сл
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многопроходной обработки отверстий | 1989 |
|
SU1779478A1 |
| Способ обработки отверстий | 1984 |
|
SU1256883A1 |
| КОМБИНИРОВАННЫЙ ОСЕВОЙ ИНСТРУМЕНТ | 2010 |
|
RU2418656C1 |
| СПОСОБ ГЛУБОКОГО СВЕРЛЕНИЯ ОТВЕРСТИЙ | 1991 |
|
RU2045371C1 |
| Способ обработки внутренних кольцевых канавок | 1989 |
|
SU1683897A1 |
| ЦЕНТРОВОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЖЕСТКО КООРДИНИРОВАННЫХ ОТВЕРСТИЙ | 2000 |
|
RU2193951C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2004 |
|
RU2282524C2 |
| ФРЕЗЕРНО-РАСТОЧНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2108208C1 |
| СПОСОБ НАРЕЗАНИЯ ПАЗОВ КРУГОВОГО СЕЧЕНИЯ НА ДЕТАЛЯХ В ФОРМЕ ТЕЛ ВРАЩЕНИЯ | 2003 |
|
RU2246388C1 |
Использование: обработка металлов резанием, а именно обработка корпусных деталей на станках с ЧПУ. Сущность изобретения: в корпусной детали с помощью кольцевого сверла вначале сверлят сквозное отверстие, затем кольцевое сверло с обратной подачей перемещают на высоту t, определяемую величиной припуска на обработку поверхности, лежащей в плоскости, перпендикулярной оси отверстия, после чего обрабатывают поверхность, сообщая кольцевому сверлу движение с поперечной и/или круговой подачей. 4 ил.
Изобретение относится к области обработки металлов резанием и может быть использовано при обработке корпусных деталей на станках с ЧПУ и многоцелевых станках.
Цель изобретения - увеличение производительности обработки корпусных деталей за счет выполнения двух технологических операций одним инструментом.
Поставленная цель достигается тем, что в корпусной детали сначала выполняют сквозное отверстие инструментом, которому сообщают вращение и осевое перемещение, после чего инструменту сообщают обратную подачу в осевом направлении на величину, определяемую заданной высотой припуска на поверхности, лежащей в плоскости, перпендикулярной оси упомянутого отверстия, затем обрабатывают упомянутую поверхность, для чего инструменту сообщают радиальную или круговую подачу. В качестве инструмента, выполняющего две технологические операции, используют кольцевое сверло, что помимо повышения производительности позволяет экономить время и энергию на превращение в стружку остающегося сердечника обрабатываемого материала, а сам сердечник использовать в качестве заготовки для изготовления более мелких деталей.
