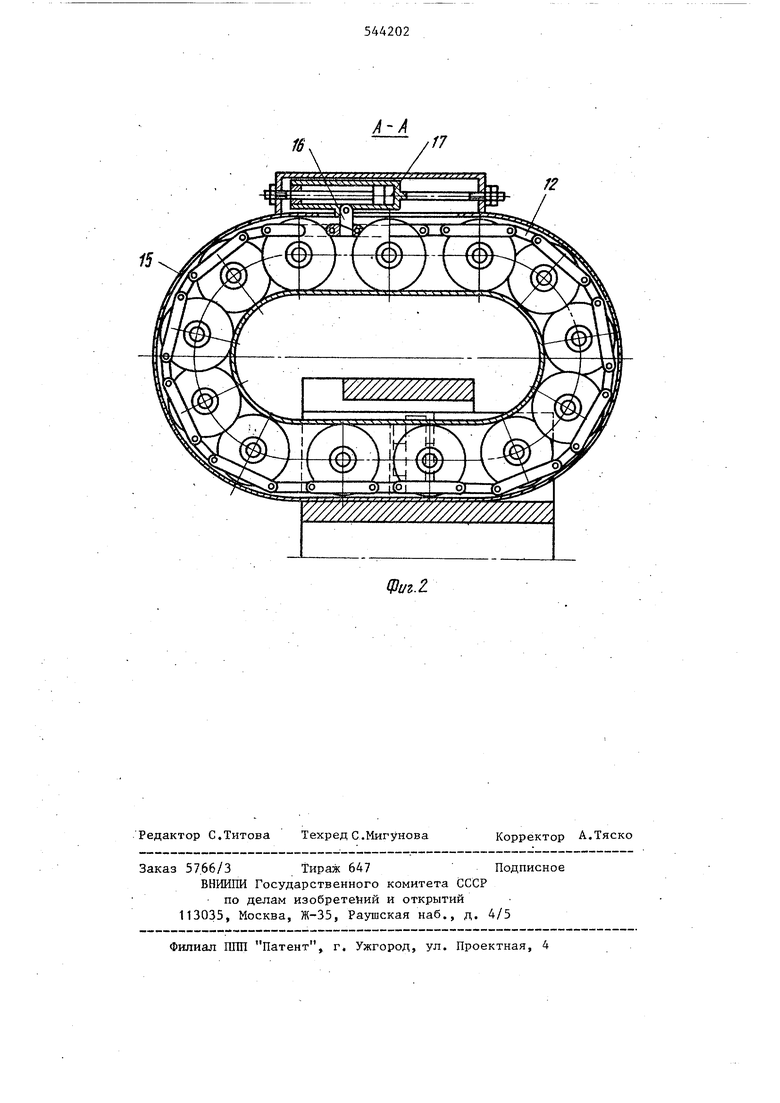
Изобретение относится к обработке металлов давлением и может использоваться для раскатки колец преимущест венно в холодном состоянии. Известно устройство для закрытой раскатки колец, содержащее размещенные в станине на шпинделях и имеющие параллельные оси раскатные валки, один из которых .установлен с возможностью возвратно-поступательного перемещения перпендикулярно к своей оси, а также полые валки-обоймы для размещения заготовки, механизм для транспортирования обойм в зону обработки, механизм для загрузки и выгрузки заготовки fl J. Известное устройство имеет ограниченную возможность повьшения точ ности обработки колец, особенно при взаимном расположении торцов и наружного диаметра, и недостаточно высокую производительность ввиду того, что раскатка заготовки на одной позиции и выпрессовкд раскатанного кольца на другой осуществляются в параллельном цикле от двух различных приводов, обойма жестко устанавливается по отношению к раскатным роликам . Цель изобретения - повьшение производительности раскатки и точности раскатьшаемых колец. Это достигается тем, что устройст во снабжено расположенным в станине замкнутым полым валком овальной формы с выполненными в его наружной стенке отверстиями в зоне раскатки, загрузки и выгрузки заготовок. Причем механизм для транспортрфования с заготовкой размещен внутри лотка и выполнен в виде бесконечной цепи с последовательно чередующимися звеньями различной длины. Обоймы установлены с зазором внутри звеньев цепи, име1рщих большую длину. На фиг.1 изображено устройство, общий вид; на фиг.2 - разрез А-А на фиг.1. Устройство состоит из подвижной Iи неподвижной 2 головок, последняя одновременно является боковой частью станины, инструментов - валков 3 и и валков-обойм 5-7, с помощью которых осуществляется раскатка колец; пуансона 8 и матриц 9 для выпрессбвки колец из обоймы после раскатки, питателя ,0 для загрузки заготовок IIи приспособления 12 для транспортирования. обойм с заготовками в рабочую зону. В рабочей зоне станка на позиции раскатки установлены валки 3 и 4, с помощью которых при вращении и . сближении осуществляют деформацию заготовки 13. Валок 4 установлен на шпинделе подвижной головки 1, где расположен специальный кронштейн с пуансоном 8, при помощи которого кольцо 14 выпрессовывается из обоймы 7 при перемещении подвижной головки от общего привода, например гидравлического. Обойма 7 в момент выпрессовки опирается на матрицу 9, устанойленную на неподвижной головке станка. Загрузка заготовок внутрь обоймы осуществляется на позиции 11 при помощи гидравлического питателя 10. На фиг.2 показано в разрезе приспособление 12 для транспортирования обойм с заготовками с позиции за- . грузки в раб. зону устройства. Это приспособление выполнено в виде замкнутой цепи, между звеньями которой вставляются обоймы.. Цепь с обоймами размещена внутри закрытого лотка 15, внутренняя поверхность которого определяет траекторию движения обойм с за:готовками. Цепь пере-, мещается по часовой стрелке при помощи храповой собачки 16, которая установлена на подвижной части подающего гидропривода 17. Заготовка загружается внутрь обоймы на позиции 11, а затем за несколько ходов подающего гидроцилиндра вместе с обоймой перемещается