Известна а,втом1а.тиче1окая тюггочная линия для формования и вул каекзадйи покрышек, выполненная IB виде одной ветви, в которой со:во.ку|Пно примвнены ,по1следо.ва1телыно устаг новленные по ходу техн0|логиче1окого процесса траиспортные устройства, )В ключа.Ю1Ш,и:е (крючКО1ВЫЙ конвейер для .подачи заготовок и ленточный транспортер для отбора овулк авизоваиных покрышек, лередвижной форматорперезарядчик, выполненный в виде портала, Передвигающегося по рельсам,, снабженного механизмами для .В|Ск,рытия и затирания дреос-форм, для загрузки, формования н, выгрузки, изделий, и вулканизадионные устройства, выполненные в виде ряда вулканизаторов, состоящих из металлических опор, на iKOTopbix смонтированы пресс-формы с встроенными диафрагмами, -паровыми рубашками и системами подачи теплоносителя, а1вт(0|матиче|око)по управления и контроля процаоса формования .и щ л1каниза1ции1. Такая автоматическая поточная лииия при строителыстве потребует больших капитальных затрат, так как имеет увеличенную металлоемкость механизмов и элементов на одно вушканизаЦиовное устройство.
.Предлагаемая автоматическая поточная линия для форм.оваеия .и вулканизации не имеет этих недостат1ков и ОТл.ичает1ся тем, что она выполнена в виде двух ветвей, IB которых совокупно применены стоследова|Тельно установленные 1ПО ходу технологиче.окого продеооа форматорьнпер.езарядчики., .выполненные стацио.нарньши, включающие 1приспос0|бления для пода(чи теплоносителя с самоу|Пло,тняющимйся -манжетами, поджимаемыми, клиньяМ.И., передвижные преюс-фдрмы с клапанными коробками, служащими седлами, для заж.и.мных 1КЛИ1Ньев, столы слива воды, 1И в.у|л.канизадионные устройства, представляющие собой
камеры с элементами напрева .и толкателямИ-упораМ:И на бесконечной двпи, етред назначенными для передвижения пресс-форм.
Эта поточная линия отличается также тем,
что форма)ТОрЫ-перезаря1ДЧИ1ки снабжены приопособлением, юмонтированным иа станине, выполненным в виде заХ|Ваггов, закрепленных на штоках гидроцилиндров, и .для управления диафрагмой - устройством, смонтированным
.на травер1се, представляющи1М со|бой втул.ки с встроенными Ш1П01Н1К1ам1И и управляемым пневмодилиндрами. Кро.ме того, эта 1поточ1ная лнния отличается тем, что тра|н.опартное устройство онабже.но реечными толкателя,ми .с
электр01приводом и карепкоп в виде тележ1ки, перемещаемой на .рельсовых путях бесконечной депью.
(Предлагаемая поточная линия обеспечит повышение гороизводительности .и снижение
средслв а1втома|тичеокого управлеиия и контроля этроцеосЗ формоваиия и в такаяизащии заготовок покрышек В за|М|Кнутом цикле.
