Изобретение относится к изготовлению резинотехнических изделий и предназначено для вулканизации бесконечных изделий, в частности, преимущественно клиновых ремней в горизонтальных вулканизацйон- ных котлах с использованием барабанных пресс-форм и эластичных диафрагм.
Целью изобретения является повышение производительности установки и сокращение энергозатрат.
На фиг. 1 изображен общий вид установки спереди; на фиг. 2 - общий вид установки в плане; на фиг. 3 - разрез А-А на фиг. 1; на фиг,4 - разрез Б-Б на фиг. 1.
Установка для вулканизации бесконечных резинотканевых изделий содержит горизонтальный вулканизационный котел 1 с крышкой 2 и байонетным затвором 3. Внутри котла имеются направляющие 4 для уста- новки на них подвижных кареток 5 с опрессовочными узлами в виде барабанных пресс-форм 6 и эластичных диафрагм 7. Котел имеет средства для подачи 8 и отвода 9 теплоносителей в полость котла 1 и в полости эластичных диафрагм 7.
Перед крышкой 2 котла установлен параллельно оси котла рельсовый путь цеха 10 с подъемным мостиком 11 для соединения рельс пути 10 с направляющими 4 котла. За .рельсовым путем цеха 10 параллельно оси котла по обе ее стороны установлены устройства 12 для стабилизации изделий после
00 N3
д
CJ 00
о
вулканизации, представляющие собой металлические коробчатые камеры 13, закрываемые спереди и сбоку подвижными шторками 14 и 15. имеющие средства 16 охлаждения изделий, Охладительные камеры 13 соединены между собой расположен- ным перпендикулярно оси котла рельсовым путем 17, по которому перемещают подвижные тележки 18, имеющие направляющие 19 по форме рельсового пути цеха 10 для установки на них кареток 5.
Кроме этого, каждая охладительная камера 13 имеет рельсовые направляющие 20, установленные параллельно оси котла на уровне рельсового пути цеха 10 и направляющих 19 тележек 18 для перемещения каретки 5 с пресс-формами 6 к установленному на выходе из устройства для стабилизации 12 устройству для перезарядки пресс-форм 21 и обратно. Устройство 21 для перезарядки пресс-форм 6 включает перезарядчики 22 известной конструкции, при помощи которых производят разборку барабанных пресс-форм с удалением свул- канизованных изделий и сборку с постановкой-в пресс-формы заготовок изделий. На прилагаемых чертежах приведен пример выполнения установки, когда на каретке 5 устанавлйвается-два ряда пресс-форм. Для такого варианта исполнения установки каждое устройство для перезарядки, с целью сокращения времени на перезарядку пресс- форм, снабжено двумя перезарядчиками 22 по ЬдШму на каждый ряд пресс-форм, и эти перёзарядники смонтированы на портальной балке 23, расположенной над рельсовыми направляющими 20.
Каретки 5 и тележки 18 имеют автономные приводы перемещения по рельсовым путям (на чертежах не показаны). Управле- ниё их перемещением может быть как автоматически, так и при помощи операторов.
Работа установки осуществляется следующим образом:
В иСхЩЙ $М положении обе каретки 5 с пресс-Формами без изделий находятся на рельсовШ направляющих 20 так, что последние р)д Йресе форм расположены под 22, а тележки 18 находятся в камерах 13, где направляющие 19 совмещены с рельсами направляющими 20 и шторки 14м 15 камер 13 открыты.
Для производства вулканизации сначала производят зарядку пресс-форм заготовками изделий при помощи перезарядчиков 22. После сборки пресс-формы каждого ряда производят шаговое перемещение каретки 5 по рельсовым направляющим 20 в сторону камеры 13, при этом каретка 5, за-. хбдя в камеру 13 накатывается на направляющие 19 тележки 18. После сборки пресс- форм и закатывания кареток 5к в камеры 13 одну из тележек 18 совместно с кареткой 5 перемещают по рельсовому пути 17 до совмещения направляющих 19 тележек 18 с рельсовым путем цеха 10, открывают котел 1. поднимают мости 11, совмещая рельсовый путь цеха 10 с направляющими котла 4, закатывают каретку 5 в котел, опускают мостик 11 и закрывают котел. Далее включают средства подачи теплоносителей 8 и 9 в котел, средства подачи теплоносителей в полости эластичных диафрагм и производят вулканизацию изделий..
