Изобретение относится к трубопрокатному производству и может быть использовано для уравновешивания инерционных нагрузок поступательно перемещающихся масс с изменяющейся длиной хода, например рабочей клети стана холодной прокатки труб переменного сечения.
Целью изобретения является обеспечение возможности уравновешивания сил инерции рабочей клети на различных длинах ее хода, а также осуществление автоматической подстройки величины уравновешивающего усилия при различных скоростных режимах работы стана.
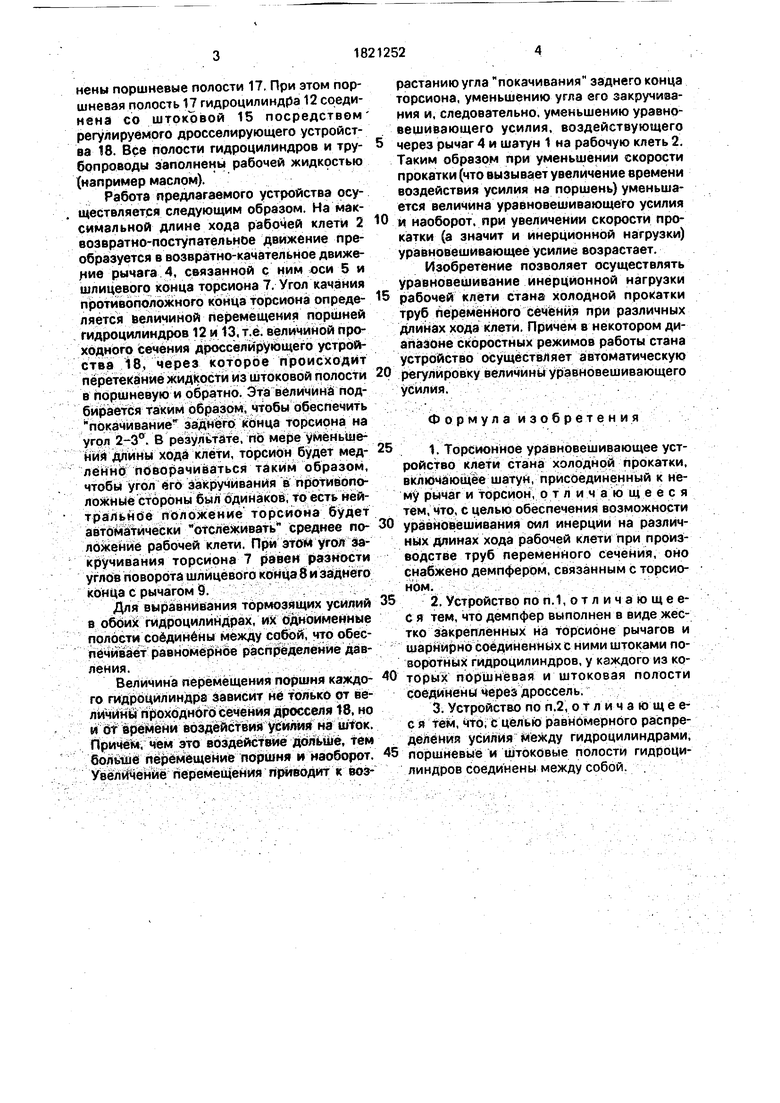
На фиг.1 представлен общий вид предлагаемого устройства (вид сверху); на фиг.2
-соединениеторсиона с рычагами; на фиг.З
- схема соединения штоковых и поршневых
полостей гидроцилиндров; на фиг.4 - схема одного из гидроцилиндров.
Предлагаемое устройство включает дополнительный шатун 1, связывающий рабочую клеть 2, совершающую возвратно- поступательное движение от регулируемого приводного механизма 3, с рычагом 4, неподвижно закрепленным на полой оси 5, которая установлена в станине стана на подшипниках 6. Внутри оси 5 размещен тор- сион 7, связанный с ней посредством шли- . цевого соединения 8. На другом конце ; торсиона закреплен рычаг 9, шарнирно сое- диненный со штоками 10 и 11 гидроцилинд- г .ров 12 и 13. Каждый гидроцилиндр установлен б станине стана поворотно посредством цапф 14, Штоковые полости 15 всех гидроцилиндров соединены между собой трубопроводами 16. Аналогично соеди00
ю
ю ел ю
йены поршневые полости 17. При этом поршневая полость 17 гидроцилиндра 12 соединена со штрковой 15 посредством регулируемого дросселирующего устройства 18. Все полости гидроцилиндров и трубопроводы заполнены рабочей жидкостью {например маслом).
