Описываемый автомат отличается от известных аналогичных раскаточных машин тем, что в нем механизм раскатки выполнен с нланетарным вращением раскатного валка, а головка - с невращающейся закрытой матрицей, которая установлена аксиально с осью планетарного механизма.
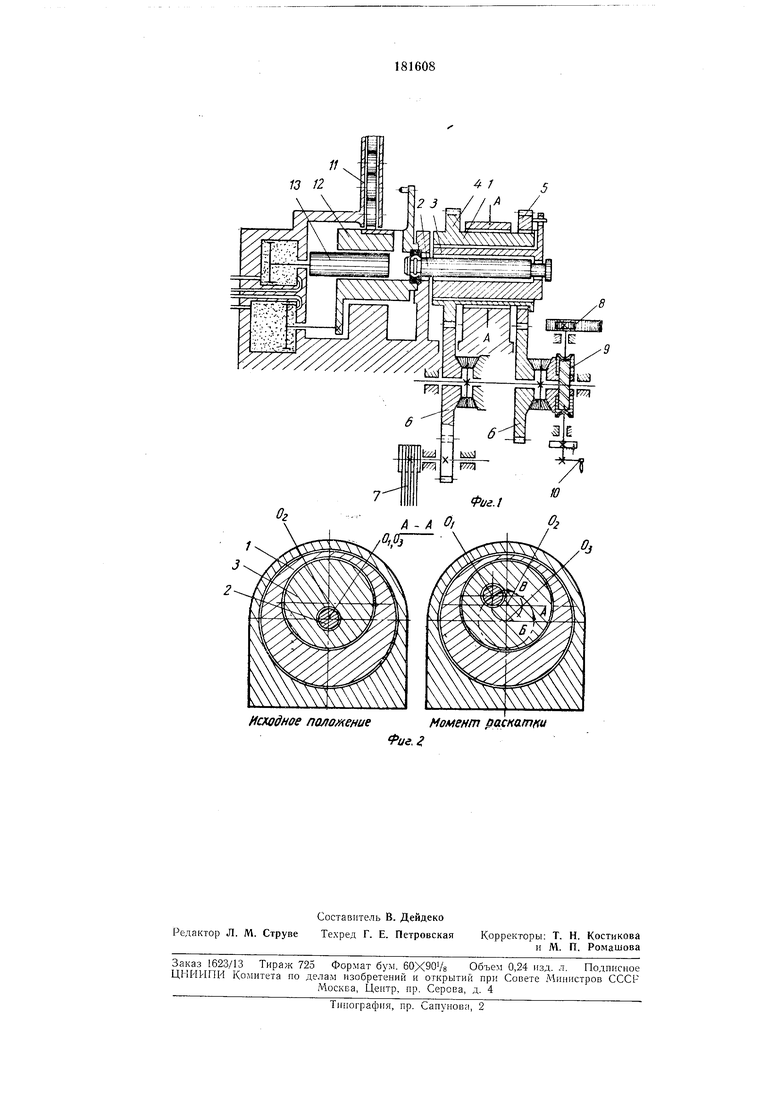
На фиг. 1 схематически изображен описываемый автомат; на фиг. 2 - сечение по А-А на фиг. 1.
Раскатка кольцевых заготовок на автомате производится в неподвижной матрице, которая крепится к магазину узла загрузки. Матрица может быть выполнена как с вертикальным разъемом, так с разъемом но .оси. Ось матрицы совпадает с осью раскатного валка в исходном положепии, т. е. с осью шпинделя /. Раскатка производится раскатным валком 2, обкатывающим заготовку изнутри. Раскатной валок свободно вращается относительно своей оси Oi в эксцентрично расположенном отверстии вала 3, который в свою очереха,ь находится в эксцентрично расположенном отверстии шпинделя /; при вращении шпинделя относительно оси Og ось Oi валка 2 описывает окружность радиуса OgOi по стрелке Б. При повороте вала 5 относительно оси 0-2 ось Oi будет перемещаться по окрул ности радиуса по стрелке В
и радиус вращения оси раскатного валка 0;sOi будет изменяться.
Валок 2 вращается относительно оси Од от л естко посаженной на иего шестерни 4. Шестерня 5 соединена с валом 3 так, что при ее повороте относительно валка поворачивается и вал 3.
При одновременном вращении без относительного смещения шестерен 4 и 5 весь комплекс валов вращается как одно целое относительно оси Оз. При повороте шестерни 5 относительно шестерни 4 (а значит и валка 2) вал 3 поворачивается относительно оси 0-2, осуществляя необходимую радиальную подачу раскатного валка.
Планетарный редуктор 6, являющийся приводом планетарного механизма раскатки, обеспечивает вращение шестерен 4 и 5 или
с одинаковой угловой скоростью, или с одновременным угловым смещением щестерни 5 относительно шестерни 4.
Необходимый крутяший момент раскатки передается от привода 7 через шестерню 4.
Необходимое усилие раскатки и величина подачи передаются от привода 8 через вал червяка червячной пары 9 и шестерню 5. Привод 8 к валу червяка может быть выполнен любым из известных видов - механическим,
Для наладочных работ подача раскатного валка и сам процесс раскатки могут осуществляться вручную от штурвала 10. Наладка и работа автомата производятся следующим образом. Перед раскаткой штурвалом вручную проворачивают вал червяка на угол, необходимый для получения наружного размера раскатываемой заготовки. Фиксируют угол по шкале. В этом пололсенни устанавливается датчик ограничения раскатки. Датчик с регулируемым положением быть установлен или в самом приводе 7 подачи, или непосредственно на шкале.