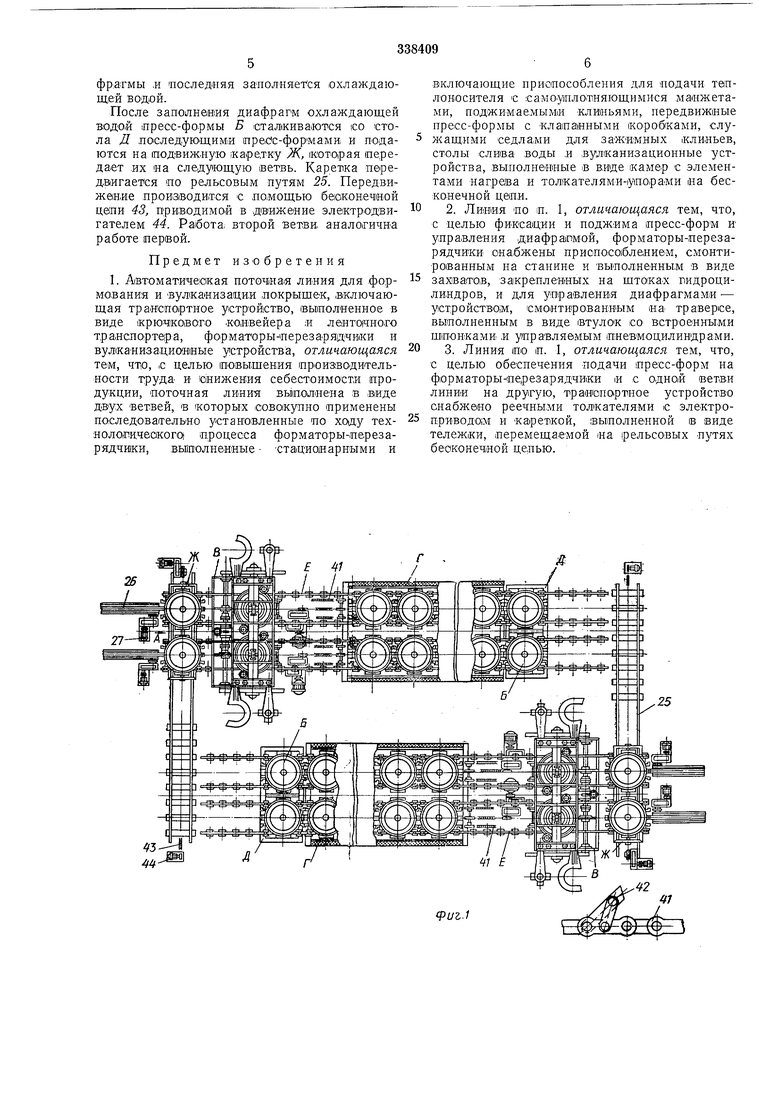
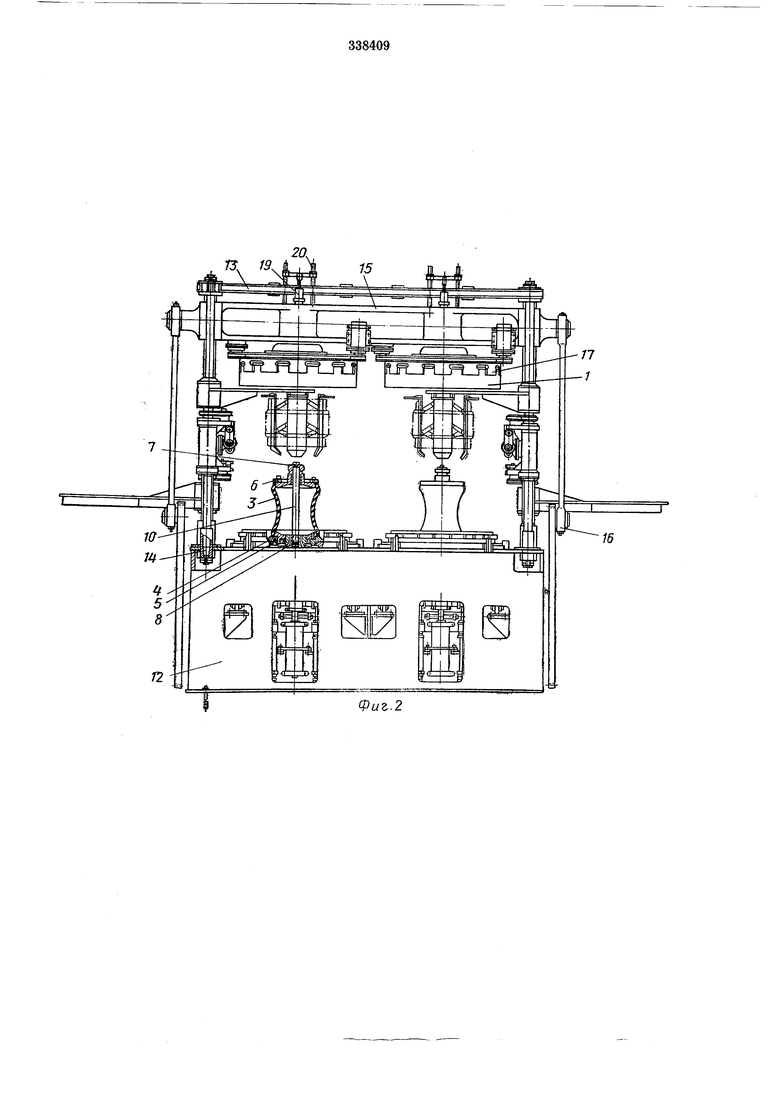
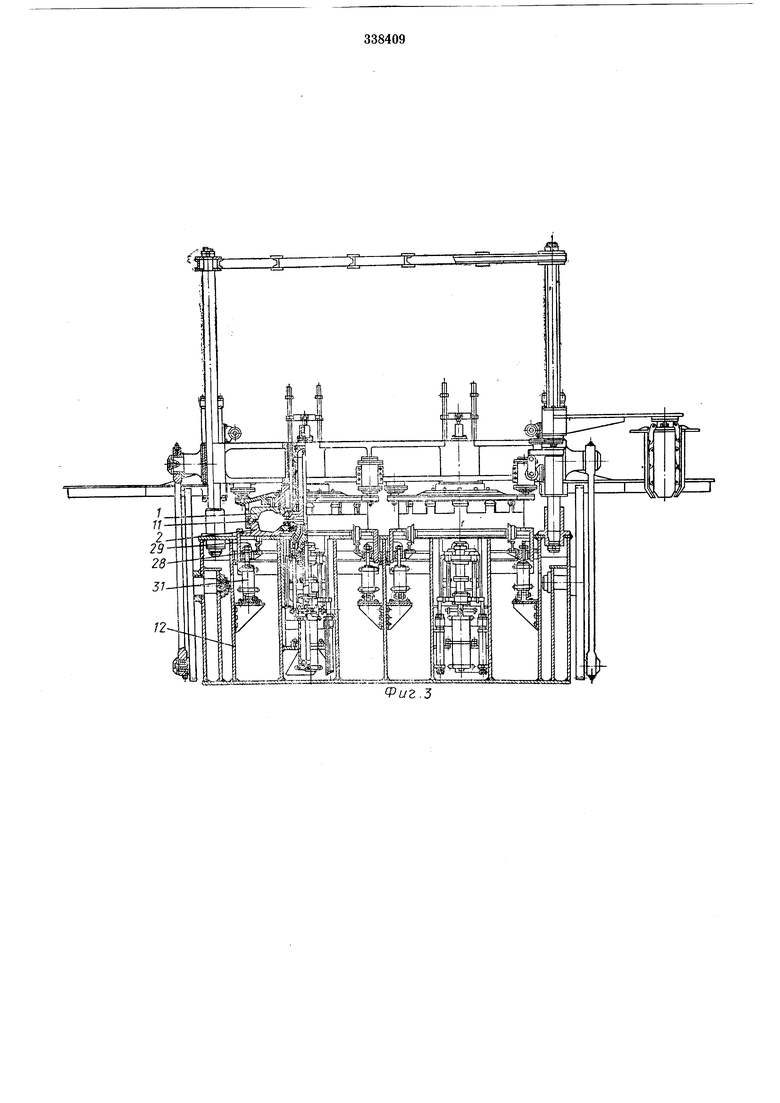
На фиг. 1 ивображена лредлатаемая автоматическая поточная линия в плане; на фиг. 2 - вид П0 стрелке Л на фиг. 1 /с поднятой траверсой иерезарядчека; иа ф,иг. 3 - то же, ;с юлущенной траверсой; на фйг. 4-узел подачи теплоносителя в диафрагму; на фиг. 5 - узел управления диафрагмой и разрезы по 3-3 и И-И; ,на ф.иг. 6 - стол для З-стайовКи торесс-фор1м; 1на фиг. 7 - узел подачи теплоносителя в плане.
