Изобретение относится к машиностроению и может быть использовано при шлифовании поверхностей тел вращения, в частности при обработке образцов для механических испытаний.
На фиг. 1 представлена схема взаимного расположения шлифовального круга и обрабатываемой детали; на фиг. 2 - вид по стрелке А на фиг. 1 и направление составляющих скоростей. Приняты следующие обозначения: 1 - обрабатываемая деталь, 2 - шлифовальный круг, Vi - окружная скор.ость шлифовального круга, Va - окружная скорость обрабатываемой детали в точке контакта со шлифовальным кругом, Vs - скорость резания при шлифовании, а- угол наклона оси вращения обрабатываемой детали к направлению подачи, S - направление подачи детали. „
Способ осуществляют следующим образом. Шлифовальный круг ориентируют периферией в сторону галтелей, а относительное поступательное перемещение детали и круга осуществляют в направлении перпендикулярной оси вращения шлифовального круга. Диаметр шлифовального круга выбирают равным двум радиусам галтели. Направление подачи S при шлифовании составляет с осью обрабатываемой детали угол а, определяемый из условия совпадения направления скорости резания Уз с продольной осью детали. Шлифуемую деталь устанавливают на столе шлифовального станка в центрах и сообщают вращение вокруг продольной оси. Шлифовальный круг приводится во вращение, а затем вводится в контакт с вращающейся деталью. При этом ось вращения шлифовального круга перпендикулярна к направлению подачи S. При возвратно-поступательном движе- .нии стола осуществляют шлифование детали на требуемой длине. Деталь на столе закрепляют под углом к направлению подачи S и этим обеспечивают шлифование с ориентацией следов механической обработки вдоль образующей вогнутой, криволинейной, сопряженной поверхности тела вращения. Выбор шлифовального круга диаметром равным двум радиусам галтелей
позволяет расширить область применения способа шлифования, повысить производительность обработки, уменьшить износ шлифовального круга путем одновременной
обработки криволинейной поверхности галтели по всей длине образующей. Равномерный износ шлифовального круга по ширине обеспечивается за счёт ориентации оси вращения шлифуемой детали под углом а к направлению ее поступательного движения. Данный способ позволяет достигнуть минимального влияния концентраторов напряжений на малоцикловую прочность деталей с галтелями путем обеспечения плавного сопряжения цилиндрических и криволинейных поверхностей, Обеспечивается ориентация следов механической обработки по всей обрабатываемой поверхности вдоль образующей. Высокая чистота обработки достигается при скорости резания равной сумме окружных скоростей детали и шлифовального круга.
Формула изобретения
1. Способ шлифования поверхностей
Тел вращения, при котором детали и шлифовальному кругу сообщают вращение вокруг своих осей с относительным поступательным перемещением и располагают их из условия пересечения проекций осей вращения на горизонтальную плоскость; параллельную оси вращения круга, под углом друг к другу и параллельности оси круга и проекции оси детали на вертикальную плоскость, проходящую через ось шлифовального круга, отличающийся тем, что, с целью расширения технологических возможностей за счет обработки вогнутых криволинейных поверхностей деталей с галтелями и повышения качества, шлифовальный круг
ориентируют периферией в сторону галтелей, а относительное поступательное перемещение детали и круга осуществляют в направлении, перпендикулярном оси вращения шлифовального круга.
