Установка относится к производству резинотехнических изделий и предназначена для вулканизации бесконечных резинотканевых изделий, и преимущественно клиновых ремней, на барабанных разъемных (кольцевых) или складных пресс-формах в диафрагменных вулканизаторах вертикального типа.
Известна установка для вулканизации резиновых изделий, содержащая установленные в ряд автоклавы вертикального типа, подвижный вдоль ряда автоклавов автооператор для загрузки и выгрузки автоклавов, подвесками с изделиями, ротор с расположенными по его периметру посадочными местами для подвесок.
Наиболее близкой к изобретению является установка для вулканизации бесконечных резинотканевых изделий, содержащая установленные в ряд вертикальные вулканизаторы, средство для стабилизации пресс-формы и автооператор для перемещения пресс-форм вдоль ряда оборудования.
Недостатком прототипа является то, что поворотный стол позволяет одновременно обслуживать только один вулканизатор. Пресс-форма занимает на поворотном столе только две позиции, с одной позиции происходит загрузка (выгрузка) пресс-формы, на другой - перезарядка пресс-формы заготовками ремней. Это снижает производительность установки в целом.
Задача изобретения состоит а том, чтобы получить новый технический результат - повышение производительности труда.
Для достижения указанного результата в известной установке для вулканизации бесконечных резинотканевых изделий, содержащей установленные в ряд вертикальный вулканизатор, средство для стабилизации изделий после вулканизации, поворотный стол, барабанные пресс-формы и автооператор для перемещения пресс-форм вдоль ряда оборудования, имеется соосно установленное с поворотным столом под прямым углом к ряду оборудования устройство для перезарядки пресс-форм, которое связано с поворотным столом дополнительным автооператором аналогичной с основным автооператором конструкции.
Кроме того, результат достигается тем, что поворотный стол снабжен гнездами для пресс-форм, число которых больше двух. Результат достигается и тем, что основной автооператор снабжен поворотной вокруг его вертикальной оси консольно смонтированной формой с закрепленными на ней параллельными зубчатыми рейками, сцепленными с шестернями привода захвата пресс-форм.
На фиг. 1 изображена установка, общий вид сбоку; на фиг. 2 - то же, общий вид в плане; на фиг. 3 - общий вид автооператора вулканизации; на фиг. 4 - вид А на фиг. 2; на фиг. 5 - разрез по Б-Б на фиг. 4; на фиг. 6 - поворотная форма автооператора.
Установка для вулканизации бесконечных резинотканевых изделий содержит установленные в ряд вертикальные вулканизаторы 1 (см. фиг. 1 и 2) и устройство 2 для стабилизации длины ремня после вулканизации и поворотный стол 3 с гнездами 4 для барабанных пресс-форм 5. Параллельно ряду вулканизаторов, устройству для стабилизации длины ремня и поворотному столу установлен рельсовый путь 6, по которому перемещается автооператор 7 для последовательной перезарядки вулканизаторов 1, устройства для стабилизации 2 и гнезд 4 поворотного стола 3.
Рядом с поворотным столом установлен перезарядчик 8 барабанных пресс-форм с автооператором 9 для транспортирования барабанных пресс-форм с готовыми изделиями от гнезд поворотного стола к перезарядчику и перезаряженных пресс-форм от перезарядчика к поворотному столу. Автооператор 7 выполнен в виде перемещаемой по рельсовому пути 6 каретки 10 (см. фиг. 3), представляющей собой металлический каркас, внутри которого консольно вмонтирована поворотная ферма 11 с закрепленными на ней двумя параллельными зубчатыми рейками 12, сцепленными с зубчатыми шестернями 13 привода 14 вертикального перемещения захвата 15 пресс-форм. Захват 15 закреплен на платформе 16, на которой смонтирован привод 14 и которая вместе с приводом и захватом перемещаются по рейкам 12, расположенным во втулках 17 платформы (см. фиг. 5 и 6).