5 После вулканизации изделий открывают котел/поднимают мостик 11 и выкатывают каретку 5 из котла по рельсовому пути цеха 10 на направляющие 19 тележки 18. Далее производят совместное перемеще0 ние обеих тележек 18 по рельсовому пути 17 до закатывания тележки с кареткой и изделиями до вхождения в камеру охлаждения 13 и совмещения направляющих 19 с рельсовыми направляющими 20 и до совмеще5 ния направляющей 19 другой тележки 18 с рельсовым путем цеха 10. После этого закатывают каретку с заготовками изделий в котел, опускают мостик 11, закрывают котел и производят вулканизацию очередной пар0 тип изделий. Одновременно с этим охладительную камеру 13 закрывают шторками . 14,15 и производят стабилизацию (охлаждение) свуяканизованных изделий. .После стабилизации открывают шторки 14 и 15 и
5 выкатывают каретку 5 с изделиями на перезарядку. Далее происходит перезарядка пресс-форм и эакатывание очередной ка- .. ретки с заготовками изделий в охладительную камеру 13 на направляющие 19 тележки
0 18 и после вулканизации очередной партии
изделий - очередная замена, каретки с изде.., лиями в котле на каретку с заготовками, как описано выше.
Такая конструкция установки позволяет
5 обеспечивать непрерывный процесс вулканизации, стабилизации и перезарядки пресс-форм при минимальном времени непроизводительного простоя вулканизаци- онного котле. Практически котел
0 простаивает только на время выгрузки каретки из котла, загрузки ее в котел, открывания и закрывания котла. Все это обеспечивает повышение производительности установки и сокращает теплопотери
5 на поддержание температуры в котле. Ф о р м у л а и з о б ре т ей и я Установка для вулканизации бесконечных резинотканевых изделий, содержащая горизонтальный вулканизационный котел с расположенными в нем направляющими,
каретки с опрессовочными узлами в виде барабанных пресс-форм и эластичных диафрагм, средства для подачи и отвода теплоносителей в полость котла и полости эластичных диафрагм и средство для перезарядки пресс-форм, о т л и ч а ющ а я с я тем, что. с целью повышения производительности установки и сокращения энергозатрат, установка снабжена подвижными вдоль направляющих котла тележками для, установки кареток с опрессовочными узлами, устройством для стабилизации изделий после вулканизации, выполненным в виде