2. Способ по п. 1,отличающийся тем, что, с целью повышения производительности обработки и уменьшения износа круга, диаметр шлифовального круга выбирают равным двум радиусам галтели.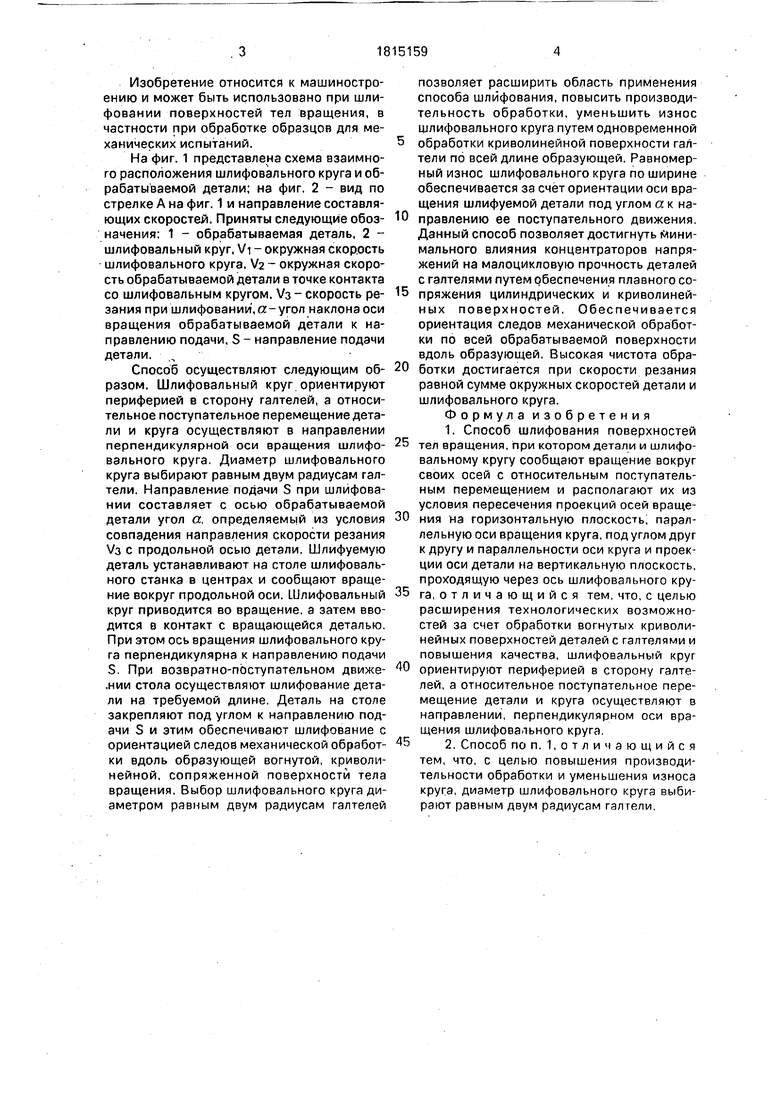
| название | год | авторы | номер документа |
|---|---|---|---|
| Система адаптивного управления шлифовальным станком | 1983 |
|
SU1156000A1 |
| СПОСОБ ШЛИФОВАНИЯ | 2012 |
|
RU2482952C1 |
| СПОСОБ ШЛИФОВАНИЯ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2047430C1 |
| СПОСОБ ШЛИФОВАНИЯ ВРАЩАТЕЛЬНО-СИММЕТРИЧНОЙ МАШИННОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2318648C2 |
| СПОСОБ ШЛИФОВАНИЯ С СОХРАНЕНИЕМ ПЕРВОНАЧАЛЬНОЙ СКОРОСТИ ШЛИФОВАНИЯ | 2009 |
|
RU2429961C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 2015 |
|
RU2686974C2 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1997 |
|
RU2136475C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2309035C2 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1999 |
|
RU2168406C2 |
Использование: в машиностроении при шлифовании поверхностей тел вращения, в частности при изготовлении образцов для механических испытаний. Сущность изобретения: шлифовальный круг 2 ориентирует периферией в сторону галтелей, сообщают вращательное движение. Относительное поступательное перемещение детали 1 и круга 2 осуществляют в направлении оси вращения шлифовального круга, Деталь и шлифовальный круг расположены так, что проекции их осей вращения на горизонтальную плоскость, параллельную оси вращения круга, пересекаются. Ось круга параллельна проекции оси детали на верти- кальную плоскость, проходящую через ось шлифовального круга. 1 з. п. ф., 2 ил.
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТИ БОЧКИ ВАЛКОВ | 1972 |
|
SU429930A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
