-Ax xxv / 7 J я к //
«totf
Изобретение относится к высокочастотой сварке и может быть использовано при роизводстве сварных конструкций типа авровых балок, листовых панелей с ребраи жесткости и т.п.
Целью изобретения является устранеие приведенных выше недостатков.
На фиг. 1 показана установка для высоочастотной сварки; на фиг. 2 - разрез А-А а фиг, 1, (по корпусу и ползуну): на фиг. 3 - разрез Б-6-на фиг. 2 (по корпусу, ползуну и воздухопод водя щей трубке).
Предлагаемая установка включает станину 1 с размещёнными на ней обжимным и опорным 3 роликами, нижними 4 и верними 5 направляющими .роликами, индукором б предварительного нагрева и кондуктором с контактами 7 подвода сварочного тока,
На станине 1 установлены также на осях 8 шарнирные механизмы 9, состоящие из двух параллелограммов каждый, на . звеньях па р а л л ел Or рам мо в уста мое ле н ы пружины 10..; .f
К нижним звеньям одного из механизмов 9 на осях 11 шарнирно крепится корпус 12, в направляющей которого установлен ползун 3,ймеющий глухое отверстие для закрепленной на корпусе 12 воздухопйдводя- щейтрубки14.
Верхнее звено механизма 9 содержит рычаг 15, который с помощью оси 16 соединяется со штоком 17 силового привода 18, установленного на станине 1 на оси 19. Ползуны 13 контактируют со стенкой 20, которая сваривается с полкой 21. г;- : ;;
Установка работает следующим образом. .. - ., ;; ;;.;. : ;;{-:.
В исходйом положений полка 21 раепр- лагаётся между нижними 4 и верхними 5 направляющими роликами и1лёжй т йЗ Мор- ном ролике 3 (фиг. 1). СварйвйёМШ детёли при сварке движутся слёШГйШрШоТ Г;
Корпус 12 находится в;: й йЖпояЬже- нии, ПравьШ ползун 131 Йайрав л я ю щ е и к о р п у С а 12 в; к р Ш н ее; л ё toe положеййе сжатым втаду Шм в глухое отвёр стйе г олзуйа; ТЗ через- воЗду- х бподййДятщую; трубку 1 ЙШййтся под обжймШШ рШиком 2. Рр зЙатШШлзуна 13 к 6 жинОЙ ftf исййМйм г р од м 17.
ЛШыЙ йШзунЙ ЩШЩью своего п)л- вода 18 в хЖе ё вложёние и прижат рОлйку ср Ш УюШёй пружиной 10.,КбШ(йты 7 н к 6 ап иж1ты к ползу- ну 13Ц: л кё ;2 1/.:Н. :.:.:7
Ст Ц 2Т5- ШЙ а 6 й к месту сварки и вхЬдй % КЙн йкт С правым ползуном 13.
0
Затем одновременно включаются перемещение полки 21 и индуктор 6, осуществляющий предварительный разогрев полки. При достижении подогретой полкой стыка между, стен кой 20 и ползуном 13, обжимной ролик 2 обжимает ползун 13 и полку 21, которые движутся теперь как единое целое, увлекая за собой также стенку 20. Таким образом, полка 21, стенка 20 и ползун 13 9 момент начала сварки движутся вместе с одной скоростью.
В этот момент включается также источник, питающий кондуктор 7 и начинается процесс сварки.
