Изобретение относится к металлорежущим станкам, в частности к измерительным и контрольным устройствам, служащим для измерения и установки положения резцовой головки, поворотно установленной на верхнем суппорте токарно-винторезного станка.
Изобретение может быть использовано при измерении и установке углового положения различных геофизических, геодезических приборов, приборов космической техники и т.п.
Целью изобретения является повышение точности установки и ее производительности.
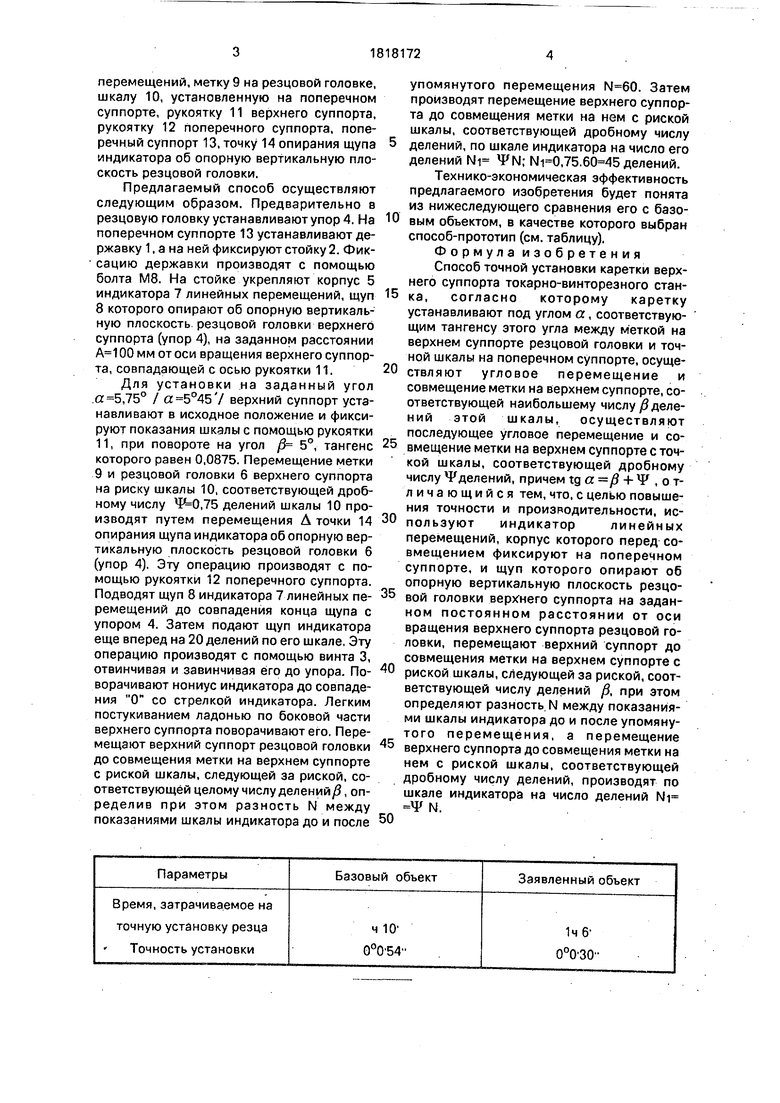
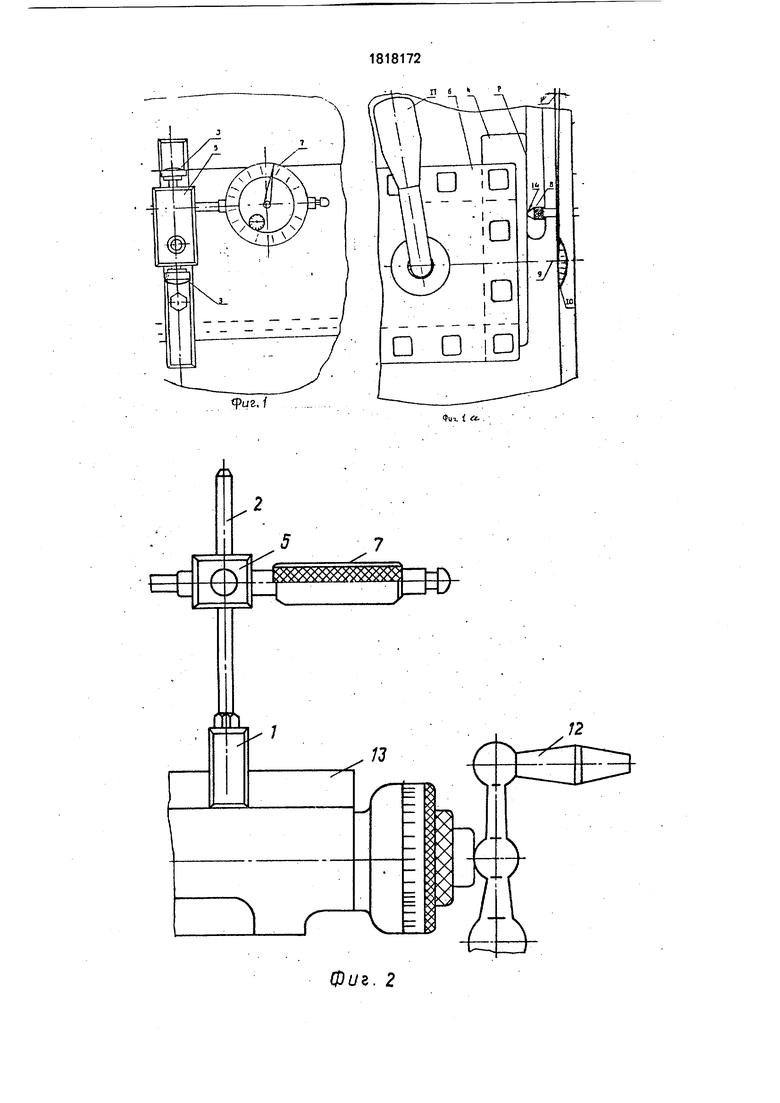
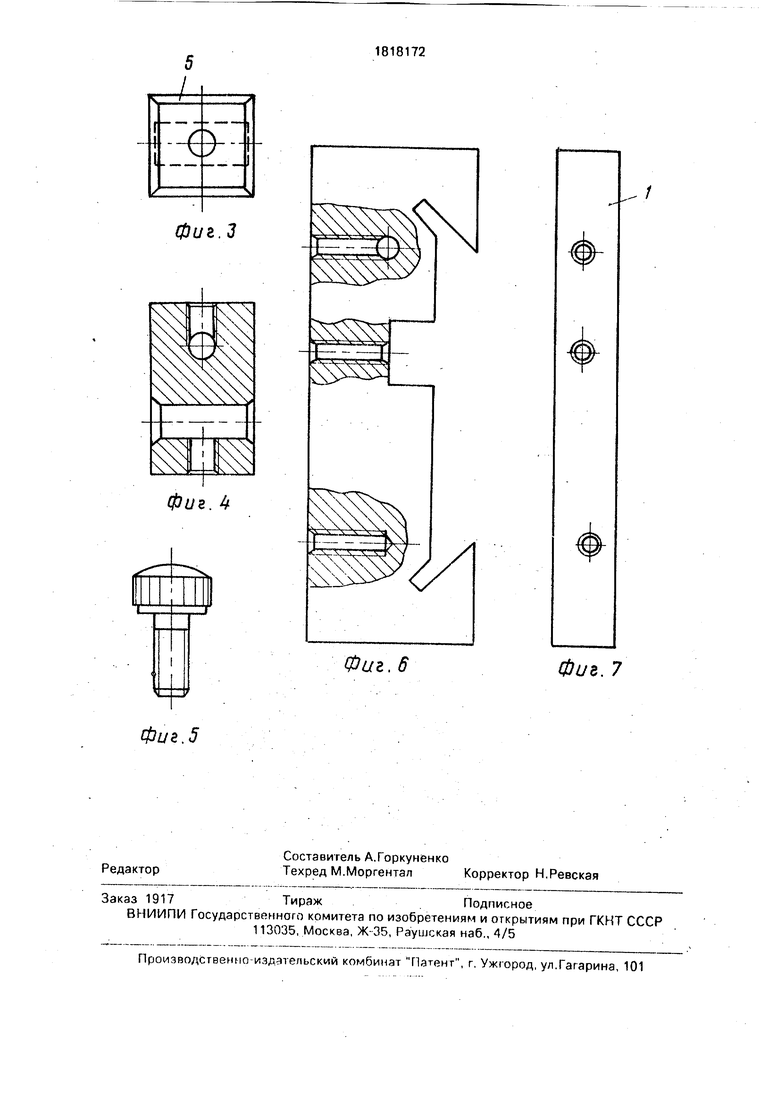
На фиг.1 показана резцовая головка, с верхним суппортом, план; на фиг.2-7 - детали устройства, используемые для реализации способа.
Приспособление состоит из державки 1, установленной на направляющих поперечного суппорта, креплящейся болтом М8, стойки 2, расположенной в державке с помощью резьбового соединения М10,винтов 3 Мб для крепления корпуса к стойке и индикатора - к корпусу, упора 4, установленного в резцовую головку, расположенную на верхнем суппорте в упоре выполнена опорная вертикальная плоскость Р, принадлежащая поэтому резцовой головке и/или верхнему суппорту, корпуса 5.