Нагретая кольцевая заготовка из подводящего желоба // при движении магазина 12 загрузки влево попадает в его паз н задерживается выталкивателем 13. Затем при движении магазина загрузки вправо кольцо соскальзывает с выталкивателя на дно приемного лотка в положение, соосное с раскатным валком. Как только магазин с матрицей займет крайнее правое положение, выталкиватель, перемещаясь вправо, наденет заготовку на раскатной валок, после чего он займет исходное положение. После этого включается привод, осуществляющий необходимую радиальную подачу раскатного валка через червяк и щестерню 5. При достижении нул кого размера заготовки привод подачи, а значит и раскатной валок, возвратятся в исходное положение.
Магазин загрузки вместе с матрицей и раскатанным кольцом начинают движение влево. В первый период, натолкнувшись на неподвижный выталкиватель, раскатанная
заголовка выталкивается в отводящий л еЛ00. Затем при продолжении двил ;еиия магазина влево в него попадает очередная заготовка для раскатки из желоба, и цикл повторяется.
Подводящий лселоб снабл ен отсекателем заготовок.
Рост диаметра кольца и конец раскатки молсно наблюдать по шкале непосредственно в процессе раскатки. Поправка на размер
производится неремеш, датчика ограничения раскатки.
Предмет изобретения
Автомат для раскатки кольцевых заготовок, содержащий бункер, механизм загрузки и разгрузки, головку с матрицей и механизм раскатки, отличающийся тем, что, с целью
автоматизацнн подачи заготовок в матрицу н повышения точности, механизм раскатки выполнен с нланетарным вращением раскатного валка, а головка выполнена с невращающейся закрытой матрицей, установленной аксиально с осью нланетарного механизма.
Исходное n(MOff eHueМомент раскатки
fue, г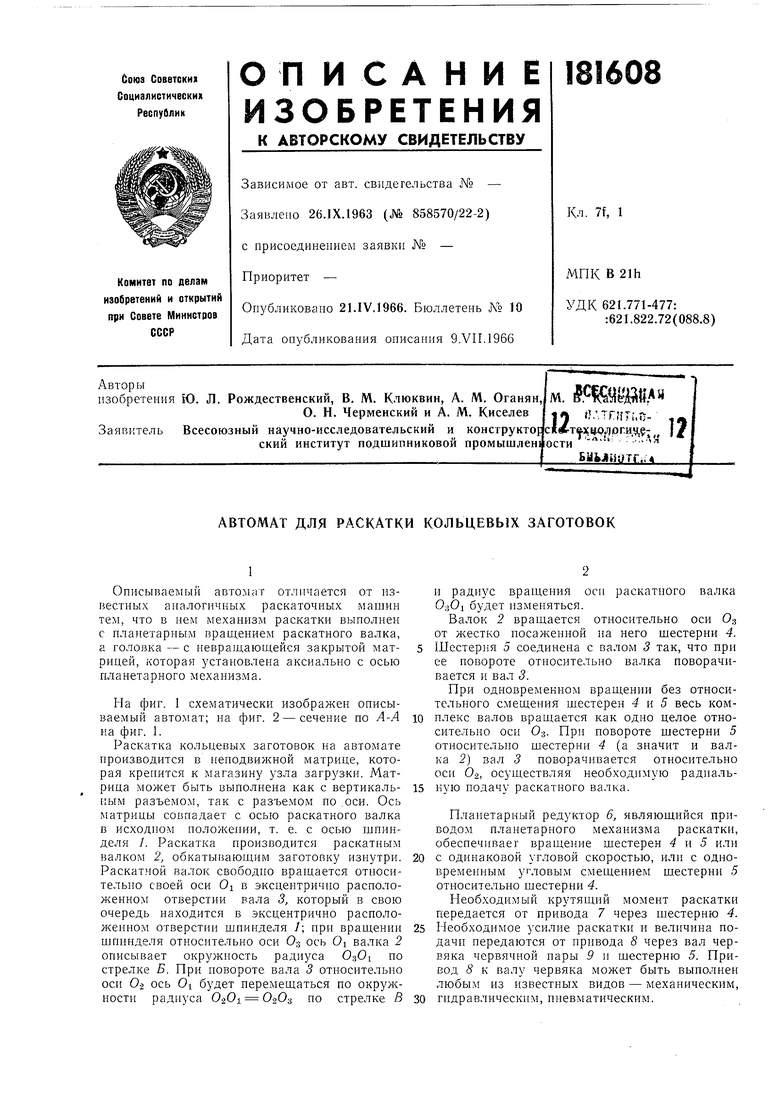

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для торцовой раскатки осесимметричных изделий | 1985 |
|
SU1291260A1 |
| Устройство для торцовой раскатки осесимметричных изделий | 1989 |
|
SU1646647A1 |
| Инструмент для раскатки трубчатых заготовок | 1986 |
|
SU1346301A1 |
| Устройство для раскатки осесимметричных изделий | 1984 |
|
SU1222376A1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| СПОСОБ КОМБИНИРОВАННОЙ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2567071C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ГИБКИХ КОЛЕС ВОЛНОВОЙ ПЕРЕДАЧИ | 1993 |
|
RU2063289C1 |
| Устройство для закрытой раскатки колец | 1973 |
|
SU503391A1 |
| Устройство для закрытой раскатки колец | 1972 |
|
SU544202A1 |
| Устройство для раскатки осесимметричных изделий | 1986 |
|
SU1430158A1 |