Изобретение относится к самолетостроению, а конкретно к способу сборки стапеля, предназначенного для сборки легких, средних и тяжелых летательных аппаратов.
Цель изобретения - снижение трудовых и материальных затрат, уменьшение цикла сборки стапеля..
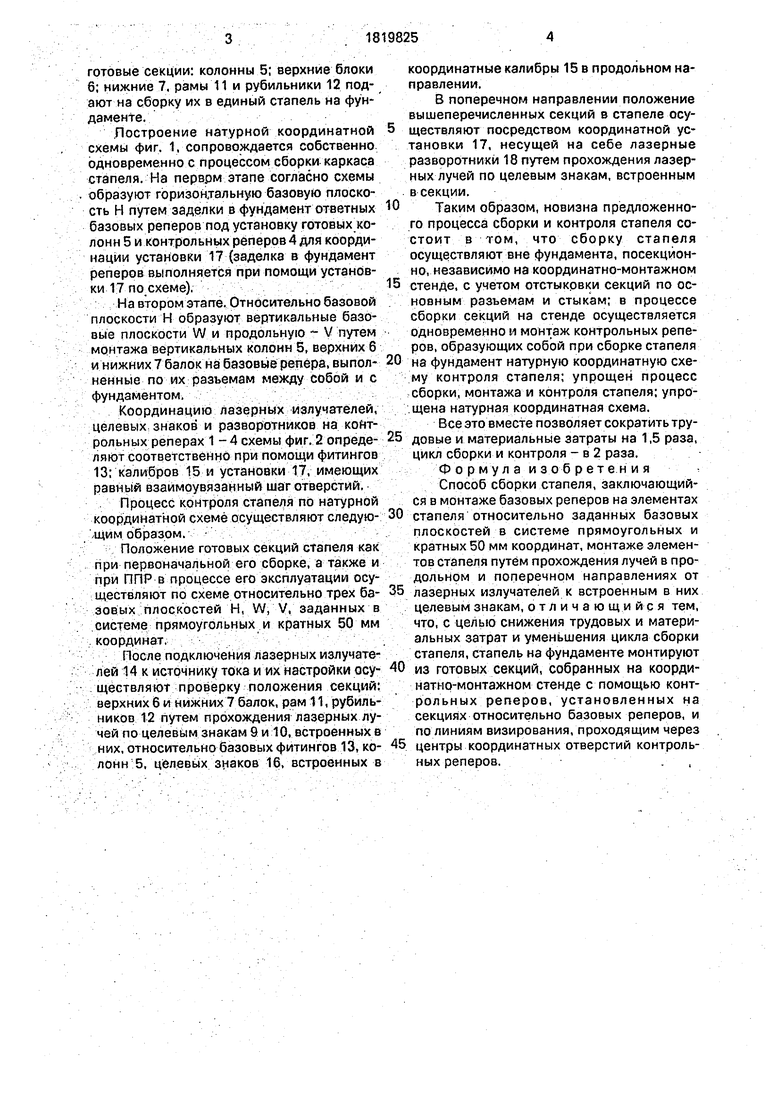
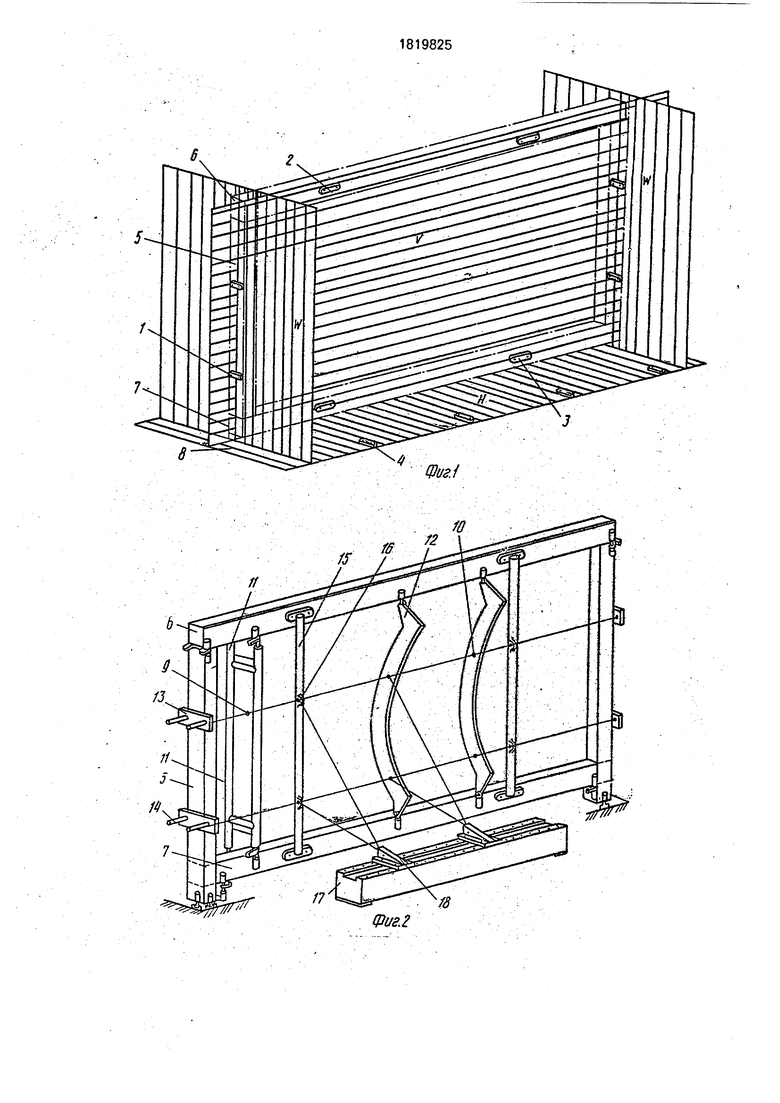
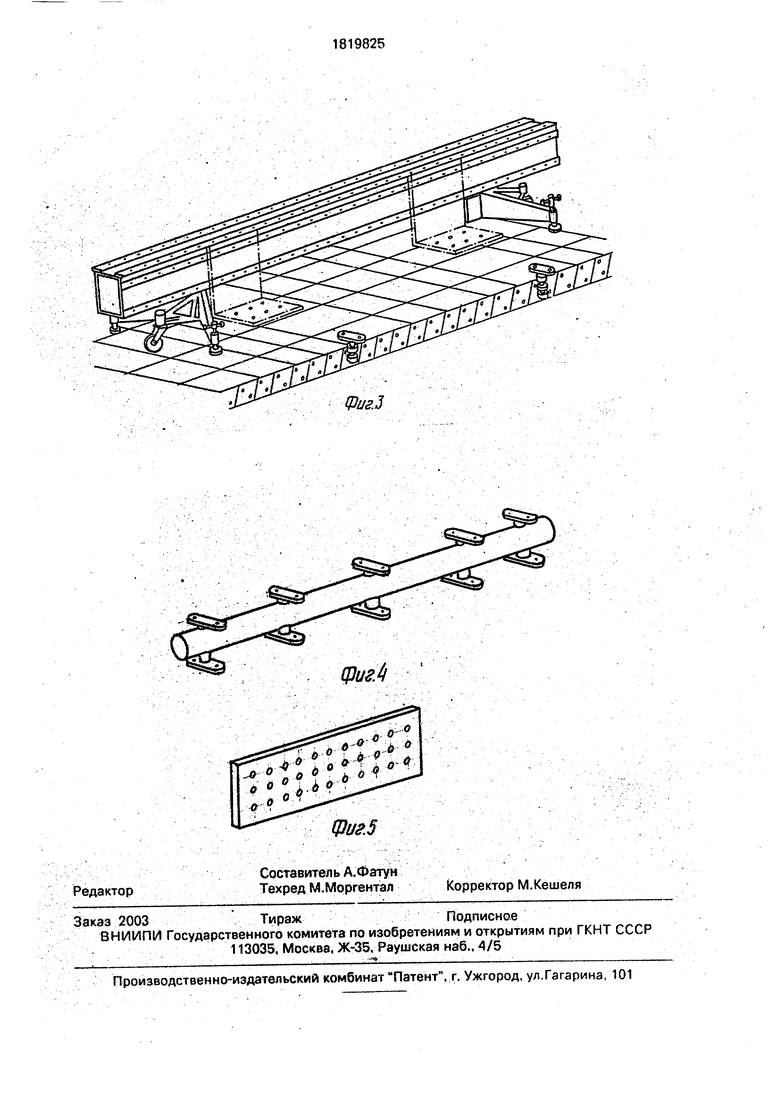
На фи . 1 показана схема расположения контрольных реперов стапеля.в системе базовых координатных плоскостей; на фиг. 2 - схема контроля стапеля с применением координатных средств и лазерной техники; на фиг. 3 - 5 - координатные средства монтажа и контроля;
Технологическая натурная схема контроля стапеля собтоит из контрольных реперов 1-4 (фиг. 1), встроенных соответственное колонны 5, верхнюю балку 6, нижнюю 7, фундамент 8. и целевых знаков 9 и 10 (фиг. 2), встроенных соответственно в раму 11 ив носители формы агрегата - рубильники 12, координатных фитингов 13, несущих на себе лазерные излучатели 14, координатных калибров 15 с целевыми знаками 16, координатной установкой 17с лазерными разворотниками 18.
Процесс сборки и контроля стапеля осуществляется следующим образом.
