Изобретение относится к производству изделий сборного бетона и железобетона.
Цель изобретения - повышение надежности.
На фиг. 1 схематично изображена форма для изготовления шпал, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2.
Форма для изготовления изделий из бетонных смесей состоит из опорной рамы с жестко закрепленной матрицей 1, разделенной перегородками 2 на формовочные отсеки, пустотообразователи -3 и неподвижный 4 и подвижный 5 упоры под обоймы б с волновыми клиньями 7, в которых фиксируется пакет арматуры.
Каждая из перегородок Z выполнена с фиксирующим приспособлением, содержащим размещенные в направляющих втулках 8 подпружиненные пружинами 9 штоки 10, соединенные с помощью тяг 11 с подвижным по вертикали направляющим элементом 12.
Направляющие втулки 8 смонтированы на кронштейнах 13 перегородки 2 шарнирно с возможностью поворота вокруг оси пальцев 14.
Внутри перегородки 2 размещена эластичная вставка 15, а перегородка 2 выполнена с прорезями под вертикальные ряды струи 16 арматуры и с отверстием под направляющий элемент 12. Направляющий элемент 12 выполнен с пазом 17, для расположенных один над другим штырей 18, жестко закрепленных на перегородке 2.
Тяги 11 соединены с направляющим элементом шарнирно с помощью пальца 19.
На перегородке 2 между тягами 11 закреплена петля 20. Подвижный упор 5 формы снабжен винтовым механизмом 21 перемещения.
Работа с предлагаемой формой производится следующим образом.
После очистки и смазки форма подается на пост укладки арматурного струно- пакета, где последний, зафиксированный с помощью волновых клиньев 7 обоймы 6, устанавливается в форму таким образом, что обоймы 6 размещаются соответственно в неподвижном 4 и подвижном 5 упорах (технологические посты не показаны). Затем в
форме устанавливаются разделительные перегородки 2, ограничивающие длину изготав- ливаемой щпалы. Перегородки 2 устанавливаются таким образом, что каждый из вертикальных рядов струн пакета арматуры струнопакета) заходит в соответствующую прорезь. В процессе установки перегородки 2 направляющий элемент 12 скользит вниз по вертикали внутри отверстия перегородки, увлекая за собой тяги 11, которые
заталкивают штоки 10 в соответствующие гнезда матрицы 1 и одновременно сжимают пружины 9.
В результате движения вниз направляющего элемента 12 происходит фиксация перегородки на форме.
После установки перегородок 2 форма подается на пост напряжения, где перемещением подвижного упора 5 с помощью винтового механизма 21 производится натяжение пакета арматуры. По окончании натяжения арматуры форма подается на пост укладки и виброуплотнения бетонной смеси и далее на пост окончательного виброуплотнения, где на свежеуложенную бетонную смесь укладываются виброштампы, подвешенные на раме, и производится доуплотнение (вибропригруз не показан). В конечной стадии доуплотнения на штампы вибропри- груза опускается несущая их рама, на которой смонтированы подпружиненные захватные крюки, которые в процессе опускания
рамы виброштампов входят в зацепление с петлями 20 всех перегородок 2.
По окончании уплотнения раму пригруза поднимают краном, и в процессе подъема она первоначально осуществляет подъем направляющего элемента 12. В процессе его подъема поднимается.вверх палец 19, увлекающий за собой тяги 11, которые освобождают пружины 9, и последние выталкивают штоки 10 из соответствующих гнезд матрицы, чем осуществляется расфиксация перегородки 2.
В процессе дальнейшего подъема рамы виброштампов из тела заформованной плети шпал извлекаются все перегородки 2, после чего производится подъем виброштампов, а освобожденная форма с изделием передается на посты тепловой обработки, распалубки, подготовки форм (очистки и смазки), и цикл работы повторяется.