Кроме того, устройство содержит резцовую головку 6 верхнего суппорта, индикатор 7 линейных перемещений часового типа по ГОСТ577-66, щуп 8 индикатора линейных
00
со
ю
перемещений, метку 9 на резцовой головке, шкалу 10, установленную на поперечном суппорте, рукоятку 11 верхнего суппорта, рукоятку 12 поперечного суппорта, поперечный суппорт 13, точку 14 опирания щупа индикатора об опорную вертикальную плоскость резцовой головки.
Предлагаемый способ осуществляют следующим образом. Предварительно в резцовую головку устанавливают упор 4. На поперечном суппорте 13 устанавливают державку 1, а на ней фиксируют стойку 2. Фиксацию державки производят с помощью болта М8. На стойке укрепляют корпус 5 индикатора 7 линейных перемещений, щуп 8 которого опирают об опорную вертикальную плоскость резцовой головки верхнего суппорта (упор 4), на заданном расстоянии мм от оси вращения верхнего суппорта, совпадающей с осью рукоятки 11.
Для установки на заданный угол .а 5,75° / ct 5°457 верхний суппорт устанавливают в исходное положение и фиксируют показания шкалы с помощью рукоятки 11, при повороте на угол /3 5°, тангенс которого равен 0,0875. Перемещение метки 9 и резцовой головки б верхнего суппорта на риску шкалы 10, соответствующей дробному числу ,75 делений шкалы 10 производят путем перемещения А точки 14 опирания щупа индикатора об опорную вертикальную плоскость резцовой головки б (упор 4). Эту операцию производят с помощью рукоятки 12 поперечного суппорта. Подводят щуп 8 индикатора 7 линейных перемещений до совпадения конца щупа с упором 4. Затем подают щуп индикатора еще вперед на 20 делений по его шкале. Эту операцию производят с помощью винта 3, отвинчивая и завинчивая его до упора. Поворачивают нониус индикатора до совпадения О со стрелкой индикатора. Легким постукиванием ладонью по боковой части верхнего суппорта поворачивают его. Перемещают верхний суппорт резцовой головки до совмещения метки на верхнем суппорте с риской шкалы, следующей за риской, соответствующей целому числу делений/3, определив при этом разность N между показаниями шкалы индикатора до и после
упомянутого перемещения . Затем производят перемещение верхнего суппорта до совмещения метки на нем с риской шкалы, соответствующей дробному числу
делений, по шкале индикатора на число его делений NI ФМ; ,75. делений.
