Изобретение относится к производству резинотехнических изделий и может быть использовано при стыковке длинномерных резиновых изделий различного сечения.
Цель изобретения -улучшение качества стыка.
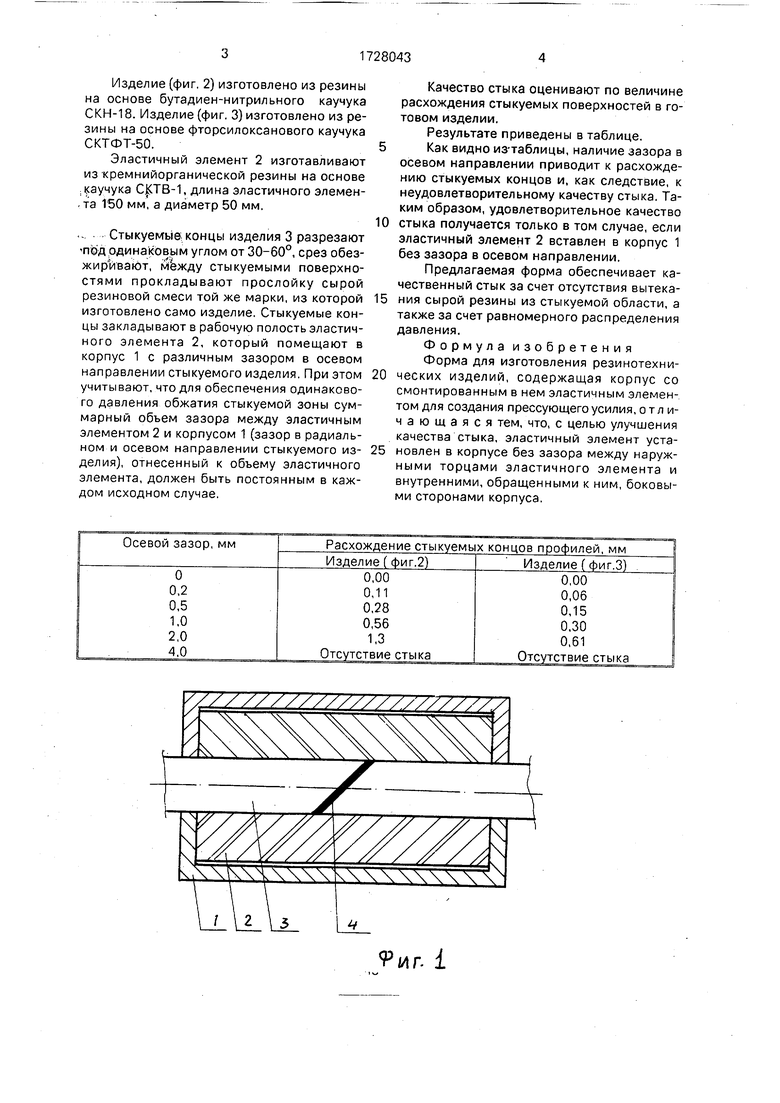
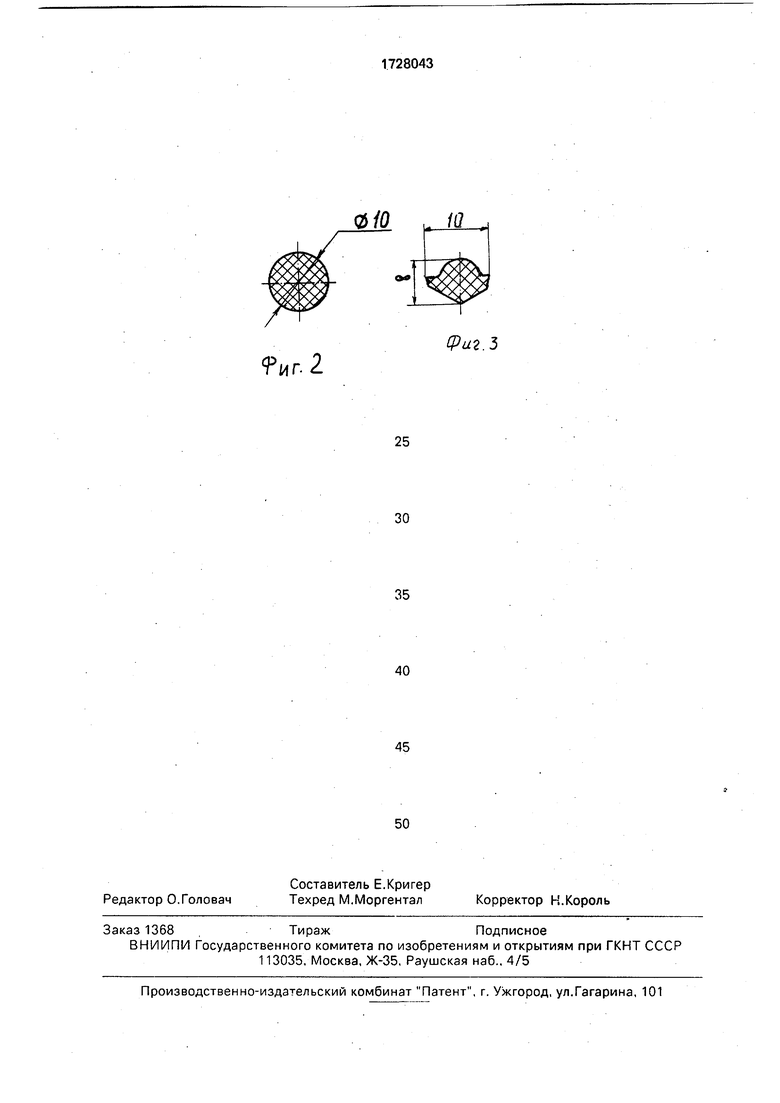
На фиг. 1 изображена предлагаемая форма; на фиг. 2 и 3 - резинотехнические изделия, подлежащие стыковке, сечение,
Форма содержит корпус 1 со смонтированным в нем эластичным элементом 2, установленным в корпусе 1 без зазора между наружными торцами эластичного элемента 2 и внутренними, обращенными к ним, боковыми сторонами корпуса 1.
Форма работает следующим образом.
Стыкуемые концы изделия 3 разрезают под одинаковым углом, между ними прокладывают слой сырой резиновой смеси и помещают в рабочую полость эластичного элемента 2. Затем эластичный элемент 2 помещают в корпус 1 без осевого зазора. Форму нагревают до температуры вулканизации сырой резиновой смеси в зоне4 стыка и выдерживают в течение времени вулканизации. При нагреве за счет различия в значениях коэффициентов термического расширения эластичного элемента 2 и корпуса 1 происходит создание давления на стыкуемые концы резинового изделия 3 и соответственно обжатие зоны 4 стыка.
Зазор в радиальном направлении между эластичным элементом 1 и ограничивающим корпусом 2 определяют исходя из потребного давления в зоне 4 стыка и температуры вулканизации сырой резиновой смеси.
При этом на начальной стадии нагрева происходит уменьшение (вплоть до исчезновения) радиального зазора, после чего нагрев до температуры вулканизации приводит к созданию потребного давления в зоне стыка.
П р и м е р. В форме осуществляют стыковку изделий 3, имеющих профили, изображенные на фиг. 2 и 3.