Сборка секций стапеля вне фундамента на координатно-монтажном стенде; построение натурной координатной схемы контроля стапеля; процесс контроля стапеля по натурной координатной схеме.
Сборка стапеля осуществляется посекционно, независимо на координатно-монтажном стенде, относительно базовых реперов, заданных от единых базовых плоскостей в системе прямоугольных и кратных размеров 50 координат. Там же одновременно монтируют на 5, 6, 7, 11 секции и контрольные репера 1, 2, 3,4 - в рубильниках, выполняют базовые отверстия. Затем
00
ю
00
ю ел
готовые секции: колонны 5; верхние блоки 6; нижние 7. рамы 11 и рубильники 12 подают на сборку их в единый стапель на фундаменте.
.Построение натурной координатной схемы фиг. 1, сопровождается собственно одновременно с процессом сборки каркаса стапеля. На перврм этапе согласно схемы образуют горизонтальную базовую плоскость Н путем заделки в фундамент ответных базовых реперов под установку готовых ко- л онн 5 и контрольных реперов 4 для координации установки 17 (заделка в фундамент реперов выполняется при помощи установки 17 по схеме).
На втором этапе. Относительно базовой плоскости Н образуют вертикальные базовые плоскости W и продольную V путем монтажа вертикальных колонн 5, верхних 6 и нижних 7 балок на базовые репера, выполненные по их разъемам между собой и с фундаментом.
Координацию лазерных излучателей, целевых,знаков и разворотников на контрольных реперах 1 - 4 схемы фиг. 2 определяют соответственно при помощи фитингов 13; калибров 15 и установки 17, имеющих равный взаимоувязанный шаг отверстий. , Процесс контроля стапеля по натурной координатной схеме осуществляют следую- лцим образом.
Положение готовых секций стапеля как при первоначальной его сборке, а также и при ППР в процессе его эксплуатации осуществляют по схеме относительно трех базовых плоскостей Н, W, V, заданных в системе прямоугольных и кратных 50 мм координат.
После подключения лазерных излучателей 14 к источнику тока и их настройки осуществляют проверку положения секций: верхних 6 и нижних 7 балок, рам 11, рубильников 12 путем прохождения лазерных лучей по целевым знакам 9 и 10, встроенных в них, относительно базовых фитингов 13, колонн 5, целевых знаков 16, встроенных в
координатные калибры 15 в продольном направлении.
В поперечном направлении положение вышеперечисленных секций в стапеле осуществля ют посредством координатной установки 17, несущей на себе лазерные разворотникй 18 путем прохождения лазерных лучей по целевым знакам, встроенным в секции.
Таким образом, новизна предложенного процесса сборки и контроля стапеля состоит в том, что сборку стапеля осуществляют вне фундамента, посекционно, независимо на координатно-монтажном
стенде, с учетом отстыкрвки секций по основным разъемам и стыкам; в процессе сборки секций на стенде осуществляется одновременно и монтаж контрольных реперов, образующих собой при сборке стапеля
на фундамент натурную координатную схему контроля стапеля; упрощен процесс сборки, монтажа и контроля стапеля; упро- .щена натурная координатная схема.
Все это вместе позволяет сократить трудовые и материальные затраты на 1,5 раза, цикл сборки и контроля - в 2 раза. Формула изо бретени я Способ сборки стапеля, заключающийся в монтаже базовых реперов на элементах
стапеля относительно заданных базовых плоскостей в системе прямоугольных и кратных 50 мм координат, монтаже элементов стапеля путём прохождения лучей в продольном и поперечном направлениях от
лазерных излучателей к встроенным в них целевым знакам, о т л и ч а ю щи и с я тем, что, с целью снижения трудовых и материальных затрат и уменьшения цикла сборки стапеля, стапель на фундаменте монтируют
из готовых секций, собранных на координатно-монтажном стенде с помощью контрольных реперов, установленных на секциях относительно базовых реперов, и по линиям визирования, проходящим через
центры координатных отверстий контрольных реперов.
