Известны системы для регулирования ироцесса сварки оплавлением, когда закон перемещения подвижной плиты машины задается специальным устройством, а роль регулирования ограничивается коррекцией скорости онлавления при отклонении частоты нульсаций от экстремального значения. Однако такая система оказывается неработоспособной при регулировании по производной частоты пульсаций от сварочиого тока без задания программного перемещения подвижной плиты машины, а нри переходе к сварке других изделий необходимо подбирать новую программу перемещения подвижной плиты.
В предлагаемом устройстве для обеспечения самонастраивания на оптимальный режим сварки в качестве узла формирования сигнала применен оптимизатор иропорциональнощагового типа, снабженный цепью обратной связи по скорости оплавления, а исполнительный орган снабжен цепью обратной связи по сварочному току.
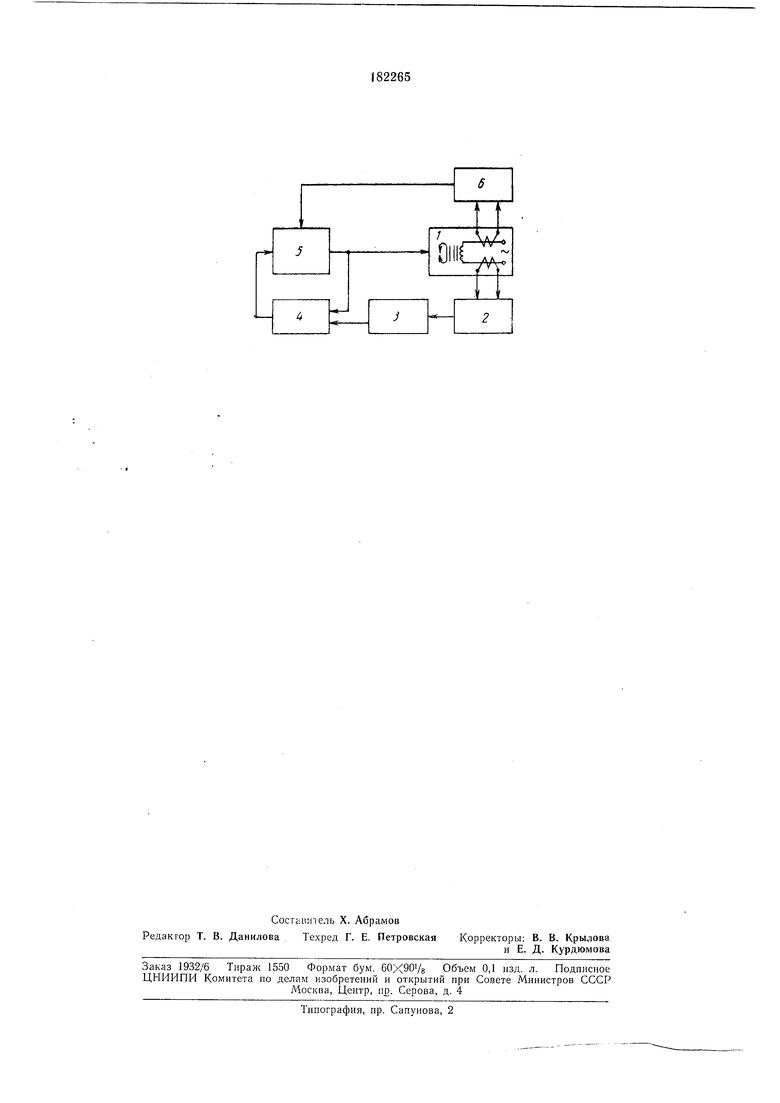
На чертеже изображена схема устройства.
Сигнал с трансформатора тока /, включенного в первичную цепь сварочного трансформатора, поступает на вход датчика 2 частоты пульсаций, на выходе которого получается постоянное напряжение. В дальнейшем это напряжение усиливается усилителем .3 и подается на вход автоматического оптимизатора 4 дискретного действия и после учета направления движения в предыдущем цикле подается команда исполнительиому органу 5 на приращение скорости оплавления в ту или ииую сторону. Устройство 6 непрерывно следит за характером протекания сварочного тока, и в случае превышения установленного уровня подается команда на уменьшения скорости оплавления.
Предмет изобретения
Устройство для регулирования режима контактной стыковой сварки оплавлением, содержащее датчик частоты пульсации сварочного тока, узел формирования сигнала и исполнительный орган, устанавливающий скорость оплавления, отличающееся тем, что, с целью обеспечения самонастраивания на оптимальный режим сварки, в качестве узла формирования сигнала применен оптимизатор проиорциоиально-шагового типа, снабженный ценью обратной связи но скорости оилавления, а исполнительный орган снабжен ценью обратной связи по сварочному току.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки непрерывным оплавлением | 1979 |
|
SU1039668A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1986 |
|
SU1454606A1 |
| Устройство для автоматического управления приводом перемещения подвижной плиты стыкосварочной машины | 1982 |
|
SU1013167A1 |
| Устройство для автоматического управ-лЕНия пРиВОдОМ пЕРЕМЕщЕНия пОдВижНОйплиТы МАшиНы СТыКОВОй СВАРКи | 1979 |
|
SU841856A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1972 |
|
SU350612A1 |
| Машина для контактной стыковой сварки | 1979 |
|
SU1039669A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯЛи | 1967 |
|
SU203110A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1743762A1 |
| Устройство контроля при контактной стыковой сварке оплавлением | 1982 |
|
SU1101336A1 |