Изобретение относится к гальванотехнике и может быть использовано в системах управления процессами осаждения металла для получения заданной толщины покрытия.
Цель изобретения - повышение точности нанесения тонких покрытий за счет сокращения уточненного времени покрытия.
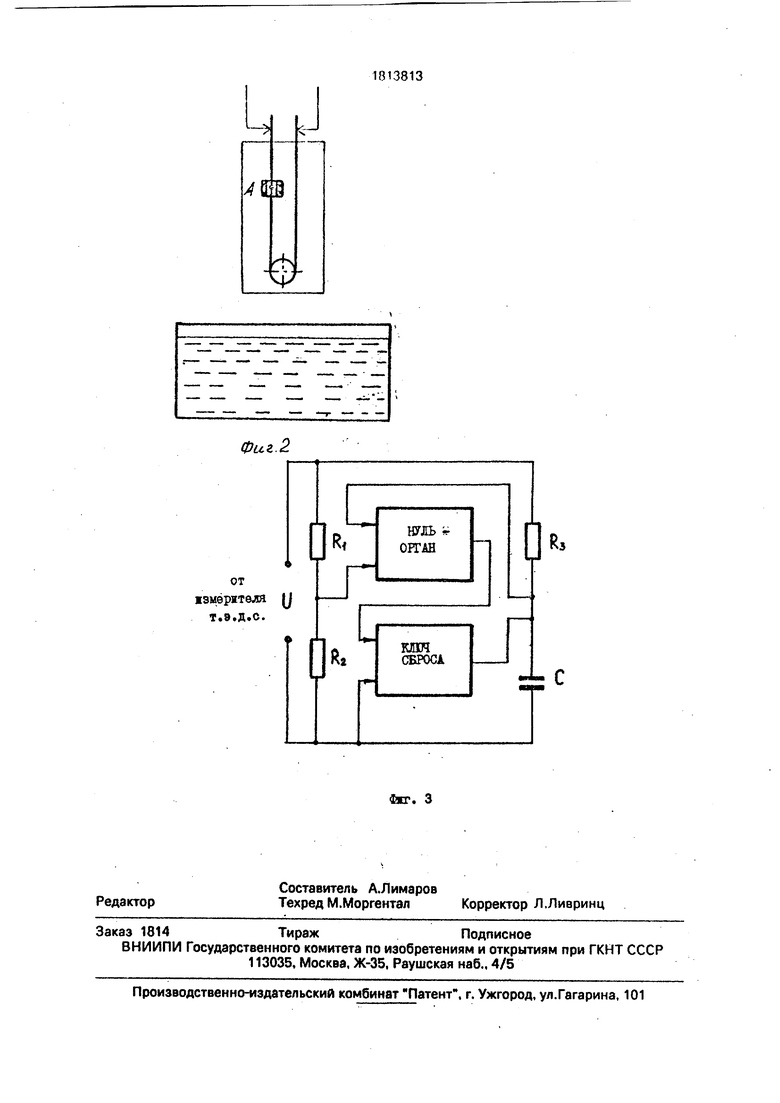
На фиг.1 показана блок-схема устройства управления процессом гальванического осаждения металла; на фиг.2 - положение датчика толщины и механизма перемещения в момент измерения текущего значения толщины покрытия; на фиг.З - схема блока задержки (корректирующего таймера).
Устройство управления процессом гальванического осаждения металла (фиг.1) содержит рабочую ванну 1, анод, катод (на фиг.1 не показаны), датчик толщины покрытия 2, выполненный в виде проволоки, меха- низм перемещения 3, состоящий из привода (на фиг.1 не показан) и направляющего ролика 4, нагреватель 5, скользящие контакты б, блок управления 7, состоящий из коммутатора сигналов 8. таймера9. блока задержки (корректирующего таймера) 10, измеритель ТЭДС 11.
Датчик толщины покрытия 2 закреплен в механизме перемещения 3 и через скользящие контакты 6 соединен с коммутатором сигналов 8, который по команде таймера 9 может производить соединения датчика толщины покрытия 2 с катодом рабочей ванны 1 или измерителем ТЭДС 11. Выход таймера соединен с приводом механизма перемещения 3, Измеритель ТЭДС 11 соединен с блоком задержки (корректирующим таймером) 10.