со С
i4
ю
со о
ijb
CJ
Изделие (фиг. 2) изготовлено из резины на основе бутадиен-нитрильного каучука СКН-18. Изделие (фиг. 3) изготовлено из резины на основе фторсилоксанового каучука СКТФТ-50.
Эластичный элемент 2 изготавливают из кремнийорганической резины на основе ;каучука СКТВ-1, длина эластичного элемен- , та 150 мм, а диаметр 50 мм.
... Стыкуемые концы изделия 3 разрезают под одинаковым углом от 30-60°, срез обез- жир йвают, между стыкуемыми поверхностями прокладывают прослойку сырой резиновой смеси той же марки, из которой изготовлено само изделие. Стыкуемые концы закладывают в рабочую полость эластичного элемента 2, который помещают в корпус 1 с различным зазором в осевом направлении стыкуемого изделия. При этом учитывают, что для обеспечения одинакового давления обжатия стыкуемой зоны суммарный объем зазора между эластичным элементом 2 и корпусом 1 (зазор в радиальном и осевом направлении стыкуемого изделия), отнесенный к объему эластичного элемента, должен быть постоянным в каждом исходном случае.
Качество стыка оценивают по величине расхождения стыкуемых поверхностей в готовом изделии.
Результате приведены в таблице. Как видно из-таблицы, наличие зазора в
осевом направлении приводит к расхождению стыкуемых концов и, как следствие, к неудовлетворительному качеству стыка. Таким образом, удовлетворительное качество стыка получается только в том случае, если эластичный элемент 2 вставлен в корпус 1 без зазора в осевом направлении.
Предлагаемая форма обеспечивает качественный стык за счет отсутствия вытека- ния сырой резины из стыкуемой области, а также за счет равномерного распределения давления.
