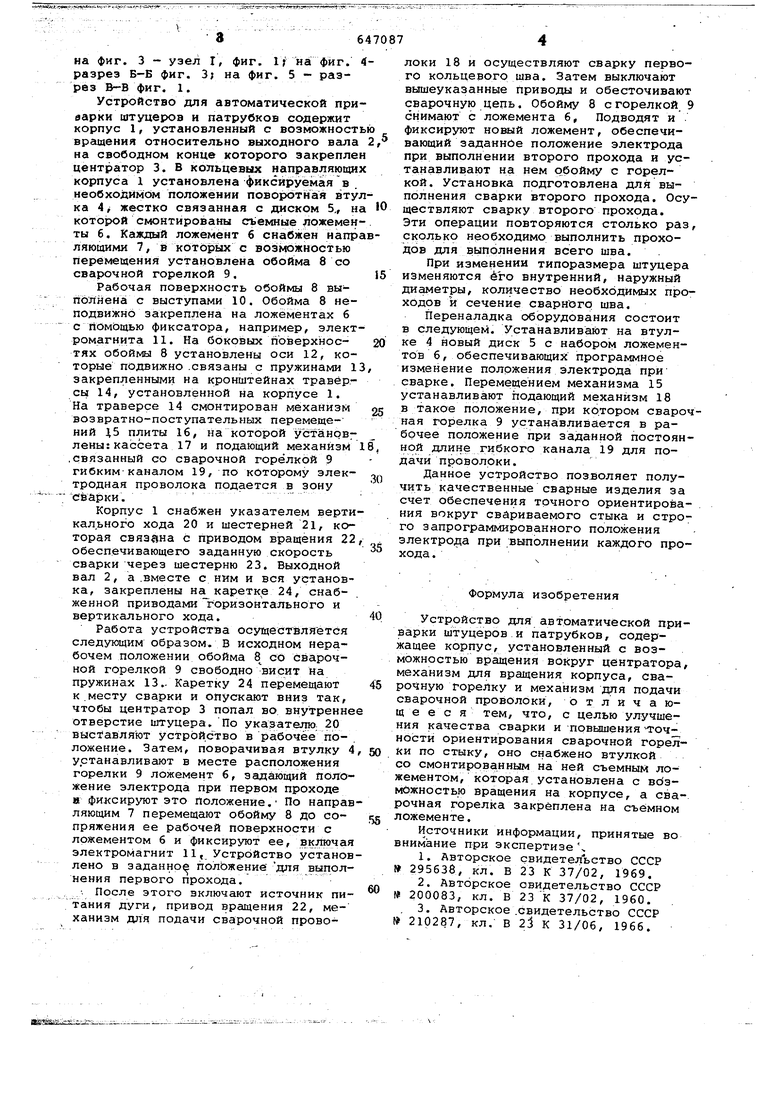
Изобретение относится к области сварки, в частности, к устройствам для приварки круговых элементов 1к конструкциям, и может быть использовано в машиностроении, в атомном машиностроении и котлостроении для сва кн толстостенных штуцероы с барабанами, корпусами сосудов котельных камер и другими элементами. Известны головки для автоматической сварки фланцев с обечайками, родервкащие корпус с механизмом для подачи электрода, механизм для вращения головки и копирные ролики lj,l2 . Недостатком известных головок является невозможность переналадки их на сварку фланцев с раз.пичнымн диа Иётрами. Известно также устройство для авт матической приварки штуцеров н патру ков, наиболее близкое к данному nsjoбретению по технической сущности,содержащее корпус, установленный с воз можностью вращения вокруг центратора механизм для вращения корпуса, свйрочную горелку и механизм для подачи сварочной проволоки з. Недостатком данного устройства яв ляется то, что прн выполнении многослойного кольцевого углового шва, осуществляют переход от одного прохода к другому, регулировку пространственного положения горелки вручную, а контроль положения электрода производят визуально. В этом случае точность положения электрода в разделке зависит от квалификации оператора. При отклонении электрода от оптимального положения в стенках разделки кромок образуются подрезы, которые заполняются застывшим шлаком при выполнении сварки под флюсом. Удаление шлака из щелевидных впадин является трудоемкой операцией, что значительно снижает производительность приварки толстостенных штуцеров. Целью данного изобретения являетсй улучшение качества сварки и повышение точности ориентирования сварочной горелки по стыку. Для этого устройство снабжено втулкой со смонтированным на ней съемным ложементом, которая установлена с возможностью вращения на корпусе, а сварочная горелка закреплена на съемном ложементе. На фиг. 1 изображен общий вид устройства; на фиг. 2 - разрез А-А фнг.1:
на фиг. 3 - узел I, фиг. 1; на фиг. 4разрез Б-Б фиг. 3; на фиг. 5 - разрез В-В фиг. 1.