Устройство работает следующим образом. Таймеру 9 задается время покрытия т датчика толщины покрытия 2. Датчик толщины покрытия 2 через скользящие контакты б и коммутатор сигналов 8 соединен с катодом рабочей ванны 1 при помощи механизма перемещения 3 погружен в электролит вместе с покрываемыми деталями (на фиг.1 не показаны). По истечении времени, заданного таймеру 9, от него подается команда на коммутатор сигнала 8, по которой он производит отключение датчика толщины покрытия 2 от катода рабочей ванны 1 и
подключение его к измерителю ТЭДС 11. Одновременно от таймера 9 подается команда на включение привода механизма перемещения 3. в результате чего датчик
толщины покрытия 2 перемещается в положение, показанное на фиг.2. Измеритель ТЭДС 11 регистрирует сигнал ТЭДС, возникающий при нагреве в т,А и имеющий функциональную зависимость с толщиной
покрытия, Сигнал от измерителя ТЭДС 11 поступает на блок задержки (корректирующий таймер) 10. Схема блока задержки (корректирующего таймера) 10 показана на фиг.З. Он содержит времязадзющий мост
Ri-Рз и конденсатор С, ключ сброса и нуль- орган. При поступлении сигнала от измерителя ТЭДС 11 конденсатор заряжается через Ra. При равенстве напряжений на конденсаторе С и делителе RL Ra срабатывает
нуль-орган и запускает ключ сброса, который разряжает конденсатор С до исходного значения по определенному закону, который определяется амплитудой входного сигнала, т.е. текущим значением толщины
покрытия и временем покрытия (время т заданное таймеру 9). Таким образом длительность задержки определяется действительной скоростью покрытия. Величина г является постоянной времени цепи флока
задержки (корректирующего таймера) и определяется параметрами времязадающего моста т Ra С. По истечении остаточного времени покрытия (полного разряжения конденсатора С) от блока задержки (корректирующего таймера) 10 подается команда исполнительному органу на отключение тока рабочей ванны 1.
Формул а изобретени я Устройство управления процессом галь
ванического осаждения металла, содержащее рабочую ванну, анод, катод, датчик толщины покрытия в виде проволоки, закрепленный в механизме перемещения, трубчатый нагреватель, блок управления,
измеритель ТЭДС, отличаю щееся тем, что, с целью повышения точности нанесения тонких покрытий за счет сокращения уточненного времени покрытия, оно дополнительно снабжено блоком задержки (корректирующим таймером).