внутрь закрытого лотка 15 и подается сначала на позицию раскатки 13, а затем на позицию 14 выпрессовки колец из обоймы после раскатки. После подачи цепи с обоймами и заготовками на очередной шаг осуществляют перемещение подвижной головки 1 в направлении, показанном стрелкой на фиг,2. Валки 3 и 4 при работе устройства постоянно вращаются в противоположных направлениях, например валок 3 - по часовой стрелке, а валок 4 - против часовой стрелки. При сближении подвижной головки 1 с неподвижной 2 сначала на позиции 14 происходит выпрессовка раскатАнной заготовки из обоймы 7, а затем на позиции 13 заготовка деформируется валками 3 и 4, при этом наружный
диаметр заготовки увеличивается до внутреннего диаметра обоймы 5. В процессе раскатки обойма 5 с заготовкой самоустанавливается по отношению к валкам 3 и 4, свободно перемещаясь между звеньями цепи 12. ОдновременЬо с перемещением подвижной головки 1 вперед осуществляется перемещение штока гидравлического питателя 10, который заталкивает очередную заготовку внутрь обой.мы 6.
По окончании раскатки подвижная головка 1 отводится назад и гидроцилиндр 17 перемещает приспособление для подачи обойм с заготовками на очередной шаг.
С целью уменьшения габаритов устройства, времени цикла и шага подачи цепь имеет две группы звеньев с разным шагом, например 250 и 75 мм, обоймы размещаются между звеньями с большим шагом, звенья меньшего шага слу;кат для замыкания цепи.

| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный кольцераскатныйСТАН | 1979 |
|
SU814530A1 |
| Устройство для закрытой раскатки колец | 1973 |
|
SU503391A1 |
| Стан для раскатки колец | 1974 |
|
SU549216A1 |
| Устройство для раскатки осесимметричных изделий | 1986 |
|
SU1430158A1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| Стан для раскатки лезвий стрельчатых лап культиватора | 1981 |
|
SU1084101A1 |
| Устройство для раскатки осесимметричных изделий | 1984 |
|
SU1222376A1 |
| Многовалковый стан для раскатки колец | 1981 |
|
SU1044395A1 |
| Автоматическая линия для изготовления кольцевых заготовок | 1978 |
|
SU747596A1 |
| Станок для раскатки колец | 1972 |
|
SU531611A1 |
1. УСТРОЙСТВО ДЛЯ ЗАКРЫТОЙ РАСКАТКИ КОЛЕЦ, содержащее размещенные в станине на шпинделях и имеющие параллельные оси раскатные валки, один из которых установлен с возможностью возвратно—поступательного перемещения перпендикулярно к своей оси, а также полые валки- обоймы для размещения заготовки, механизм для транспортирования обойм в зону, обработки, механизм для загрузки и выгрузки заготовок, отличающееся тем, что, с целью повышения производительности раскатки и точности раскатываемых колец, оно снабжено расположенным в станине замкнутым полым валком овальной формы с выполненными в его наружной стенке отверстиями в зоне раскатки, загрузки и выгрузки заготовок, причем механизм для транспортирования обойм с заготовкой размещен внутри лотка и выполнен в виде бесконечной цепи с последовательно чередующимися звеньями различной длиНы. 2. Устройство по П.1, о т л и - ч ающее с я тем, что обоймы установлены с зазором внутри звеньев цепи, имеющих больщую длину.$(Лел^4^to
Фиг.1
Фиг.2.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1971 |
|
SU423550A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
