Изобретение относится к обработке металлов давлением и может быть использовано для получения кольцевых деталей типа крупногабаритных фланцев, шайб, зубчатых венцов, имеющих сечение, характеризующееся отношением b/h 2,4, где b и h - размеры сечения в направлении радиуса и оси соответственно.
Целью изобретения является экономия обрабатываемого металла и устранение возможности образования брака в виде кольцевого зажима путём рационального профилирования полуфабриката на предварительном переходе деформирования.
Это достигается тем, что в штампе для изготовления изделий типа низких толстостенных колец, состоящем из верхней половины с выполненной в ней полостью ручья и
нижней половины с выполненными в ней полостью ручья с центральным, выступом и магазином, а также установленного в магазине съемного прошивня, последний выполнен с возможностью контактирования его опорной поверхности с поверхностями магазина, центрального выступа и дна ручья нижней половины иггампа и имеет габаритный диаметр,определяемый из выражения
00
ю
N5 00 СЛ
0п ... С.)
где Dp и Vp - соответственно диаметр и объем полости ручья штампа.
Рабочая поверхность прошивня выполнена ё форме усеченного конуса е диаметром в верхней части
Ок. - 0.75...0.82Oe
(2)
где Ов - диаметр центрального выступа нижней половины штампа.и углом наклона образующей к плоскости разъема штампа, определяемым из зависимости
a- arcig x
Ур ( 2,85 Р%/( 1,805 Р% - 0.95 РрРк - 0% ) - 1 )
0,131(ОЙ-о2) (3)
На фиг.1 показан штамп до начала деформации (левая часть) и в последний момент прошивки (правая часть); на фиг.2 -. штамп с уложенным полуфабрикатом (левая часть) и в конце объемной штампс-вки (пра вая часть); на фиг.3-7 приведены неосновные материалы поясняющего характера (на фиг.5, 6 - соответственно кольцевая поковка и съемный прошивень для иллюстрации примера конкретного исполнения; на фиг.7 - модель получаемого полуфабриката).
Штамп (фиг.1) состоит из верхней 1 и нижней 2 половин с выполненными на них полостями, съемного прошивня 3, установленного с возможностью опоры на поверхности дна магазина центрального выступа и дна нижней половины штампа. Позицией 4 обозначена заготовка.
Штамп работает следующим образом.
В исходном положении на установленный в штампе прошивень 3 соосно устанавливают заготовку 4 (фиг.1). При опускании верхней половины штампа 1 происходит неполная открытая прошивка заготовки. При достижении заданных размеров полуфабриката верхняя половина штампа приводится в исходное прложение. Промежуточная заготовка 4 и прошивень 3 извлекаются из ручья штампа. Заготовку 4 вновь укладывают в ручей нижней половины штампа и производят объемную штамповку (фиг.2). Отштампованные изделия извлекают из ручья штампа 2.
Выражение (1)установленного экспери- ментально путем постановки модельного эксперимента и обработки его результатов с использованием методики факторного анализа. Процесс деформирования моделировался на прошивнях 072 мм, имеющих рабочую поверхность в форме усеченного конуса с различными углами наклона образующей. Модельный материал - свинец. Условия эксперимента инвариантны к масштабу моделирования типоразмерам и материалу заготовок в соответствии с методикой физического моделирования процессов обработки металлов давлением.
В качестве независимых переменно. « эксперименте выбраны безразмерные вели
чины Dn/ v Ок/Dn. d, где d и h - соответственно диаметр и высота исходной заготовки. Значения факторов на уровнях варьирования в эксперименте указаны в табл.1,
План опытов полного факторного эксперимента в кодовом масштабе и данные замеров габаритного диаметра полуфабриката приведены в табл.2.
В результате регрессионного анализа получают уравнение
пооо/, 1--ЪШ$Dn y 0.328/( - Dp
Vc
определяющее зависимость габаритного диаметра прошивня от независимых менных. Параметр а как слабовлияющий фактор учтен в виде числового коэффициента.
Диапазон отношения (2) установлен экспериментально. При значении DK/DB 0,75 на начальной стадии деформации в окончательном ручье отмечается течение из периферийного участка заготовки в полость магазина.ТТри значении DK/D8 0,82 нарушаются условия надежного оформления нижнего внутреннего радиуса поковки..