На каретке 10 установлен привод 18 поворота формы 11 и привод перемещения каретки по рельсовому пути 6 (на фигурах не показан). Перезарядчик 8 пресс-форм известной конструкции выбирается в зависимости от конструкции барабанной пресс-формы (разъемной или складной). Автооператор 9 для перемещения пресс-форм со стола 3 на перезарядчик 8 и обратно содержит раму 19 (см. фиг. 4) с катками 20, рельсовыми путями 21 и приводом возвратно-поступательного перемещения (на фигурах не показан).
На раме 19 смонтирован захват пресс-форм с приводом его вертикального перемещения. Конструкция захвата и привода его вертикального перемещения аналогична их конструкции в автооператоре 7. Отличие их только в том, что форма с рейками неподвижно закреплена на раме 19 (не имеет привода поворота ее относительно рамы).
Работа установки осуществляется автоматически с использованием датчиков обратной связи, систем управления приводами перемещения и жестких упоров (на фигурах не показаны). Для вулканизации бесконечных резинотканевых изделий сначала производят последовательную сборку пресс-формы 5 на перезарядчике 8, где в пресс-форму помещают заготовки изделий. По мере готовности пресс-формы автооператор 9 устанавливают над пресс-формой и опускают платформу 16, сцепляют захват 15 с пресс-формой. После этого автооператор 9 перемещают по рельсовому пути 21 до свободного гнезда 4 в поворотном столе 3 и опускают в гнездо пресс-формы, одновременно расцепляя ее с захватом 15. После этого поворачивают стол 3 на один шаг, подводя под автооператор 9 очередное свободное гнездо 4 стола до сборки очередной пресс-формы на перезарядчике 8. Далее производят сборку и остальных пресс-форм, загружая поочередно гнезда в поворотном столе. При установке гнезда 4 поворотного стола с пресс-формой 5 соосно с рядом вулканизаторов 1 автооператор 7 устанавливают над пресс-формой, приводом вертикального перемещения 14 захвата 15 опускают платформу 16, соединяют захват 15 с пресс-формой, поднимают пресс-форму, одновременно отводя ее в сторону от вулканизаторов приводом 18 поворота фермы 11. Далее перемещают каретку 10 по рельсовому пути 6 до соответствующего вулканизатора, поворачивают в обратную сторону приводом 18 ферму до совмещения пресс-формы с заранее открытым для этого вулканизатором. После этого опускают пресс-форму в вулканизатор, отсоединяют захват 15 от пресс-формы, поднимают платформу 16 с захватом над вулканизатором и одновременно поворачивают ферму 11 приводом 18. Затем автооператор 7 отводят по рельсовому пути 6 в обратном направлении для захвата очередной пресс-формы с заготовками изделий, установленной на соосном с рядом вулканизаторов гнезде стола 3. В таком порядке загружаются все вулканизаторы пресс-формами при этом гнездо 4 на столе 3, соосное с рядом вулканизаторов, всегда остается свободным.
По окончании вулканизации в очередном вулканизаторе последний автоматически открывается и этим подается сигнал на автооператор 7, который подъезжает к нему, поворачивает ферму 11 к вулканизатору, соединяет захват 15 с пресс-формой и переносит ее на устройство 2 для стабилизации, где происходит соответствующее охлаждение изделий. После стабилизации пресс-форма автооператором 7 переносится на стол 3 и свободное от пресс-формы гнездо 4. После установки пресс-формы в гнездо 4 и освобождении захвата 15 от пресс-формы происходит поворот стола 3 и пресс-форма с готовыми изделиями устанавливается напротив рельсового пути 21 перезарядки пресс-формы. В этот момент автооператор 9 с помощью захвата 15 соединит платформу 16 с пресс-формой и последняя переместится на перезарядчик 8 для замены готовых изделий на заготовки с последующей установкой перезаряженной пресс-формы в свободное гнездо стола 3. При повороте стола под автооператором 7 установится гнездо с пресс-формой, в которой собраны заготовки изделий и автооператор 7, соединяя захват 15 с пресс-формой, переносит ее к освободившемуся от пресс-формы вулканизатору и загружает его пресс-формой с заготовками.