Работа предлагаемого устройства осуществляется следующим образом. На максимальной длине хода рабочей клети 2 возвратно-поступательное движение преобразуется в возвратно-качательное движение рычага 4, связанной с ним оси 5 и шлицевого конца торсиона 7. Угол качания противоположного конца торсиона определяется величиной перемещения поршней гидроцилиндров 12 и 13, т.е. величиной проходного сечения дросселирующего устройств 18, через которое происходит пёрётеканйёжидЦостй из штоковой полости в поршневую и обратно. Эта величина под- бйраётёя такимio6pia;30Mv чтобы обеспечить /покачивание за ето кйнца торсиона на угрл 2-3°. В результате, rib мере уменьшения д)шйы хода клети, торсион будет медленно поворачиваться таким образом, чтобы угол его закручивания в противоположные стороны был одинаков, тоестьней- тральнбё положение торсиона будет автоматически отслеживать среднее положение рабочей клети. При этом угол закручивания торсиона 7 равен разности углов повороти шлйцёвбго конца 8 и заднего конца с рычагом 9./
Для выравнивания тормозящих усилий в обоих гидроцилиндрах, их одноименные полости соединены между собой, что обеспечивает равномерное распределение давления. . :. -, : - - ; ... .:.. . / ..
Величина перемещения поршня каждого гидрбцйлиндра зависит йё только от вё- лйнШ1 0:р)1:6 дн6|:г д с1ё нйя Д|)ОссееЛй 18, но и от времени воздействия усилия на шток. Прицемч чем это воз/ ёйствиё , тем больше перемещение поршня и наоборот. Увеличение перемещ енйя приводит к возрастанию угла покачивания заднего конца торсиона, уменьшению угла его закручивания и, следовательно, уменьшению уравновешивающего усилия, воздействующего
через рычаг 4 и шатун 1 на рабочую клеть 2. Таким образом при уменьшении скорости прокатки (что вызывает увеличение времени воздействия усилия на поршень) уменьшается величина уравновешивающего усилия
и наоборот, при увеличении скорости прокатки (а значит и инерционной нагрузки) уравновешивающее усилие возрастает.
Изобретение позволяет осуществлять уравновешивание инерционной нагрузки
рабочей клети стана холодной прокатки труб переменного сечения при различных длинах хода клети. Причем в некотором диапазоне скоростных режимов работы стана устройство осуществляет автоматическую
регулировку величины уравновешивающего усилия.
Формула изобретения
1. Торсионное уравновешивающее устройство клети стана холодной прокатки, включающее шатун, присоединенный к нему рычаг и торсион, о т л и ч а ю щ е е с я тем, что, с целью обеспечения возможности
уравновешивания оил инерции на различных длинах хода рабочей клети при производстве труб переменного сечения, оно снабжено демпфером, связанным с торсиоНОМ. -.. -:..: ;.: ., .. . - .... .
2, Устройство по п. 1, о т л и ч а ю щ е е- Ся тем, что демпфер выполнен в виде жестко закреплённых на торсионе рычагов и шарнирно соединенных с ними штоками поворотных гидроцилиндров, у каждого из которых поршневая и штоковая полости соединены через дроссель.
3. Устройство по п.2, о т л и ч а ю щ е е- ся тем, 4tb;fc целью равномерного распределения усилия между гидроцилиндрами,
поршневые и штоковые полости гидроци- линдров соединены между собой. .
сч ш
ё
.
UP
M
V..