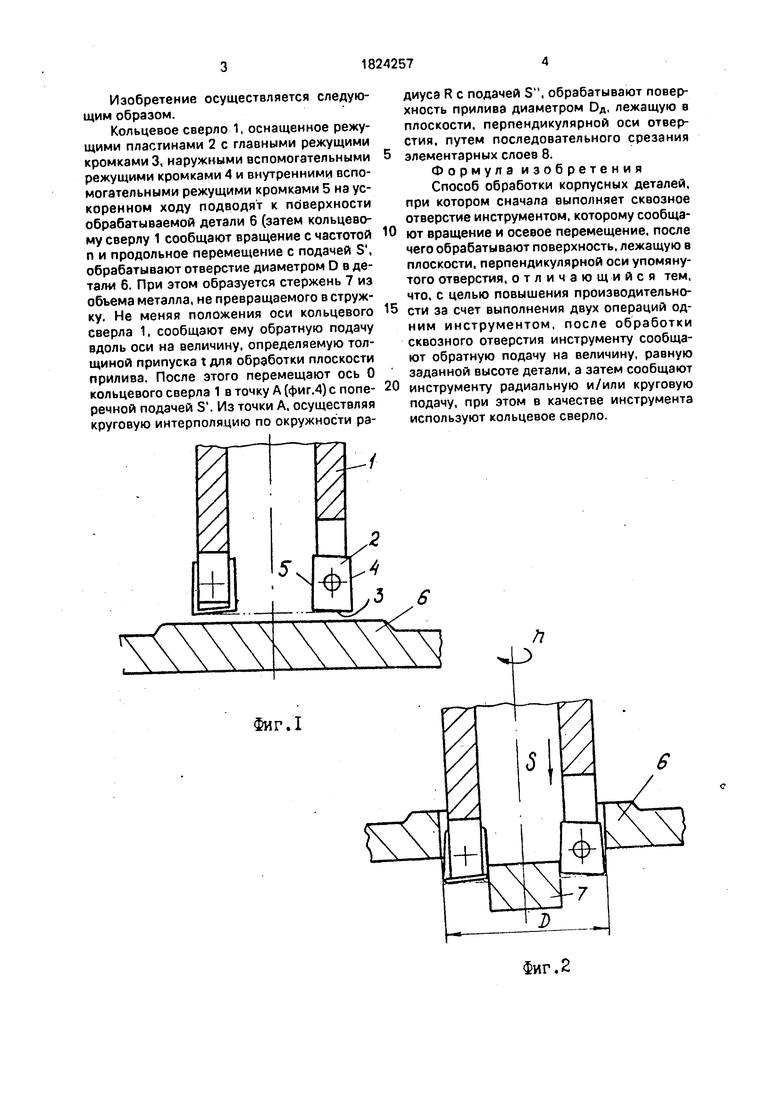
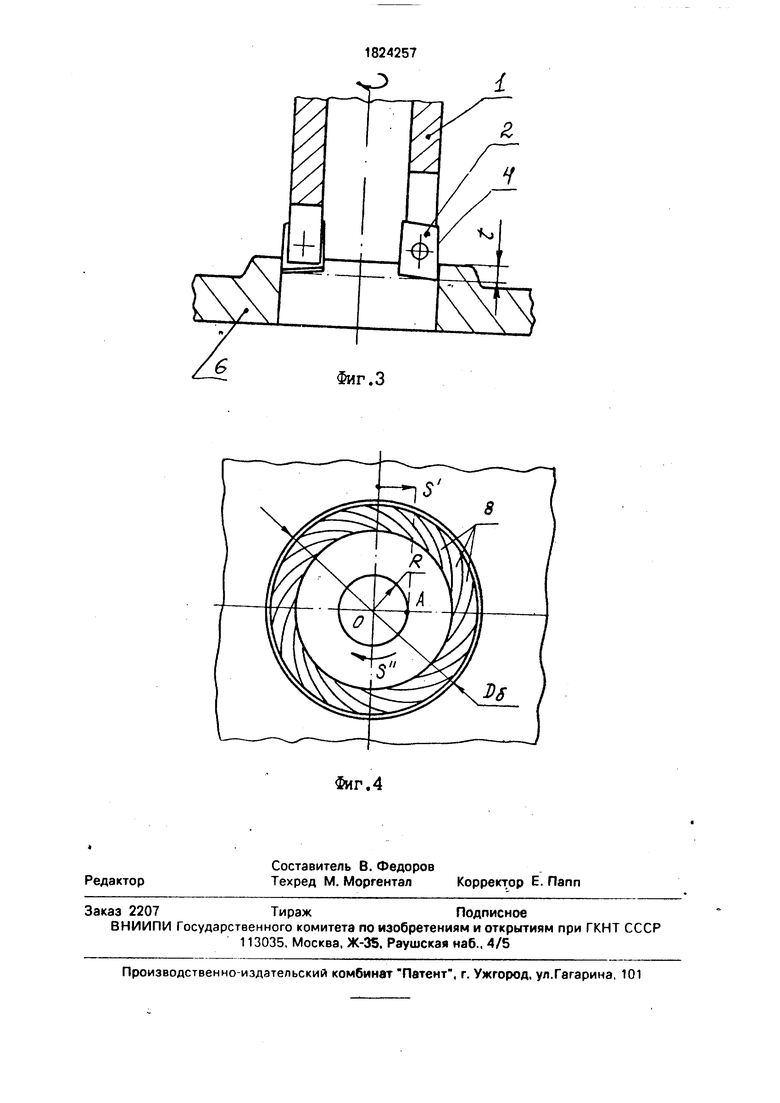
На фиг.1 показано положение кольцевого сверла перед началом обработки отверстия; на фиг.2 - положение кольцевого сверла после завершения обработки отверстия; на фиг.З - положение кольцевого сверла перед началом обработки плоскости прилива; на фиг.4 - последовательность съема припуска кольцевым сверлом при обработке плоскости прилива
00
ю
4 ГО 01 Ч
Изобретение осуществляется следующим образом.
Кольцевое сверло 1, оснащенное режущими пластинами 2 с главными режущими кромками 3, наружными вспомогательными режущими кромками 4 и внутренними вспомогательными режущими кромками 5 на ускоренном ходу подводят к поверхности обрабатываемой детали 6 (затем кольцевому сверлу 1 сообщают вращение с частотой п и продольное перемещение с подачей S , обрабатывают отверстие диаметром О в детали 6. При этом образуется стержень 7 из объема металла, не превращаемого в стружку. Не меняя положения оси кольцевого сверла 1, сообщают ему обратную подачу вдоль оси на величину, определяемую толщиной припуска t для обработки плоскости прилива. После этого перемещают ось О кольцевого сверла 1 в точку А (фиг.4) с поперечной подачей S . Из точки А, осуществляя круговую интерполяцию по окружности радиуса R с подачей S, обрабатывают поверхность прилива диаметром Од, лежащую в плоскости, перпендикулярной оси отверстия, путем последовательного срезания элементарных слоев 8.
Формула изобретения Способ обработки корпусных деталей, при котором сначала выполняет сквозное отверстие инструментом, которому сообщают вращение и осевое перемещение, после чего обрабатывают поверхность, лежащую в плоскости, перпендикулярной оси упомянутого отверстия, отличающийся тем, что, с целью повышения производительности за счет выполнения двух операций одним инструментом, после обработки сквозного отверстия инструменту сообщают обратную подачу на величину, равную заданной высоте детали, а затем сообщают 0 инструменту радиальную и/или круговую подачу, при этом в качестве инструмента используют кольцевое сверло.
0
5
Фиг. 2
Фиг.З
| Шарин Ю.С | |||
| Станки с числовым управлением | |||
| М.: Машиностроение, 1976, с | |||
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
| Станки с ЧПУ/Под ред | |||
| fi-А.Лещенко, М.: Машиностроение, 1979, с | |||
| Скрипка | 1923 |
|
SU556A1 |
| Насос | 1917 |
|
SU13A1 |
