра. Стенка тавра полностью разгружается от продольных усилий как до сварки, так и в процессе сварки и таким образом соверщенно не подвержена опасности потери устойчивости от продольных относительно оси стенки усилий.
Состояние электрических контактов не влияет на распределение тока поверхности сопряжения свариваемых элементов.
Благодаря наличию электрической полки тавра от электродов исключена возможность образования двух литых зон и обеспечено стабильное возникновение литого ядра непосредственно под стенкой тавра.
Способ позволяет стабилизировать образование литого ядра непосредственно под стенкой тавра; обеспечить возможность сварки профилей Т-образного сечения с тонкой стенкой без потери ее устойчивости; повысить стойкость электродов благодаря разделению их рабочих поверхностей на токоподводящую часть и силовую.
Формула изобретения
Способ контактной точечной сварки деталей, по крайней мере одна из которых имеет тавровое сечение, при котором усилие сжатия прикладывают в непосредственной близости от полки тавра с двух ее сторон, а ток подводят двумя электродами, расположенными симметрично относительно стенки тавра, отличающийся тем, что, с целью стабилизации образования литого ядра непосредственно под стенкой тавра, электроды изолируют от полки тавра и подвод тока к тавру осуществляют через боковые стороны его стенки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 145672, кл. Ё 23 К 11/10, 1961.
d.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной сварки | 1990 |
|
SU1812030A1 |
| Способ и устройство защиты от коррозионного растрескивания сварной металлоконструкции | 2015 |
|
RU2626705C2 |
| Способ двухдуговой сварки угловых швов тавровых соединений | 1978 |
|
SU766783A1 |
| Устройство для сварки магнитоуправляемой дугой | 1980 |
|
SU927433A1 |
| Способ двухдуговой сварки угловых швов тавровых соединений | 1976 |
|
SU626905A1 |
| Способ двухдуговой сварки | 1978 |
|
SU721268A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ | 2003 |
|
RU2269400C2 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ШТЫРЯ С ПЛАСТИНОЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2007 |
|
RU2352440C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1986 |
|
RU1408650C |
| Устройство для автоматической сварки тавровых соединений | 1978 |
|
SU1077730A1 |