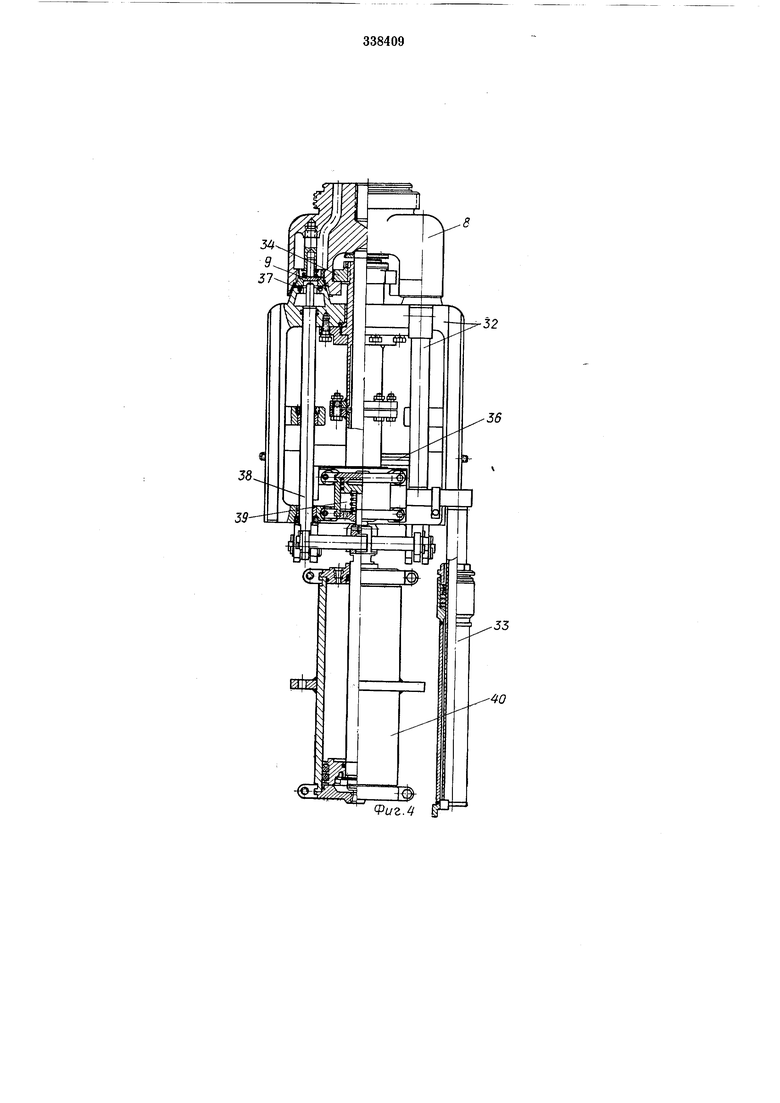
Автоматическая поточная линия для формования и вулканизации покрышек включает Л1ве оди1на1ковые по конструкции ветви, работающие по замкнутому циклу. Каждая из вет)вей состоит из необходимого числа подвижных пресс-форм Б (см. фиг. 1), одного стационарного форматора-парезарядчика В, одной стационарной вулканизациодной камеры Г, стола Д слива воды, транспортных устройств Е и одной ПОДВИЖНОЙ iKapeTiKH ЖПресс-форма Б состоит из двух половин: верх|це« / (ем. фиг. 3) и нижней 2. Резиновая диафрагма 3 (см. фиг. 2), необходимая для формования и вулканизации еожрышек, IBMOH-. тирована в пресс-форму и коицы ее закреплены :между металлическими дисками: нижний - между дисками и 5, а (верхний - между дисками 6 № 7. К 4 на резьбе крепится коробка 8 (см. фаг. 2, 4), через которую производится подана теплоносителя в /полость диафрагмы. Коробка 8 имеет ,пружиненные «лапаиы 9, которые закрывают выход теплоносителю из диафрагмы. В коробке 8 укреплен шток 10, который служит для поддержки верхних дисков .в период выгрузки свулканизованных в загрузки сырых покрышек.
Для восприятия распорных усилий, Копгорые возникают при вулканизации покрышек, дресс-форМа снабжена клиновым байонетным затворОМ 11 (см. фиг. 3), который укреплен на верхней пол у форме 1 (см. фиг. 2).
Форматор-дерезарядчик В состоит из станины 12 (см. фиг. 2, 3), поперечной рамы 13 и колонц 14, которые служат направляющими для подвижной траверсы 15. Траверса 15 приводится в движение кривошипно-шатунным механизмом 16. На траверсе 15 смонтированы ключи 17, .которые производят поворот байонетного затвора 1,1. При помощи ключей 17 проиСходит сцепление верхней полуформы 1 с траверсой 15 и открывание байонетного затвора 11 для замы1ка1ни1я полуформ 1 и 2.