/5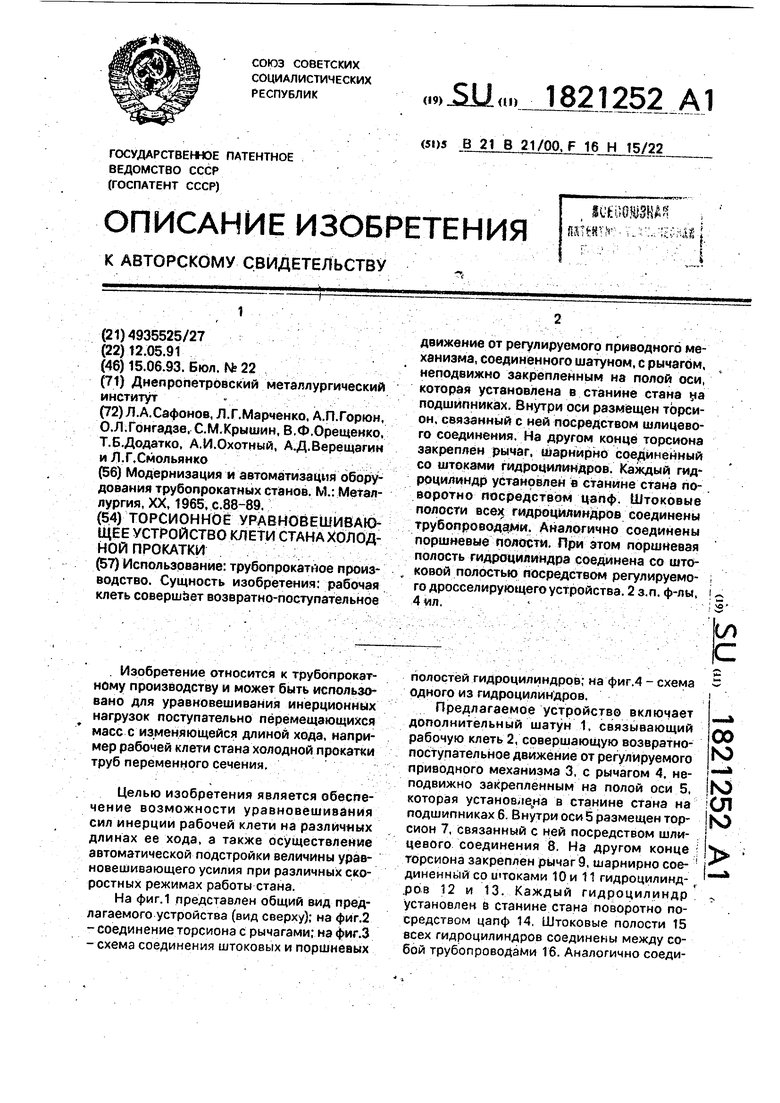
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод клети стана холодной прокатки труб | 1979 |
|
SU772629A1 |
| Способ уравновешивания сил инерции рабочей клети стана холодной прокатки труб | 1988 |
|
SU1537337A1 |
| ГИДРОСИСТЕМА УПРАВЛЕНИЯ НАЖИМНЫМ УСТРОЙСТВОМ КЛЕТИ ПРОКАТНОГО СТАНА | 2008 |
|
RU2381851C1 |
| Стан холодной прокатки труб | 1986 |
|
SU1338911A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2014 |
|
RU2578883C1 |
| Привод перемещения клети стана холодной прокатки труб | 1985 |
|
SU1258536A1 |
| Устройство для высотной фиксациипОдушЕК пРОКАТНыХ ВАлКОВ пРи пЕРЕ-ВАлКЕ | 1979 |
|
SU845905A1 |
| РАБОЧАЯ ЛИНИЯ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286221C1 |
| Стан холодной прокатки труб | 2019 |
|
RU2721251C1 |
| Устройство для уравновешивания сил инерции возвратно-поступательно движущихся масс клети стана холодной прокатки труб | 1970 |
|
SU317438A1 |

Использование: трубопрокатное производство. Сущность изобретения: рабочая клеть соверш&ет возвратно-поступательное движение от регулируемого приводного механизма, соединенного шатуном, с рычагом, неподвижно закрепленным на полой оси, которая установлена в станине стана на подшипниках. Внутри оси размещен торси- он, связанный с ней посредством шлицево- го соединения. На другом конце торсиона закреплен рычаг, шарнирно соединенный со штоками гидроцилиндров. Каждый гидроцилиндр установлен в станине стана поворотно посредством цапф. Штоковые полости всех гидроцилиндров соединены трубопроводами. Аналогично соединены поршневые полости. При этом поршневая полость гидроцилиндра соединена со што- ковой полостью посредством регулируемого дросселирующего устройства. 2 з.п. ф-лы, 4 «л.
Фи&З.
#
Фиа.Ј
| Модернизация и автоматизация оборудования трубопрокатных станов | |||
| М.: Металлургия, XX, 1965, с.88-89 |