Формула изобретения
Форма для изготовления резинотехни- ческих изделий, содержащая корпус со смонтированным в нем эластичным элементом для создания прессующего усилия, отличающаяся тем, что, с целью улучшения качества стыка, эластичный элемент уста- новлен в корпусе без зазора между наружными торцами эластичного элемента и внутренними, обращенными к ним, боковыми сторонами корпуса.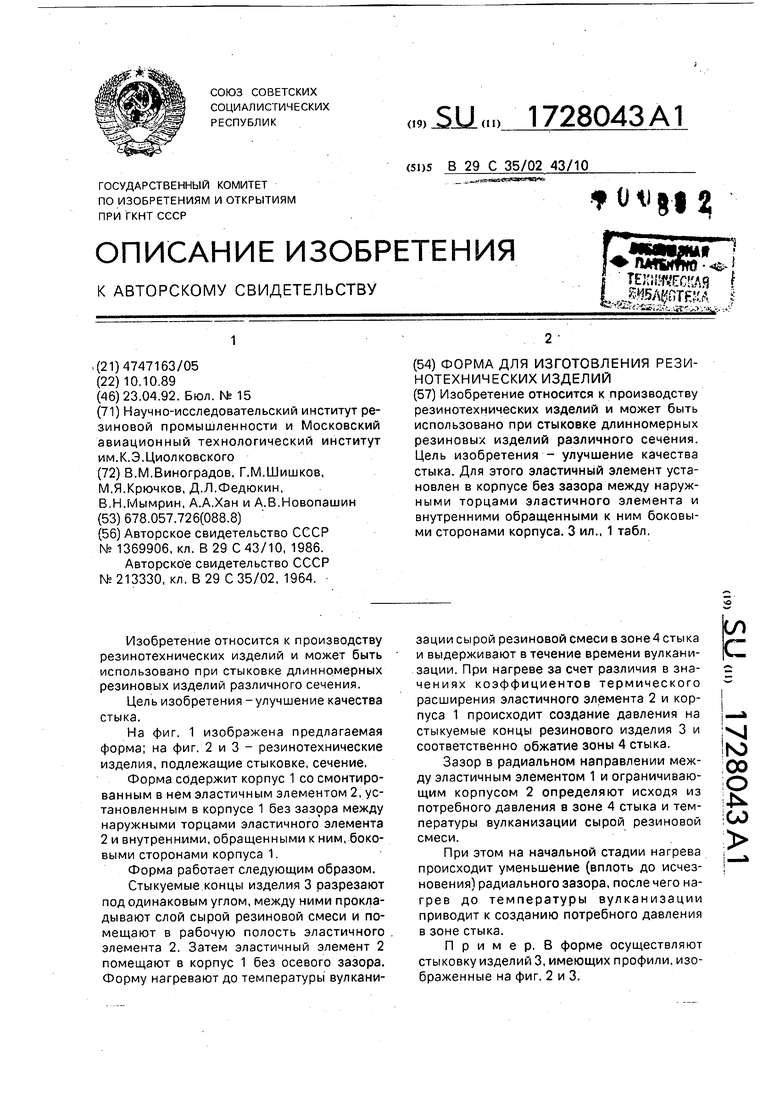
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления резинотехнических изделий | 1989 |
|
SU1680531A1 |
| Способ стыковки крупногабаритных уплотнительных резинотехнических изделий в замкнутый контур | 1989 |
|
SU1819890A1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1106678A1 |
| Способ соединения конвейерных лент | 1981 |
|
SU994294A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕЧЕХЛА ДЛЯ ВКЛАДНОГО ЗАРЯДА ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА К РАКЕТНОМУ ДВИГАТЕЛЮ И ТЕПЛОЗАЩИТНЫЙ МАТЕРИАЛ | 2014 |
|
RU2557629C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ СОВМЕЩЕНИЯ РЕЗИНОВОЙ КРОШКИ С ИНГРЕДИЕНТАМИ РЕЗИНОВЫХ СМЕСЕЙ | 2001 |
|
RU2216555C2 |
| Способ изготовления трубчатых длинномерных резино-технических изделий | 1990 |
|
SU1776229A3 |
| Способ стыковки резинотканевых конвейерных лент | 1981 |
|
SU1004147A1 |
| Двухручьевая экструзионная головка | 1986 |
|
SU1643167A1 |
| Устройство для соединения концов резинотехнических изделий | 1990 |
|
SU1761544A1 |
Изобретение относится к производству резинотехнических изделий и может быть использовано при стыковке длинномерных резиновых изделий различного сечения. Цель изобретения - улучшение качества стыка. Для этого эластичный элемент установлен в корпусе без зазора между наружными торцами эластичного элемента и внутренними обращенными к ним боковыми сторонами корпуса. 3 ил., 1 табл.
9цг. 1
Риг. 2
Фиг.Ъ
| Пресс-форма для изготовления полимерных изделий | 1986 |
|
SU1369906A1 |
| Солесос | 1922 |
|
SU29A1 |
| 0 |
|
SU213330A1 | |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