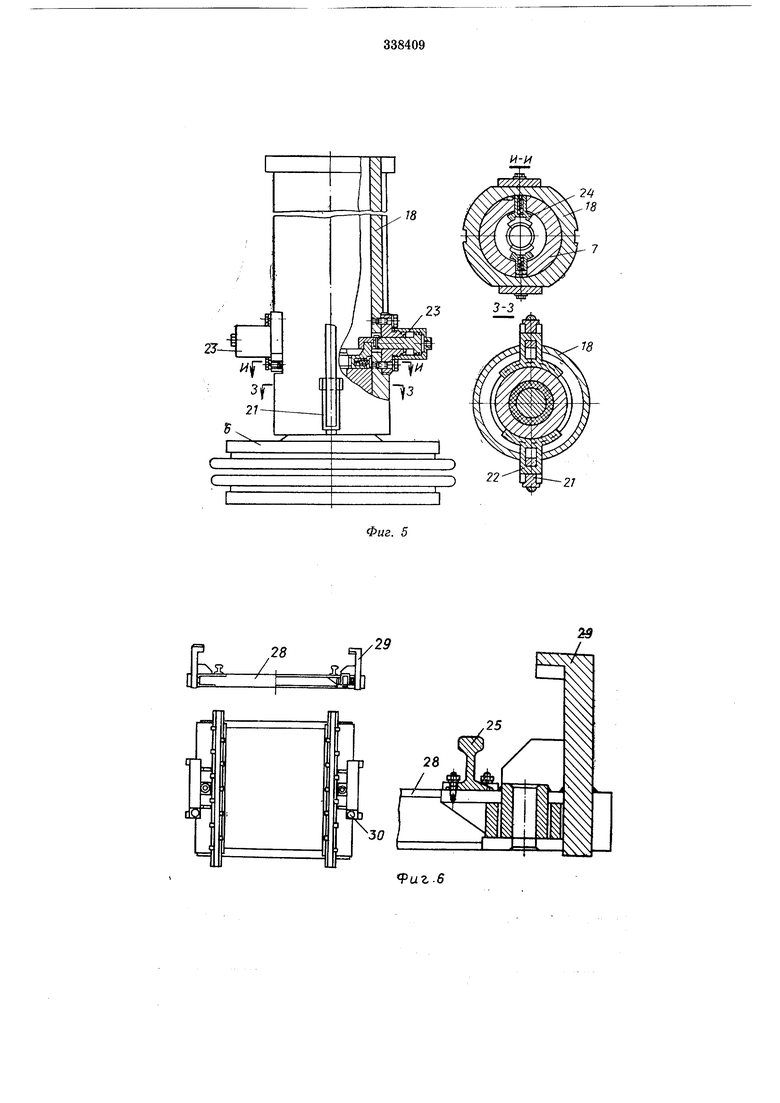
На траверсе 15 установлены также механизмы упраавлбния диафрагмами. В момент, когда траве)рса 15 соединяется с нолуформой /, втулки 18 (см. фиг. 5), прикрепленные к траверсе, касаются верхнего диска 6 (см. фиг. 2) диафрагмы 3, пневмоцилиндр 19 через тяги 20 и клиновые рамки 21 (см. фиг. 5) вдвигает шпонку 22 в паз диска 6, сочленяя детали 6 и 18. Траверса, поднимаясь, производит подъем верхнего диока 6 диафрагмы. Когда ди.афрагма .вытянута до кужнюго размера, пневмоцилиндр 23 шпонками 24 сочленяет диюк 6 со штоком 10 (см. фиг. 2), а пнев5 моцилиндр 19 разъединяет д|иок 6 и 1втул.ку 18 (см. фиг. 5).
Пресс-формы Б к форматору-перезарядчику В подаются каретками Ж по. рельсовому пути 25. Реечный толкатель 26, приводимый
0 в движение электродвигателем 27, переоивигает п.реос-фор1М|Ы на стол 28 (см. ф,иг. 6), смонтиро.ванный на станине 12 (см. фиг. 2, 3) форма.тора-перезарядчика В. На столе 28 пресс-формы проходят под захватами 29 (юм.
