Изобретение относится к области стройиндустрии и может быть использовано при производстве объемных изделий, например, блок-комнат из мелкозернистого бетона..
Цель изобретения - повышение качества и снижение себестоимости объемного изделия в блочном домостроении за счет использования неэнёргоемкого материала.
Указанная цель достигается тем, что в способе изготовления железобетонных объемных изделий, включающем приготовление бетонной смеси с добавкой газо- образователя и поверхностно-активного вещества, укладку ее в форму, уплотнение, установку крышки на форму, подъем температуры, изотермический прогрев и охлажде- .
ние изделий, бетонную смесь готовят с заполнителем, кварцевым песком, а в процессе подъема температуры и изотермической выдержки осуществляют многократное циклическое вибрирование при избыточном давлении 10-50 г/см на твердеющую смесь. . :- ; ;. .-.
; Способосуществляютсяедующимобра- збм. . . : ; ..
Приготавливают бетонную смесь, в состав котоЈой вводят заполнитель - кварцевый песок 55-72%, цемент- 16-28%, воду
- 12-17%, поверхностно-активную добавку
- соль абиетиновой кислоты - 0,01-0,06%, известковое тесто 50% -0,02-0,2% и газо- образователь ПАП-t -0,002-0,004%. В процессе перемешивания компонентов в
со
Ю
-
4. О
образовавшуюся смесь вовлекается воздух до достижения смеси требуемой плотности, обеспечивающей использование ее в блочном домостроении при изготовлении объемных изделий. Таким образом, приготовленную смесь, плотностью 1750-1900 кг/м3, исходя из условий нормативной плотности бетона 1600-1800 кг/м3, укладывают в объемную форму и уплотняют. До начала газообразования в смеси на форму устанавливают крышку, при этом, легкую крышку фиксируют с формой, либо используют крышку весом, обеспечивающим давление на смесь в закрытой форме в пределах 10- 50 г/см2. После фиксации крышки с формой осуществляют подъем температуры со скоростью 70-150°С в час до температуры изотермической выдержки в пределах 80-95°С, в зависимости от вида цемента. В процессе нагрева смеси происходит активное газообразование и нагрев имеющихся пузырьков воздуха в смеси, за счет чего создается избыточное давление внутри смеси 10-50 г/см2, при котором в процессе твердения смеси происходит уплотнение цементного геля. В связи с тем, что объемная форма имеет замкнутую пространственную конфигурацию, линейные деформации, из-за опережающего по отношению к бетону, нагрева формы, приводят к трещинообразо- ванию на ранней стадии твердения, т.е. появляются механические разрывы. С целью их ликвидации производят многократное, например пятикратное, циклическое вибрирование смеси в объемной форме в течение 40-90 мин нагрева. В процессе каждого цикла бетонная смесь переходит в тиксотропное состояние, что обеспечивает омрноличивание образовавшихся трещин. Подъем температуры заканчивают в период окончания последнего цикла вибрирования, который производят после окончания газообразования и достижения заданной температуры. Изотермическое выдерживание смеси в объемной форме при 80-95°С осуществляют в течение 8-12 ч, в течение 2ч изделие остывает и его извлекают из формы.
П р и м е р. В бетоносмесителе приготавливают бетонную смесь, содержащую кварцевый песок (заполнитель) с модулем крупности 1-2 и в количестве 57,5%, цемент БТЦМ500-- 28,2%, соль абиетиновой кислоты в виде 10% раствора смолы древесной омыленнрй (СДО) - 0.04%, известковое тесто (стабилизатор) - 0,10%, алюминиевую пудру ПАП-1, смоченную 1 % раствором СДО -0,003% и воду - 14,2 % с учётом воды, содержащейся в растворе СДО.