Выражение (3) получено из анализа экспериментально подтвержденного характера формообразования металла при прошивке на коническом прошивне. На фиг.З схематично показан момент деформации заготовки когда ее наружный диаметр равен диаметру прошивня. В дальнейшем полагали, что высотный размер периферийной части, Н после схода с поверхности про- шивня остается постоянным, объем заготовки выражали через размеры, обозначенные на сЬиг.З
VifHDn2
Я
«(DnJ
оД
(4)
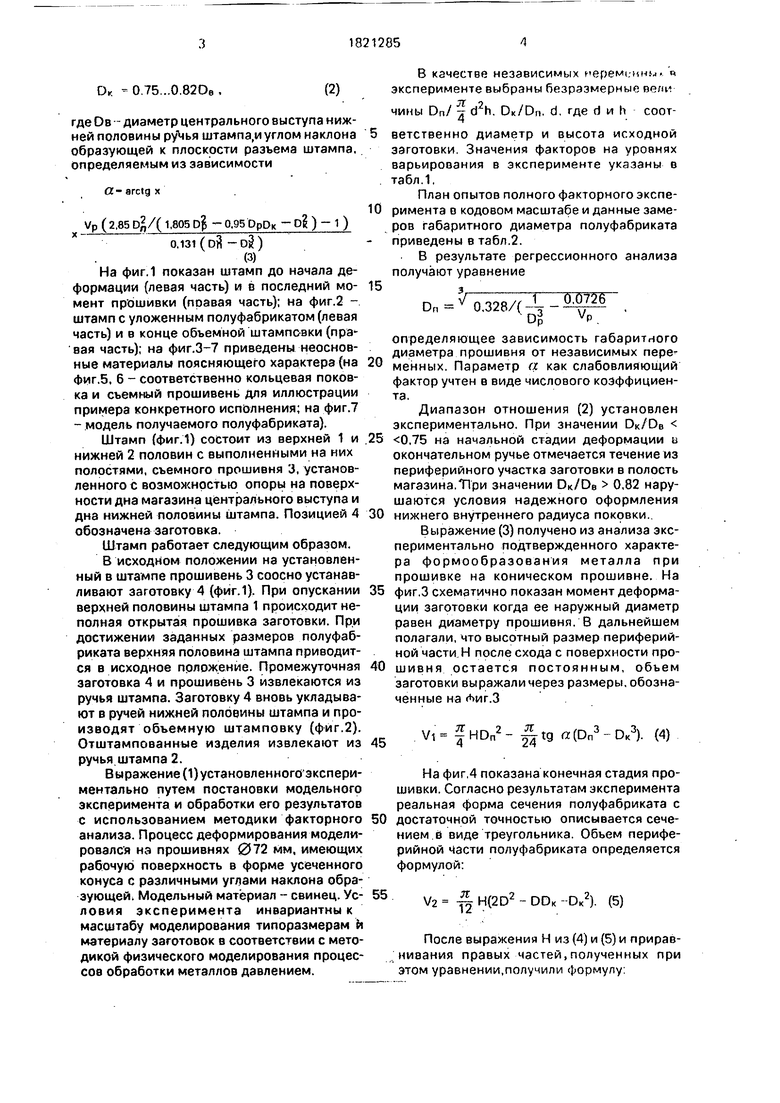
На фиг,4 показана конечная стадия прошивки. Согласно результатам эксперимента реальная форма сечения полуфабриката с достаточной точностью описывается сечением и виде треугольника. Объем периферийной части полуфабриката определяется формулой:
V2 H(2D2 - DDK DK2). (5)
После выражения Н из (4) и (5) и приравнивания правых частей,полученных при
этом уравнении,получили формулу:
3 УгРИ 2Р2 - - РЗ ) - Vy 9л/24(РЗ-Р2)
(6) Принимая во внимание условие укладки
Р - 0,95Рр, условие равенства объемов заготовки и объема полости ручья штампа V1 - Vp и соотношения объемов заготовки (с учетом объема перемычки 5%)
V2 - 0,95Vi - 0,95VP
получили окончательное выражение зависимости угла а от параметров штампа в виде(З).