Фиг. 2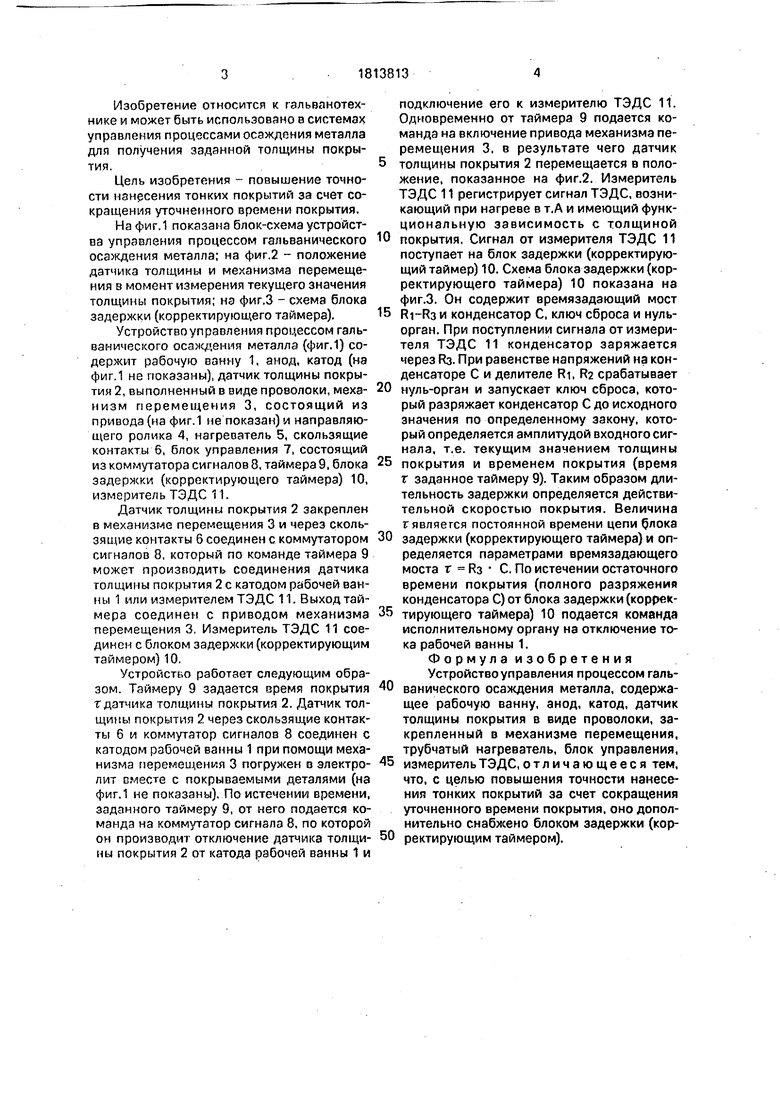
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления электрохимическим процессом | 1989 |
|
SU1696613A1 |
| Система автоматического контроля толщины гальванических покрытий | 1987 |
|
SU1527329A1 |
| Система автоматического контроля средней толщины гальванического покрытия в процессе его нанесения | 1987 |
|
SU1435670A1 |
| Система управления многопроцессной линией гальванопокрытий | 1988 |
|
SU1534105A1 |
| Установка для нанесения гальванических покрытий | 1987 |
|
SU1434004A1 |
| Система управления многопроцессной линией гальванопокрытий | 1976 |
|
SU653308A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА ИНСТРУМЕНТ СО СЛОЖНОПРОФИЛЬНЫМИ РАБОЧИМИ УЧАСТКАМИ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2557406C2 |
| Устройство для питания гальванических ванн импульсным током | 1988 |
|
SU1498828A1 |
| Устройство для питания гальванических ванн импульсным током | 1987 |
|
SU1446201A1 |
| Система автоматического контроля средней толщины гальванического покрытия | 1985 |
|
SU1260419A1 |
Использование: гальванотехника и системы управления процессами осаждения металлов для получения заданных толщин покрытий. Сущность изобретения: устройК исполнитель -А нону органу ство содержит рабоч ю ванну 1, анод, катод, датчик 2 толщины по рытия, устройство из мерения толщины, блок управления 7. Датчик 2 толщины покрытия выполнен в виде проволоки (закреплен в механизме 3 пере мещения, который состоит из привода и направляющего ролика 4), проходит через нагреватель 5, выполненный в виде трубки, и соединен с блоком управления, первый выход которого подключен к приводу механизма перемещения, второй к исполнительному органу, третий к устройству измерения толщины, которое является измерителем 11 термоэлектродвижущей силы и подключено к входу блока управления 7. состоящего из коммутатора 8 сигналов и таймера 9. Для сокращения уточненного времени нанесения покрытия оно снабжено блоком 10 задержки (корректирующим таймером). 3 ил. К сиг и a ft ному ycmpoucmoi/ ел с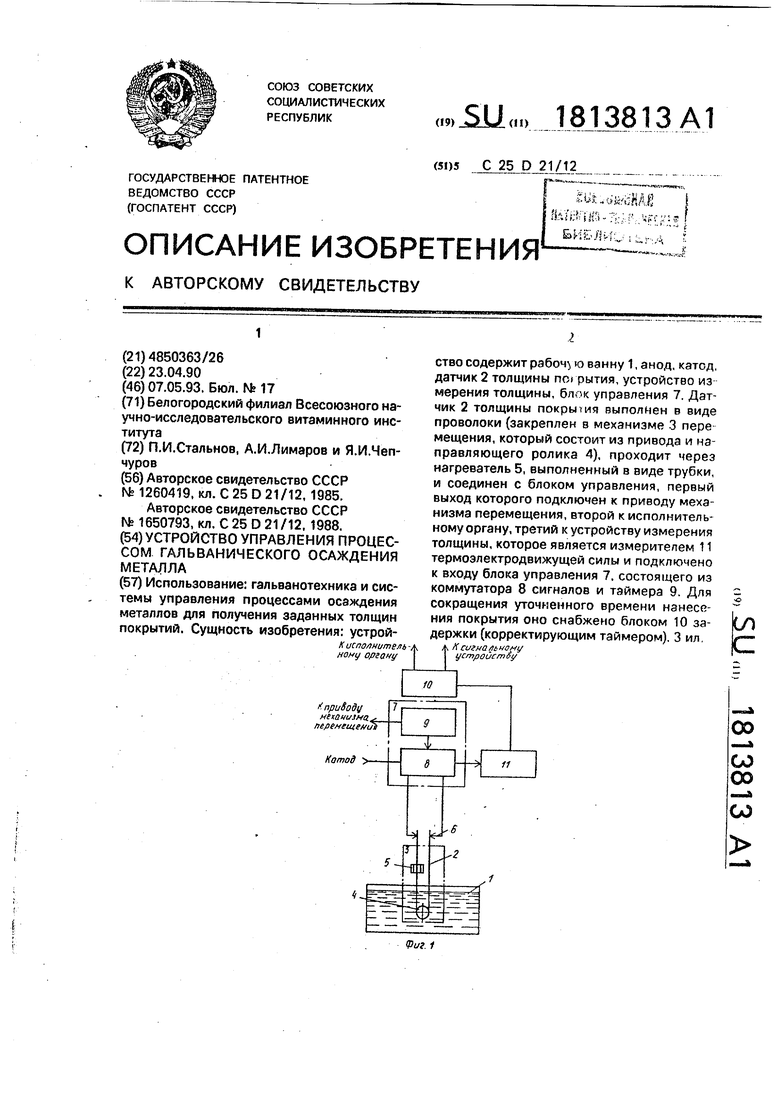
жзмёрнтеля (J
т.э.д.с.
о
| Система автоматического контроля средней толщины гальванического покрытия | 1985 |
|
SU1260419A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ управления процессом гальваноосаждения | 1988 |
|
SU1650793A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