Технико-экономическая эффективность предлагаемого изобретения будет понята из нижеследующего сравнения его с базовым объектом, в качестве которого выбран способ-прототип (см. таблицу).
Форму л а изо б ре тен и я Способ точной установки каретки верхнего суппорта токарно-винторезного станка, согласно которому каретку устанавливают под углом а, соответствующим тангенсу этого угла между меткой на верхнем суппорте резцовой головки и точной шкалы на поперечном суппорте, осуществляют угловое перемещение и совмещение метки на верхнем суппорте, соответствующей наибольшему числу / делений этой шкалы, осуществляют последующее угловое перемещение и совмещение метки на верхнем суппорте сточкой шкалы, соответствующей дробному числу делений, причем tg а -ft + Ч , о. т- личающийся тем, что, с целью повышения точности и производительности, используют индикатор линейных перемещений, корпус которого перед совмещением фиксируют на поперечном суппорте, и щуп которого опирают об опорную вертикальную плоскость резцовой головки верхнего суппорта на заданном постоянном расстоянии от оси вращения верхнего суппорта резцовой головки, перемещают верхний суппорт до совмещения метки на верхнем суппорте с
риской шкалы, следующей за риской, соответствующей числу делений ft, при этом определяют разность N между показаниями шкалы индикатора до и после упомянутого перемещения, а перемещение
верхнего суппорта до совмещения метки на нем с риской шкалы, соответствующей дробному числу делений, производят по шкале индикатора на число делений Ni N.
VЈ
D О lO
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ точной установки каретки верхнего суппорта токарно-винторезного станка | 1990 |
|
SU1811981A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Устройство для расточки | 1981 |
|
SU1000159A1 |
| Устройство для контроля положения салазок металлорежущего станка | 1988 |
|
SU1542699A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Винторезный станок для изготовления шурупов или т.п. предметов | 1923 |
|
SU19887A1 |
| МОБИЛЬНЫЙ СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР | 2017 |
|
RU2675329C1 |
| Устройство для перемещения узлов | 1989 |
|
SU1722702A1 |
| ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОКВСЕСОЮЗНАЯlUTUiTHIbmHI 6И&ЛИОТЕКА1*^»»IЧЕСШ КА[ | 1971 |
|
SU307879A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ НА УСТЬЕ ФОНТАНИРУЮЩЕЙ СКВАЖИНЫ | 2014 |
|
RU2553703C1 |
Изобретение относится к металлорежущим станкам, в частности к измерительным и контрольным устройствам. Изобретение осуществляется за счет того, что грубое перемещение верхнего суппорта резцовой головки относительно поперечного суппорта фиксируют с помощью рукоятки, следя за тем, чтобы метка на резцовой головке совпала с риской грубого отсчета на стороне угла, отсчитанного с помощью вращающейся резцовой головки при повороте ее вокруг оси, совпадающей с осью рукоятки 11, а точное перемещение осуществляют с помощью индикатора 7 линейных микроперемещений, щуп которого опирают об упорную вертикальную стенку упора. Затем линейно перемещают точку опирания щупа индикатора и опорную вертикальную стенку резцовой головки верхнего суппорта на число делений , где W- дробное число делений; N - перемещение верхнего суппорта и .резцоврй головки до совмещения метки на верхнем суппорте с риской шкалы, следующей за риской, соответствующей целому числу делений, пересчитанному на разность между показаниями шкалы индикатора до и после упомянутого перемещения. 7 ил., 1 табл. ел с
Фиг. 2
фиг. 3
Фиг. 4
Фаг. 6
Фи г. 5
1818172
Фиь. 7
| Устройство для точного перемещения рабочего органа станка | 1983 |
|
SU1199461A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