Л-/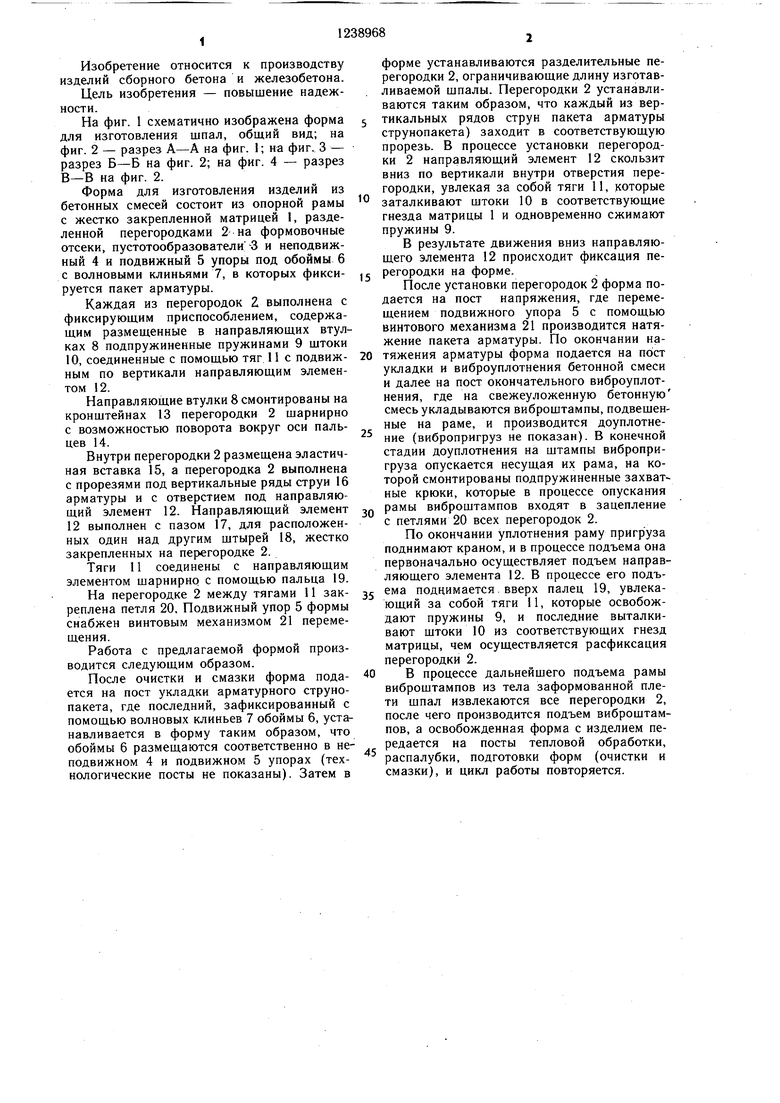
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЖЕЛЕЗОБЕТОННЫХ ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ | 1991 |
|
RU2031783C1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ | 1991 |
|
RU2008212C1 |
| Виброштамп | 1981 |
|
SU1014717A2 |
| Конвейерная установка для производства железобетонных подрельсовых оснований | 1990 |
|
SU1821373A1 |
| Захватное устройство | 1985 |
|
SU1311925A1 |
| Многоместная форма для изготовления изделий из строительной смеси | 1990 |
|
SU1726262A1 |
| СКОРОСТНОЙ СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ПОВЫШЕННОЙ ПУСТОТНОСТИ С ОБЪЕМНОЙ ВЕРТИКАЛЬНОЙ ФОРМОВКОЙ ИЗ РАЗНОРОДНЫХ СМЕСЕЙ, СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ ПОВЫШЕННОЙ ПУСТОТНОСТИ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ПОВЫШЕННОЙ ПУСТОТНОСТИ С ОБЪЕМНОЙ ВЕРТИКАЛЬНОЙ ФОРМОВКОЙ ИЗ РАЗНОРОДНЫХ СМЕСЕЙ | 2013 |
|
RU2533475C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХИЗДЕЛИЙ | 1964 |
|
SU162048A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |

В-6
/8
;zФне.З
Составитель С. Кваша
Редактор О. ГоловачТехред И. ВересКорректор Л. Патай
Заказ 3338/12Тираж 555Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Форма для изготовления железо-бЕТОННыХ издЕлий | 1979 |
|
SU806414A2 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