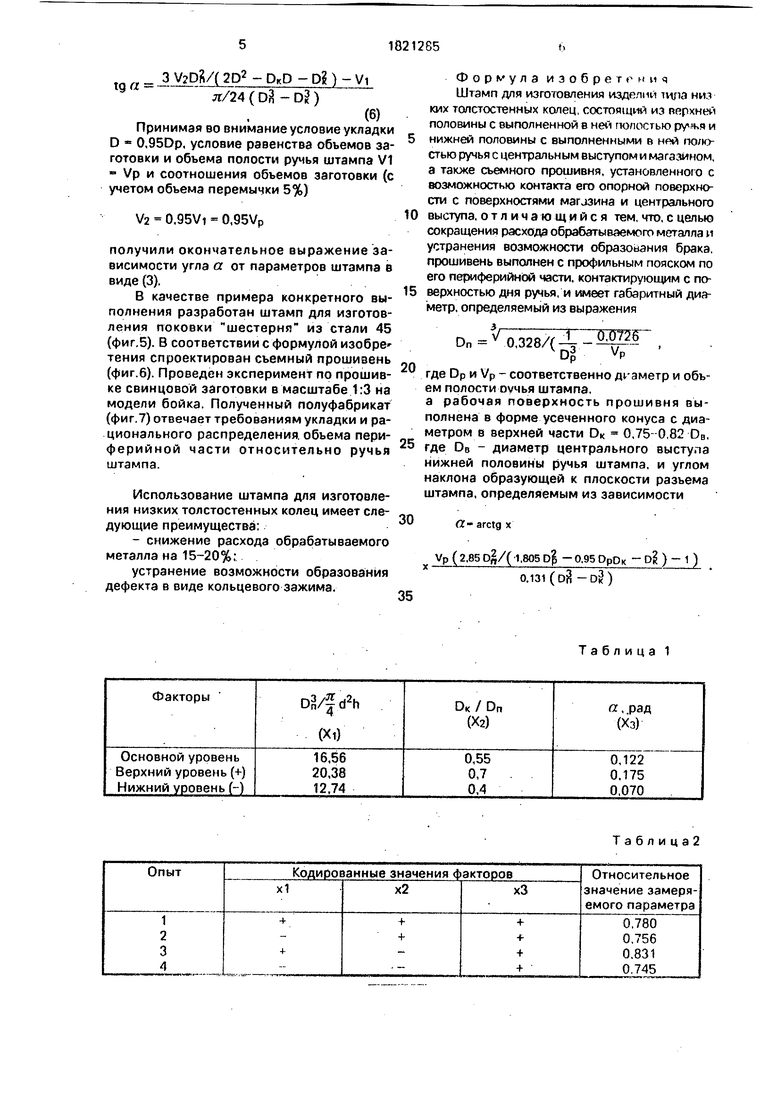
В качестве примера конкретного выполнения разработан штамп для изготовления поковки шестерня из стали 45 (фиг.5). В соответствии с формулой изобре тения спроектирован съемный прошивень (фиг.6). Проведен эксперимент по прошивке свинцовой заготовки в масштабе 1:3 на модели бойка. Полученный полуфабрикат (фиг.7) отвечает требованиям укладки и рационального распределения, объема периферийной части относительно ручья штампа.
Использование штампа для изготовления низких толстостенных колец имеет следующие преимущества:
- снижение расхода обрабатываемого металла на 15-20%;
устранение возможности образования дефекта в виде кольцевого зажима.