5 фиг. 3, 6) 1И фиксируются защелками. 30, при
этом ги.дроцилнндр 31 опускает стол 28 и
плотно пр1ижимает пресс-форму к ста.нине 12
в строго фиксированном положении.
В станине 12 форматора-перезарядчика В
0 установлено- приспособление для подачи теплоносителя IB полость диафрагм, состоящее из коллектора 32 (см. фйг. 4), к которому .по трубам с телескопичеоким соединением 33 подводится теплоноситель, и зажимных
5 клиньев 34, про.изводящи1Х смыкание коллектора 32 с клапанной коробкой 8.
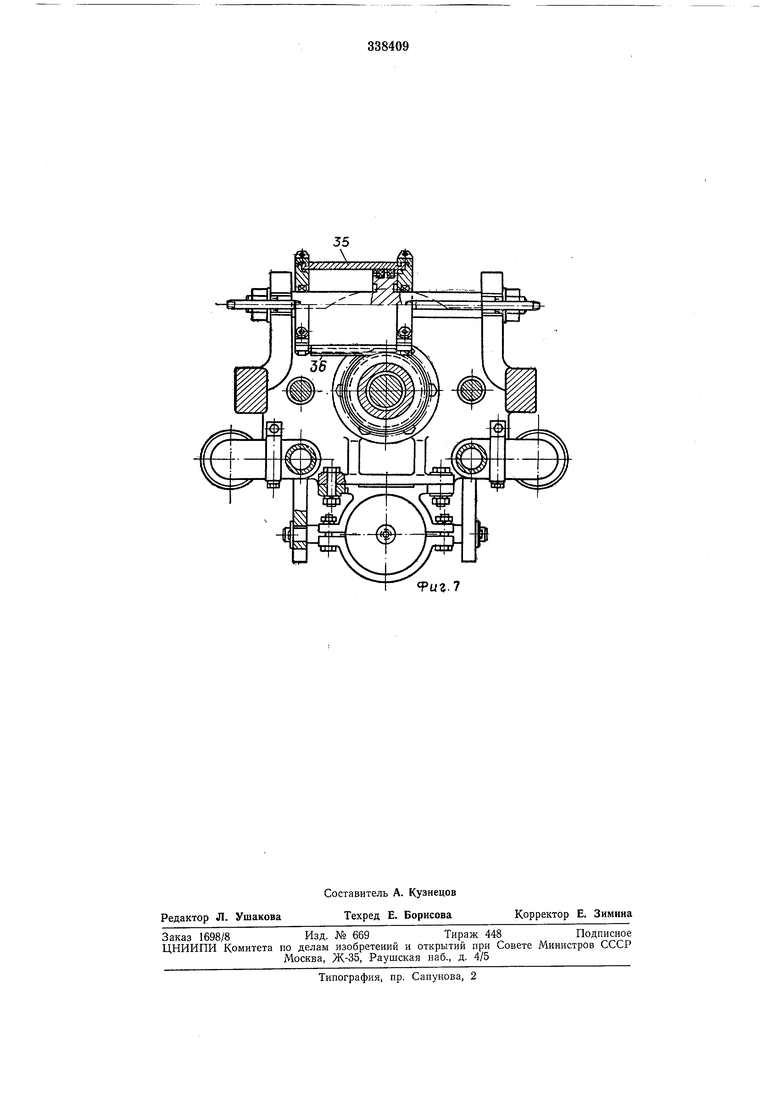
ЗажимНые 1клннья 34 приводятся во .вращение гидрОЦилиндром 35 (см. фиг. 7), который имеет на корпусе рейку 36, на1ходящую)ся
0 в зацеплении с шестерней клиньев 34 .(см. фиг. 4). При СОЧЛ6Н9НИИ коллектора 32 с коробкой 8 клинья 34 входят IB седла коробки 8. По месту стыка поставлена самоуплотняющаяся манжета 37. Отк рытие 1клацана 9
5 производится штоком 38, приводимым в движ,ен1Ие гидроцилиндром 39.