Далее цикл работы повторяется: автооператор 7 после очередного открытия вулканизатора выгружает из вулканизатора пресс-форму с готовыми изделиями, перемещает ее на стабилизацию и после стабилизации устанавливают в свободное гнездо стола 3. После этого пресс-форма за счет поворота стола устанавливается на место для перезарядки, где она автооператором 9 отправляется - к перезарядчику 8, а очередная пресс-форма после поворота стола автооператором 7 транспортируется и загружается в свободный от пресс-формы вулканизатор, который после загрузки автоматически закрывается, где происходит вулканизация очередной пресс-формы с заготовками изделий.
Использование данной установки для вулканизации бесконечных резинотканевых изделий позволяет полностью автоматизировать технологический процесс вулканизации заготовок изделий, за счет чего увеличить производительность установки и исключить применение при этом ручного труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для вулканизации бесконечных резинотканевых изделий | 1991 |
|
SU1821386A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1983 |
|
SU1100123A1 |
| Перезарядчик к поточной линии для вулканизации покрышек пневматических шин | 1982 |
|
SU1073123A2 |
| Автоматическая линия для формирования и вулканизации покрышек | 1973 |
|
SU524347A2 |
| Устройство для выгрузки свулканизованных покрышек | 1980 |
|
SU904250A1 |
| Перезарядчик к поточной линии для вулканизации покрышек | 1982 |
|