Однако, пока стык между ползуном 13 и стенкой 20 не достигнет вертикали, проходящей через центры роликов 2 и 3. сварка не начнется, т.к. ползун 13 выполнен из материала, не сваривающегося с материалом, из которого выполнены свариваемые детали. В момент прохождения стыка ползуна 13 и стенки 20 между роликами 2 и 3 начинается сварка деталей 20 и 21 от самой передней кромки .стенки 20, контакты 7 кондуктора скользят сначала по ползуну 13 и полке 21, а затем один из них переходит с ползуна 13 на стенку 21. ;. : -: ., - : -/-;v-.-;----::- : ,. .. . В процессе сварки правый ползун 13, перемещающийся по направляющей корпуса 12, испытывает постоянное сопротивление, создаваемое сжатым воздухом, подаваемым в глухое- отверстие и выходящему ё атмосферу через зазор между возду- х6:п6дводящей трубкой 14 и глухим Отверстием в ползуне 13. Так как в этот йомёнт сопротивлёййе, создаваемое сило- BbtM приводом 18 больше сопротивления, создаваемого выходящим через зазор сжа тыМ в 01эдухОм пе|5емёщёние штока 1.7 сило0 вого привода 18 не происходит и ползун 13 йёр мёщаётся:& кбрпусё 12 до упора. Затем ййч а ётёй совместное перемещение впра- вб ползуна113 и корпуса 12, звенья механизма 9 новорачйШютйя вместе с рычагом 15,
5 Штой:/ силового привода, связанный с ры- йгрМ Ш тгакжё П(Э э«ме1Цается испытывая с18п| ЬтйШёнйе со стдроны привода 18, ко- торь й :ёгэтО время работает в режиме пружийы: г1ёрёЩщение правого ползуна 13 с
0 l jnycw (ty 3ti foanw вправо проис- хдДОт дотёх ridp, пока стык между ползуном 13 и стенкой 20 не достигнет вертикали, проходящей чёреа центры роликов 2 и 3.
Помеле ;этйгоi ползун 13 с корпусом 12 тйачйнаёт также перемещаться вверх, так как ползун 13 постоянно прижат к обжим- Ябму ролику 2Ч в это время он уже выполнил свои функции и сварка уже началась. Правый ползун 13 скользит по ролику 2 вйерх и а Право до тех пор, пока не прервет контакт
5
0
5
0
5
5
со стенкой 20, которая затем проходит под ним. В это время привод 18 правого ползуна 13 включается на втягивание штока 17 и правый ползун 13 поднимается в крайнее верхнее положение, не теряя контакта с обжимным роликом 2.
При подходе задней кромки стенки 20 к месту сварки включается привод 18 левого ползуна 22 на выталкивание штока 23, механизм 9 поворачивается, левый ползун 22 скользит по ролику 2 и стыкуется со стенкой 20. После этого левый ползун 22 перемещается вместе со стенкой 20 до момента окончания сварки, т.е. когда задняя кромка стенки 20 окажется на вертикали между роликами 2 и 3. В этот момент контакты 7 переходят на левый ползун 22, обеспечивая сварку до задней кромки. На этом процесс сварки заканчивается и все механизмы возвращаются в исходное положение,