&
ФигЗ
фцг.З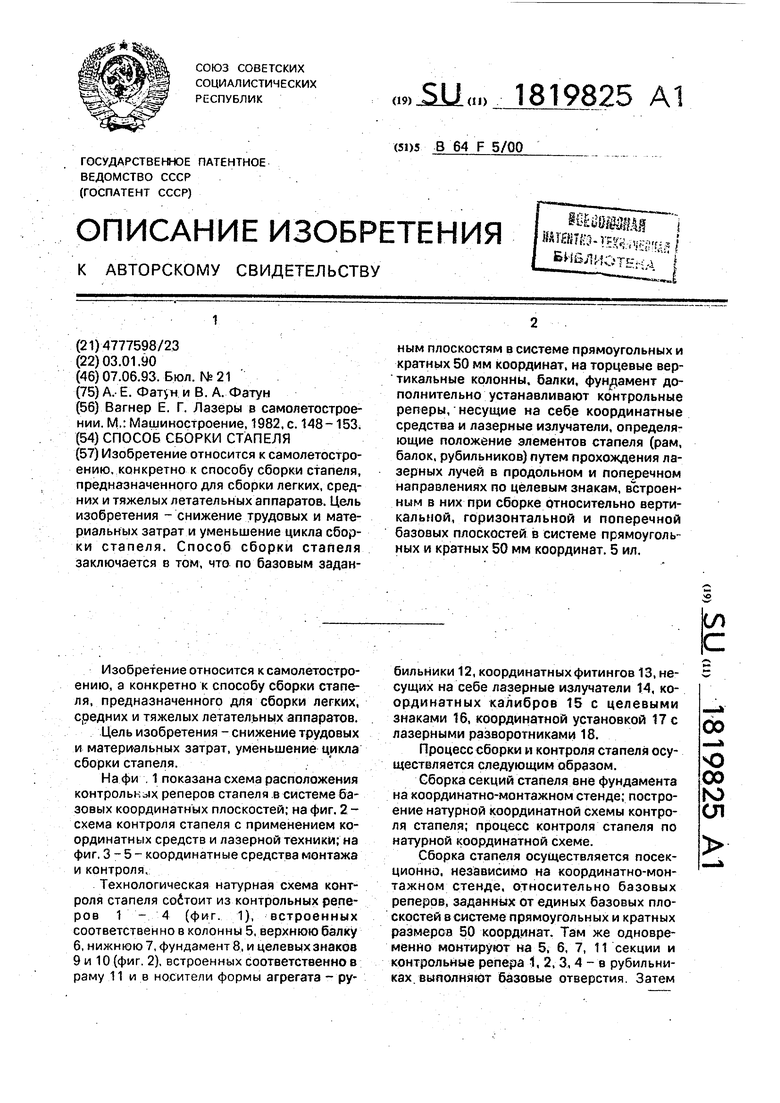
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА СБОРОЧНОГО ПРИСПОСОБЛЕНИЯ ДЛЯ ОТСЕКОВ И АГРЕГАТОВ САМОЛЕТА | 2006 |
|
RU2318702C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СБОРКИ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1981 |
|
SU1077197A1 |
| Устройство для контроля положения в пространстве фиксирующих элементов | 1990 |
|
SU1737266A1 |
| СПОСОБ УВЯЗКИ И МОНТАЖА ОСНАСТКИ ДЛЯ СБОРКИ АГРЕГАТОВ | 1993 |
|
RU2079421C1 |
| СПОСОБ СБОРКИ ИНТЕРЬЕРА САЛОНА ПАССАЖИРСКОГО САМОЛЕТА | 2003 |
|
RU2240962C2 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ В ПРОСТРАНСТВЕ ЭЛЕМЕНТОВ СБОРНЫХ КОНСТРУКЦИЙ | 2020 |
|
RU2759013C1 |
| Устройство для сборки | 1989 |
|
SU1761599A1 |
| СПОСОБ ЦЕНТРОВКИ ВАЛОЛИНИИ ТУРБОАГРЕГАТА | 1994 |
|
RU2082075C1 |
| СТАПЕЛЬ ДЛЯ СБОРКИ ОБЪЕМНЫХ КОНСТРУКЦИЙ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1966 |
|
SU184138A1 |
| СПОСОБ УСТАНОВКИ ИЗДЕЛИЯ В ЗАДАННОЕ ПРОСТРАНСТВЕННОЕ ПОЛОЖЕНИЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2226168C1 |
Изобретение относится к самолетостроению, конкретно к способу сборки стапеля, предназначенного для сборки легких, средних и тяжелых летательных аппаратов. Цель изобретения -снижение трудовых и материальных затрат и уменьшение цикла сборки стапеля. Способ сборки стапеля заключается в том, что по базовым заданным плоскостям в системе прямоугольных и кратных 50 мм координат, на торцевые вертикальные колонны, балки, фундамент дополнительно устанавливают контрольные реперы, несущие на себе координатные средства и лазерные излучатели, определяющие положение элементов стапеля (рам, балок, рубильников) путем прохождения лазерных лучей в продольном и поперечном направлениях по целевым знакам, встроен ним в них при сборке относительно вертикальной, горизонтальной и поперечной базовых плоскостей в системе прямоугольных и кратных 50 мм координат. 5 ил.
фигЛ
--ШМ
lf ;:
о .}. г
г
О..У
| Вагнер Ё | |||
| Г | |||
| Лазеры в самолетостроении | |||
| М,: Машиностроение, 1982 | |||
| с | |||
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