В процессе перемешивания смеси в бетоносмесителе вовлекаемый в смесь воздух понижает ее плотность до 1830 кг/м3, т.е. достаточную для изготовления объемного
5 изделия. Затем смесь укладывают в лабораторную форму и производят ее уплотнение в течение 5-1.0 с. До начала газообразования на форму устанавливают крышку, которая обеспечивает давление 10, 30, 50 г/см2,
0 формуют образцы-кубы, размером 100x100x100 мм. После фиксации крышки с формой осуществляют подъем температуры со скоростью 70, 110, 150°С в час до Температуры изотермической выдержки
5 соответственно 85-95°С. Затем производят . изотермическое выдерживание в течение 10 час, по технологии изготовления объемных изделий, которое способствует уплотнению цементного геля. Появившиеся микротре0 щины были устранены пятикратным циклическим вибрированием Смеси и закрытой форме в период подъема температуры в течение 40, 65, 90 мин, в зависимости от скорости нагрева бетонной смеси. Готовые
5 образцы извлекают из форм, часть образцов подвергают испытаниям, а оставшиеся образцы испытывают через 28 сут нормального хранения.
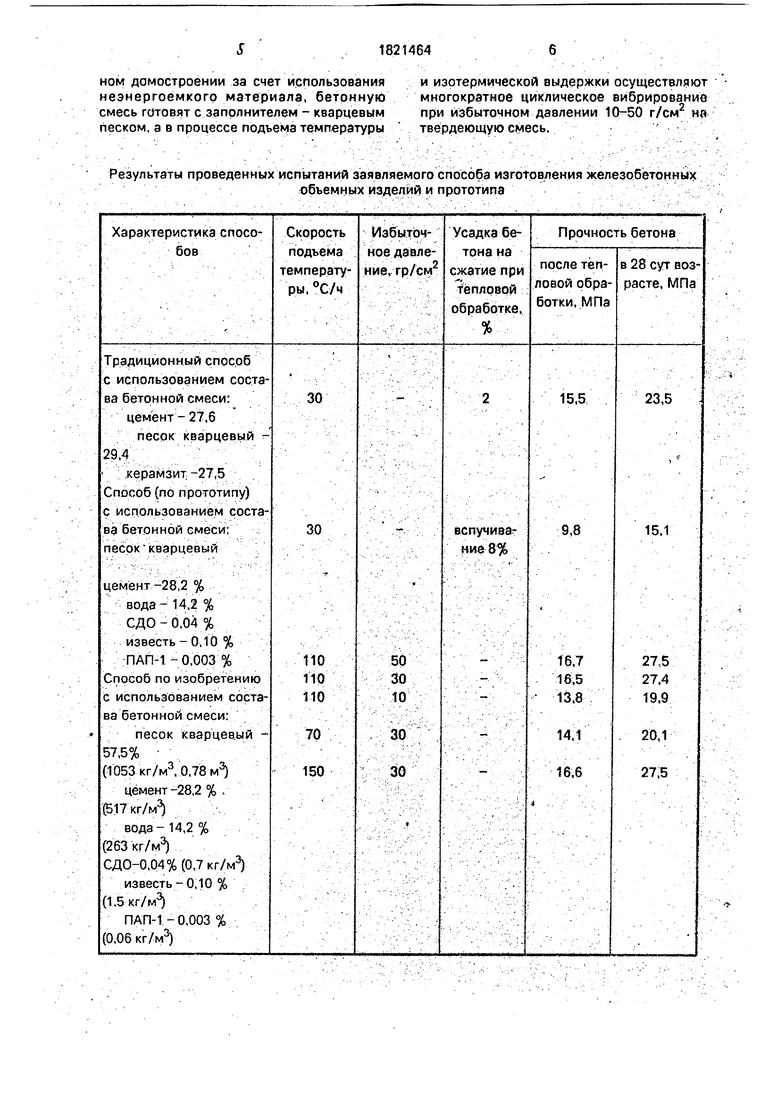
Результаты испытаний заявляемого
0 способа изготовления объемных железобетонных изделий и прототипа - способа изготовления объемных изделий, приведены в таблице..