Предлагаемая установка позволит уп- . ростить конструкцию установки, уменьшить
габариты и металлоемкость шарнирных параллелограммов и силового привода. Формула изобретения Установка для высокочастотной сварки стенки с полкой, содержащая обжимной и Опорный ролики, нижний и верхний направляющие ролики, индуктор предварительного нагрева, кондуктор для подвода сварочного тока, два приводных шарнирных механизма, нижние звенья которых шарнирно связаны с ползунами, отличающая с я тем, что, с целью уменьшения габаритов установки за счет уменьшения хода шарнирных Механизмов, в также размеров и хода привода, по крайней мере один из ползунов выполнен С глухим отверстием и снабжен шарнирно связывающим его с шарнирным механизмом корпусом с трубкой для подачи сжатого воздуха, размещенной с гарантированным зазором в глухом отверстии ползуна, корпус выполнен с направляющей, а ползун установлен с возможностью перемещения в направляющих корпуса.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1994 |
|
RU2084318C1 |
| Установка для высокочастотной сварки стенки с полкой | 1987 |
|
SU1507552A1 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| УСТАНОВКА ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1994 |
|
RU2066610C1 |
| Кондуктор для сварки продольного шва обечайки | 1983 |
|
SU1261765A1 |
| Устройство для центровки торцовых частей труб при сварке стыка | 1986 |
|
SU1318371A2 |
| Устройство для автоматической сварки кольцевых швов | 1985 |
|
SU1263476A1 |
| Устройство для стыковки кольцевых кромок | 1973 |
|
SU510341A1 |
| Установка для сварки двутавровой балки | 1990 |
|
SU1803236A1 |
| Устройство для сборки и сварки криволинейного днища с боковинами | 1990 |
|
SU1756085A1 |

Использование: для изготовления сварных конструкций типа тавровых балок,.листовых панелей с ребрами жесткости и т.п. Сущность изобретения: ползун 13 выполнен с глухим отверстием, в котором размещена трубка для подачи сжатого воздуха, трубка закреплена в корпусе 12, шарнирно связанном с механизмом 9. Корпус выполнен с направляющей, по которой перемещается ползун 13. 3 ил.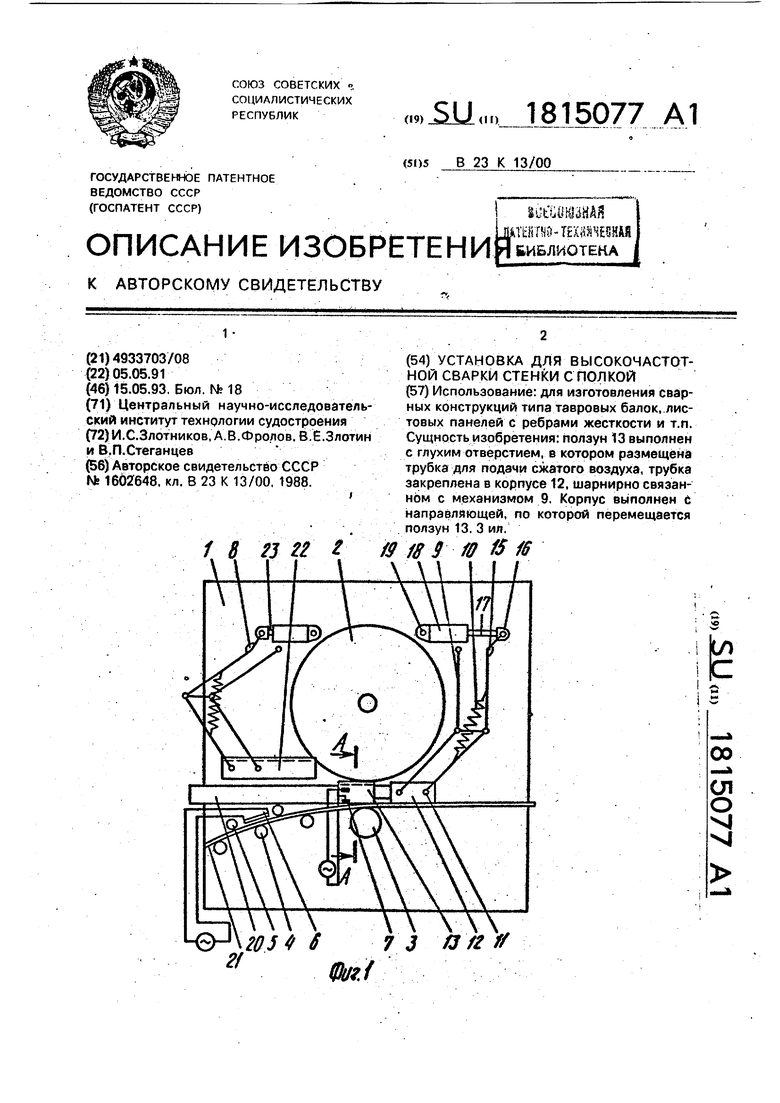
Фиг Z
ЧЭ I О
Ч
Ј
| Установка для высокочастотной сварки стенки с полкой | 1988 |
|
SU1602648A2 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