SU1033359A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1979 |
|
SU927539A1 |
| Установка для изготовления бесконечных резинокордных лент | 1989 |
|
SU1666349A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1984 |
|
SU1299037A2 |
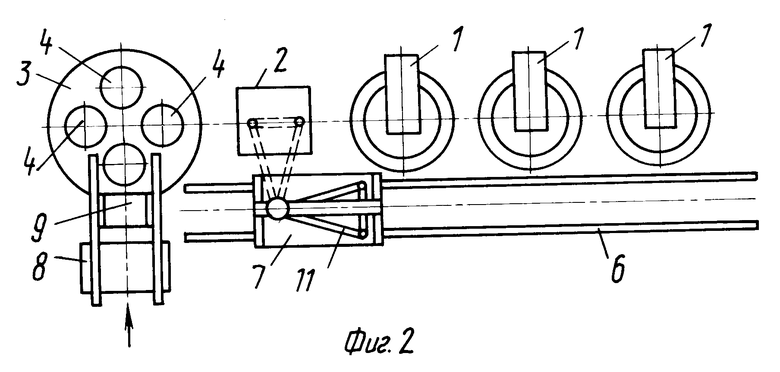


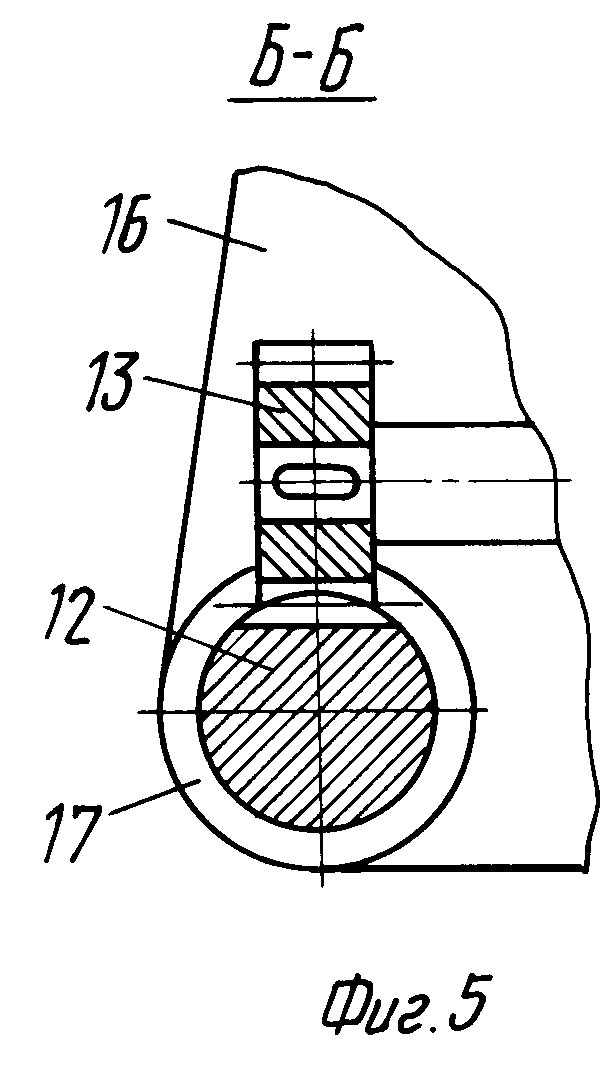
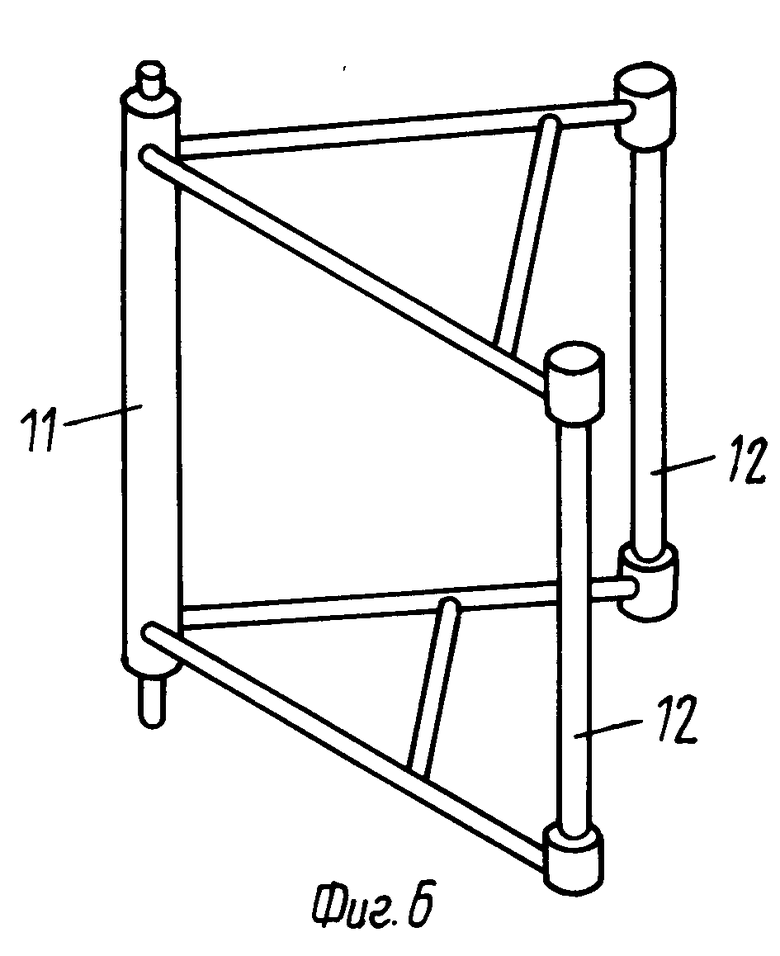
Использование: вулканизация бесконечных резинотканевых изделий, преимущественно клиновых ремней на барабанных разъемных (кольцевых) или складных пресс-формах в диафрагменных вулканизаторах вертикального типа. Сущность изобретения: установка содержит установленные в ряд вулканизаторы 1, устройство для стабилизации изделий, поворотный стол, барабанные пресс-формы 5 и автооператор для перемещения пресс-форм вдоль ряда оборудования. Установка снабжена соосно установленным с поворотным столом и под прямым углом к ряду оборудования устройством 8 для перезарядки пресс-форм, которое связано с поворотным столом дополнительным автооператором аналогичной с основным автооператором конструкции. Поворотный стол снабжен гнездами, число которых больше двух. Основной автооператор снабжен поворотной вокруг его вертикальной оси консольно смонтированной фермой с закрепленными на ней параллельными зубчатыми рейками 12, сцепленными с шестернями 13 привода 14 вертикального перемещения захвата пресс-форм. 2 з.п. ф-лы, 6 ил.
| СПОСОБ ОПРЕДЕЛЕНИЯ ГАЗОВ В ТВЕРДЫХ ВЕЩЕСТВАХ | 0 |
|
SU256345A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