Для отрыва покрышек от нижней полуформы 2 (см. фиг. 3) под приспособлением для подачи теплоносителя установлен гидрори0 линдр 40, который 1поднимает покрыш1ку вместе с механи13мо.м подачи теплоносителя. После перезарядки гидроцилиндр 31 поднимает стол 28 и, перезаряженные пресс-формы Б сталкиваются с .каретки Ж реечным толкателем 26. От перезарядчижа прасс-формы попадают с помощью бесконечной депи 41 и толкателей-упоров 42 в вулканизационную камеру Л Вулкан из ационная камера представляет собой металлический кожух, покры0 тый тер|моизоля1цией.
По всей длнне вулканизационной камеры расположены не показанные на чертежах нагревательные элементы и терморегуляторы для автоматической регулировки температуры
5 по зона.м. При. вулканизации предусмотрен Электронагрев путем закладки электронагревательных элементов в тело пресс-формы.
Из вулканизациолной камеры пресс-формы бесконечной .цапью 41 подаются к столу слива Д. Стол Д оборудован механизмами установки и фиксации пресс-форм № .устройство м для подачи теплоносителя в диафрагму, а.нало:гичнъ1м и устано1Вле1Н1Н|Ым в (ставине 12 форматора-перезарядчика В. На столе слива Д
фр:а:гмы ,и по следняя заполняется охлаждающей водой.
После заполнаняя диафрагм охлаждающей водой лреос-фо-рмы Б стал1киваются со стола Д последующими прбйс-формами и подаются на иодвиж.ную 1каре,тку Ж, которая передает их на следующую ветвь. Каретка перед.вигает1ся по рельсовым путям 25. Передвижевие производится с помощью беюконечной цепи 43, приводимой в движение электродвигателем 44. Работа/ второй ветви аналогична работе первой.
Предмет изобретения
1. Автоматическая поточная линия для формования и Вулканизации локрыщек, включающая траиопортное устройство, выполненное в виде крючкового .конвейера ;и ленто(чного транспортера, форматоры-перезаряд-чики и вулканизадианиые устройства, отличающаяся тем, чтю, .с целью иовыщения производительности т-руда И снижения себестоимости продукции, поточная линия выполнена в виде двух ветвей, в которых совокупно применены последовательно установленные по ходу технол0гги,чеакого| процесса форматоры-перезарядчики, выполненные -стационарными и
включающие приспособления для подачи танлоносителя с само.у|плотняющимися манжетами, поджимаемым1И клиньями, передвижные пресс-формы с клапанными коробками, служащ,ими седла|МИ для зажимных клиньев, столы слива воды .и вулканизационные устройства, выполненные в виде камер с элементами нагрева и толкателями-упорами на бесконечной цепи.
2. Линия по п. 1, отличающаяся тем, что, с целью фиксации и поджима пресс-форм и управления диaфpaJDмoй, форматоры-перезарядчики снабжены приспосо1блением, смонтированным на станине и выпол;ненным в виде
захватов, закрепленных на щтока-х гидроцилиндров, и для управления диафрагмами устройством, смонтированным на траверсе, выполненным в виде втулок со встроенными шпонками: ,и управляемым тневмоцилиндрами.
3. Линия по п. 1, отличающаяся тем, что, с целью обеспечения подачи оресс-форм на форматоры-оерезарядчики и с одной ветви линии на другую, транспортное устройство снабжено реечными толкателями с электроприводо;м и кареткой, выполненной в виде тележки, перемещаемой на рельсовых путях бесконечной целью.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК | 1969 |
|
SU243817A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Устройство для вулканизации покрышек пневматических шин | 1979 |
|
SU891470A1 |
| Форматор-перезарядчик многопозиционного вулканизатора для формования и вулканизации покрышек пневматических шин | 1985 |
|
SU1305045A1 |
| Форматор-перезарядчик к автоматической линии для формования и вулканизации покрышек | 1981 |
|
SU994291A1 |
| Автоматическая линия для формирования и вулканизации покрышек | 1973 |
|
SU524347A2 |
| КАРУСЕЛЬНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ АВТОПОКРЫШЕК | 1967 |
|
SU204553A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1982 |
|
SU1047051A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1983 |
|
SU1100123A1 |
| Форматор-переразрядчик для автоматической линии формования и вулканизации покрышек | 1971 |
|
SU453024A1 |
Фиг.2 1ФГ
(Риг.2
32
36
(Риг. fИ-И
21
Фиг. 5
28
s5g
Фиг.