Устройство для автоматической приварки штуцеров и патрубков содержит корпус 1, установленный с возможность вращения относительно выходного вгша на свободном конце которого закреплен центратор 3. В кольцевых направляющих корпуса 1 установлена фиксируемая в. необходимом положении поворотная втулка 4j жестко связанная с диском 5,, на которой смонтированы съемные ложементы 6. Каждый ложемент 6 снабжен напраляющими 7, в которых с возможностью перемещения установлена обойма 8 со сварючной горелкой 9,
Рабочая поверхность обоймы 8 выполнена с выступами 10. Обойма 8 неподвижно закреплена на ложементах б с помощью фиксатора, например, электромагнита 11. На боковых пЬверхностях обоймы 8 установлены оси 12, которые подвижно .связаны с пружинами 13 закрепленными на кронштейнах траверсы 14, установленной на корпусе 1. На траверсе 14 смонтирован механизм возвратно-поступательных перемещеНИИ 5 плиты 16, На которой установи лены: кассета 17 и подающий механизм 1 .связанный со сварочной горелкой 9 гибким каналом 19, по которому электродная проволока подается в зону сварки.
Корпус 1 снабжен указателем вертикального хода 20 и шестерней 21, которая связана с приводом вращения 22, обеспечивающего заданную скорость сварки через шестерню 23. Выходной вал 2, а .вместе с ним и вся установка, закреплены на каретке 24, снабженной приводами горизонтального и вертикального хода.
Работа устройства осуществляется следующим образом. В исходном нерабочем положении обойма 8 со сварочной горелкой 9 свободно висит на пружинах 13.- Каретку 24 перемещают к.месту сварки и опускают вниз так, чтобы центратор 3 попал во внутреннее отверстие штуцера. По указателю; 20 выставляют устройство в рабочее по-, ложение. Затем, поворачивая втулкУ 4/ устанавливают в месте расположения горелки 9 ложемент 6, задающий положение электрода при первом проходе и фиксируют это Положение. По направляющим 7 перемещают обойму 8 до сопряжения ее рабочей поверхности с лржементом 6 и фиксируют ее, включая электромагнит 11, Устройство установлено в заданно положение для выполнения первого прохода.
. После этого включают источник питания дуги, привод вращения 22, механизм для подачи сварочной проволоки 18 и осуществляют сварку первого кольцевого шва. Затем выключают вышеуказанные приводы и обесточивают сварочную цепь. Обойму 8 с горелкой 9 снимают с ложемента 6, Подводят и фиксируют новый ложемент, обеспечивающий заданное положение электрода при выполнении второго прохода и устднавливают на нем обойму с горелкой. Установка подготовлена для выполнения сварки второго прохода. Осуществляют сварку второго прохода. Эти операции повторяются столько раз сколько необходимо выполнить проходов для выполнения всего шва.
При изменении типоразмера штуцера изменяются его внутренний, наружный диаметры, количество необходимых проходов и сечение сварногр шва.
Переналадка оборудования состоит в Следующем. У станавливают на втулке 4 новый диск 5 с набором ложементов 6, обеспечивающих программное изменение положения электрода при сварке. Перемещением механизма 15 устанавливают подающий механизм 18 в такое положение, при котором сварочная горелка 9 устанавливается в рабочее положение при заданной постоянной длине гибкого канала 19 для подачи проволоки.
Данное устройство позволяет получить качественные сварные изделия за счет обеспечения точного ориентирования вокруг свариваемого стыка и строго запрограммированного положения электрода при выполнении каждого прохода.
Формула изобретения
Устройство для автоматической приварки штуцеров и патрубков, содержащее корпус, установленный с возможностью вращения вокруг центратора механизм для вращения корпуса, сварочную горелку и механизм для подачи сварочной проволоки, отличающ е ее я тем, что, с целью улучшения качества сварки и повышения тoчности ориентирования сварочной горелки по стыку, оно снабжено втулкой со смонтированным на ней съемным ложементом, которая установлена с вс змйжностью вращения на корпусе, а сварочная горелка закреплена на съёмном ложементе.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 295638, кл. В 23 К 37/02, 1969.
2.Авторское свидетельство СССР № 200083, кл. В 23 К 37/02, 1960.
. 3. Авторское .свидетельство СССР 210287, кл. В 23 К 31/06, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической приварки штуцеров | 1981 |
|
SU959960A1 |
| Устройство для автоматической приварки патрубков к сосудам | 1990 |
|
SU1824278A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ТРУБ К ТРУБНЫМ ДОСКАМ | 1966 |
|
SU216869A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| УСТРОЙСТВО для ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ШТУЦЕРОВ | 1970 |
|
SU271692A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРУБ С ТРУБНЫМИ ДОСКАМИ | 1989 |
|
SU1771156A1 |