Предлагаемый способ изготовления же5 лезобётонных изделий, по сравнению с прототипом, с использованием в качестве заполнителя только песка кварцевого, не имеет усадочных деформаций, а при оптимальных режимах подъема температуры со
0 скоростью 70-150°С и давлением на смесь 10-50 г/см2, превышает прочностное характеристики прототипа на 16,6%. За счёт использования в предлагаемом способе дешевого поризованного песчаного бетона,
5 вместо дорогого и энергоёмкого кёрамзито- бетона (по прототипу), снижается себестоимость готового объемного изделия, блок-комнаты в блочном домостроении на 6-8 руб. м изделия...;
0 Ф о р м у л а из об ре т е ни я
Способ изготовления железобетонных объемных изделий, включающий приготовление бетонной смеси с добавкой газообра- зователя и поверхностно-активного
5 вещества, укладку ее в форму, уплотнение, установку крышки на форму, подъем температуры, изотермический прогрев и охлаждё- .ние изделий, о: т л и.ч а ю щ и и с я тем, что,
с целью повышения качества, и снижения Себестоимости объемного изделия в блочном домостроении за счет использования неэнергоемхогр материала, бетонную смесь готовят с заполнителем - кварцевым песком, а в процессе подъема температуры
и изотермической выдержки осуществляют многократное циклическое вибрирование при избыточном давлении 10-50 г/см2 на твердеющую смесь.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тепловой обработки сборных железобетонных изделий | 2023 |
|
RU2807733C1 |
| Способ изготовления железобетонного объемного блока | 2017 |
|
RU2650151C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИХ ПРОИЗВОДСТВА | 2003 |
|
RU2270091C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОНА | 2012 |
|
RU2528794C2 |
| БЕТОННАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ БЕТОНА ИЛИ ЖЕЛЕЗОБЕТОНА, СПОСОБ ПРИГОТОВЛЕНИЯ БЕТОННОЙ СМЕСИ ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ ИЗ БЕТОННОЙ СМЕСИ | 1993 |
|
RU2010019C1 |
| ГИДРОФОБИЗИРУЮЩИЙ ГРАНУЛИРОВАННЫЙ ЗАПОЛНИТЕЛЬ ДЛЯ БЕТОННОЙ СМЕСИ, СОСТАВ БЕТОННОЙ СМЕСИ ДЛЯ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ БЕТОННЫХ ФАСАДНЫХ ИЗДЕЛИЙ, ДЕКОРАТИВНОЕ БЕТОННОЕ ФАСАДНОЕ ИЗДЕЛИЕ | 2017 |
|
RU2669898C1 |
| Способ изготовления железобетонной блок-комнаты для мобильного цеха блочного домостроения | 2022 |
|
RU2794678C1 |
| Способ формования сборных бетонных или железобетонных изделий | 1990 |
|
SU1794020A3 |
| Способ изготовления легкобетонных изделий | 1985 |
|
SU1337371A1 |
| СУХАЯ СТРОИТЕЛЬНАЯ СМЕСЬ | 2012 |
|
RU2528774C2 |
Изобретение относится к области строй- индустрии и может быть использовано при производстве объемных изделий, например блок-комнат из мелкозернистого бетона, Целью изобретения является повышение прочности и снижение себестоимости готового объемного изделия в блочном домостроении за счет введения в состав бетонной смеси неэнергоемкого заполнителя. Цель достигается тем, что в способе изготовления объемных железобетонных изделий, который включает приготовление и укладку объемной смеси в форму, подъем температуры, изотермический прогрев и охлаждение, подъем температуры производят со скоростью 70-150°С в час. В процессе подъема температуры осуществляется многократное циклическое вибрирование при избыточном давлении 10-50 г/см2 на твердеющую смесь в закрытой форме. В качестве заполнителя бетонной смеси используется кварцевый песок. 1 табл. (Л
Результаты проведенных испытаний заявляемого способа, изготовления железобетонных
объемных изделий и прототипа
| Авторское свидетельство СССР №755773, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ изготовления керамзитобетонных изделий | 1985 |
|
SU1357401A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