двух параллельно расположенных перед котлом симметрично его оси охладительных камер, закрываемых спереди и сбоку подвижными шторками, и рельсовым путем для перемещения тележек с каретками в охладительные камеры, а средство Для перезарядки выполнено в виде расположенных у охладительных камер параллельно оси котла рельсовых направляющих для перемещения кареток с пресс-формами и расположенной над рельсовыми направляющими портальной балки с устройствами для перезарядки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования и вулканизации резинокордных изделий | 1990 |
|
SU1729770A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1972 |
|
SU338409A1 |
| УСТАНОВКА ДЛЯ ВУЛКАНИЗАЦИИ БЕСКОНЕЧНЫХ РЕЗИНОТКАНЕВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2024401C1 |
| Перезарядчик к устройству для вулканизации бесконечных резиновых изделий | 1980 |
|
SU897561A1 |
| Устройство для вулканизации резиновых изделий | 1983 |
|
SU1077815A1 |
| Устройство для вулканизации кольцевых резиновых изделий | 1981 |
|
SU979156A1 |
| Загрузочное устройство к вулканизационному котлу | 1980 |
|
SU925662A1 |
| Вулканизационное устройство | 1977 |
|
SU738893A1 |
| Установка для сборки крупногабаритных резинотехнических изделий | 1978 |
|
SU739835A1 |
| Устройство для вулканизации резиновых изделий | 1981 |
|
SU958125A1 |
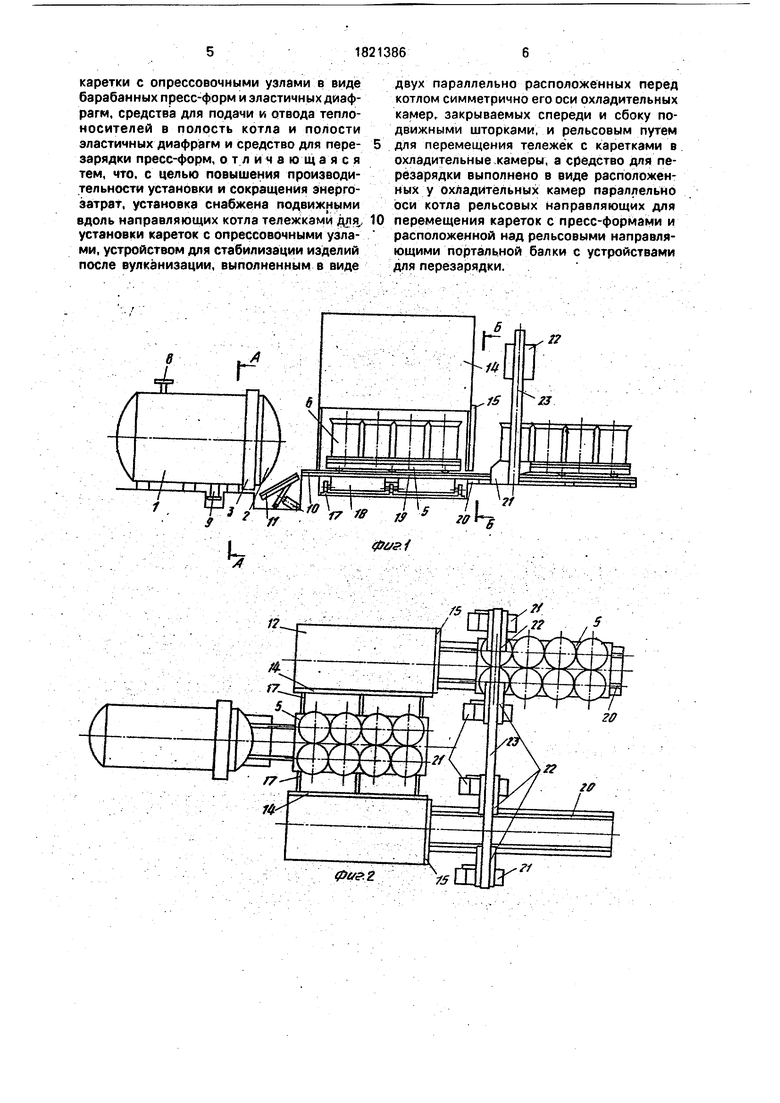

Использование: вулканизация бесконечных реэинотканевых изделий с высокой производительностью и снижением энергозатрат. Сущность изобретения: установка содержит горизонтальный вулканизационный котел 1 с направляющими, подвижные вдоль последних тележки 18 для установки кареток 5 с опрессовочными узлами в виде барабанных пресс-форм 6 и эластичных диафрагм и средства для подачи 8 и отвода 9 теплоносителей. Установка снабжена устройством для стабилизации изделий после вулканизации, выполненным в виде двух параллельно расположенных перед котлом симметрично его оси охладительных камер, закрываемых спереди и сбоку подвижными шторками 14 и 15, рельсовым путем 17 для перемещения тележек 18 с каретками 5 в камеры и средством для перезарядки пресс-форм. Последнее выполнено в виде расположенных у охладительных камер параллельно оси котла f рельсовых направляющих 20 для перемещения кареток 5 с пресс-формами 6 и расположенной над направляющими 20 портальной балки 23 с устройствами 2.1 для перезарядки пресс- форм, 4 ил. ел с
jfe
в
|
&Vff.1
фе/&2
Редактор
/& сриаЯ
Составитель Э.Гольтякова
Техред М.МоргентэлКорректор О.Густи
I 0
1821386
А А
I 0
| Иванова В.Н., Алешунина Н.А, Технология резиновых технических изделий, Я., 1975, с | |||
| Соломорезка | 1918 |
|
SU157A1 |
| Устройство для формования и вулканизации резинокордных изделий | 1989 |
|
SU1650455A1 |
| Солесос | 1922 |
|
SU29A1 |