0
Формула изобретения Штамп для изготовления изделии тира низ ких толстостенных колец, состоящий из верхней половины с выполненной в ней полостью руад и нижней половины с выполненными в ней полостью ручья с центральным выступом и магазином, а также съемного прошивня, установленного с возможностью контакта его опорной поверхности с поверхностями магазина и центрального выступа, отличающийся тем, что, с целью сокращения расхода обрабатываемого металла и устранения возможности образования брака, прошивень выполнен с профильным пояском по его периферийной части, контактирующим с поверхностью дня ручья, и имеет габаритный диаметр, определяемый из выражения
,328/(Jj-aOp,
где Рр и Vp - соответственно дгаметр и объем полости оучья штампа, а рабочая поверхность прошивня выполнена в форме усеченного конуса с диаметром в верхней части Рк 0,75-0,82 Рв, где Рв - диаметр центрального выступа нижней половины ручья штампа, и углом наклона образующей к плоскости разъема штампа, определяемым из зависимости
(I- arctg x Vp ( 2.85 D%/( 1,805 0% - 0,95 Рррк - Pi; ) - 1 )
0.131 (ой -QK)
35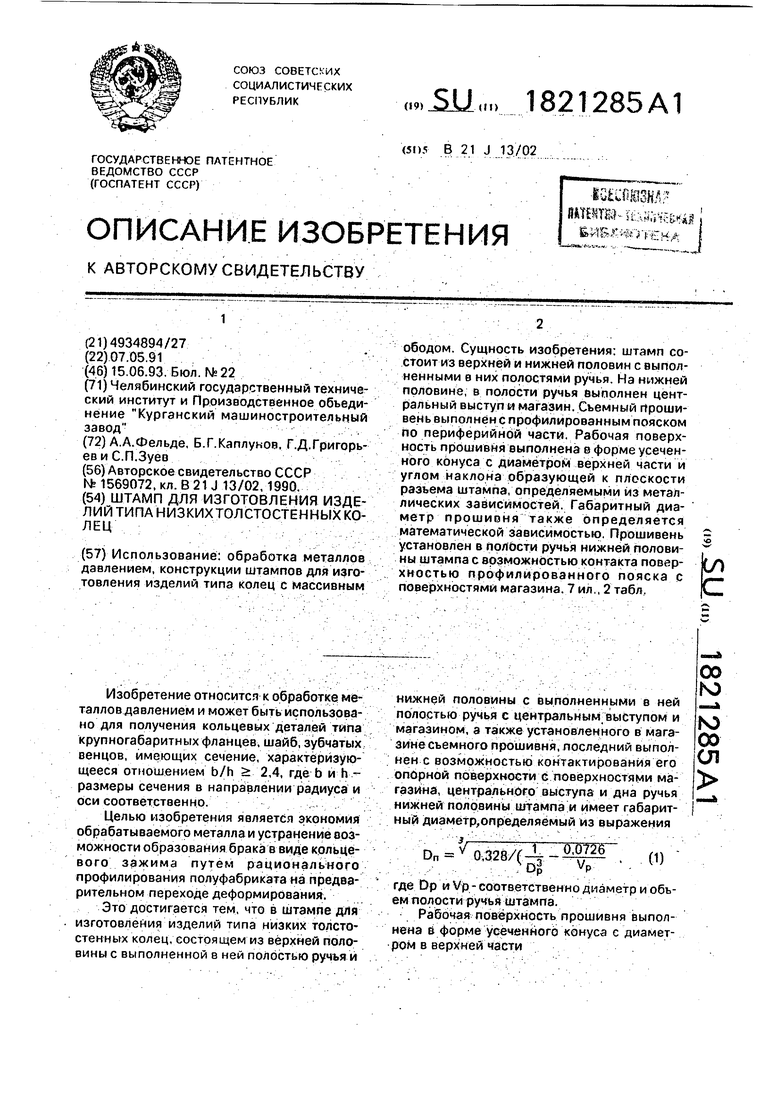
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления изделий типа колец с массивным ободом | 1989 |
|
SU1731390A2 |
| Штамп для изготовления изделий типа колец с массивным ободом | 1988 |
|
SU1569072A1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| Способ изготовления изделий типа колец с массивным ободом | 1981 |
|
SU1000151A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС ТРОЙНОГО ДЕЙСТВИЯ | 2009 |
|
RU2411102C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ | 2011 |
|
RU2486986C2 |
| Комбинированный штамп для штамповки и просечки отверстий | 1979 |
|
SU774757A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |


Использование: обработка металлов давлением, конструкции штампов для изготовления изделий типа колец с массивным ободом. Сущность изобретения: штамп состоит из верхней и нижней половин с выполненными в них полостями ручья. На нижней половине, в полости ручья выполнен центральный выступ и магазин. Съемный Прошивень выполнен с профилированным пояском по периферийней части. Рабочая поверхность прошивня выполнена в форме усеченного конуса с диаметром верхней части и углом наклона образующей к плоскости разъема штампа, определяемыми из металлических зависимостей. Габаритный диаметр прошионя также определяется математической зависимостыр. Прошивень установлен в полости ручья нижней половины штампа с возможностью контакта повер- хностью профилированного пояска с поверхностями магазина. 7 ил., 2 табл. СЛ С
Таблица 1
Таблица2
Фаг./
v
9 «г. 2
Продолжение табп. 2
/ / / /
W. сг
////// /
А/fc
J
Фаг. 4/
/ / / / / / / /
Ф4&11
+
Фиг.5
| Штамп для изготовления изделий типа колец с массивным ободом | 1988 |
|
SU1569072A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
