Изобретение относится к машиностроению и приборостроению и может быть использовано при обработка валов с высокими требованиями к геометрической форме шеек, преимущественно с низкой из- гибной жесткостью или с эксцентрично расположёнными шейками.
Цель изобретения - повышение качества обработки путем снижения отклонений от круглости обрабатываемой поверхности в виде огранок с пятью гранями.
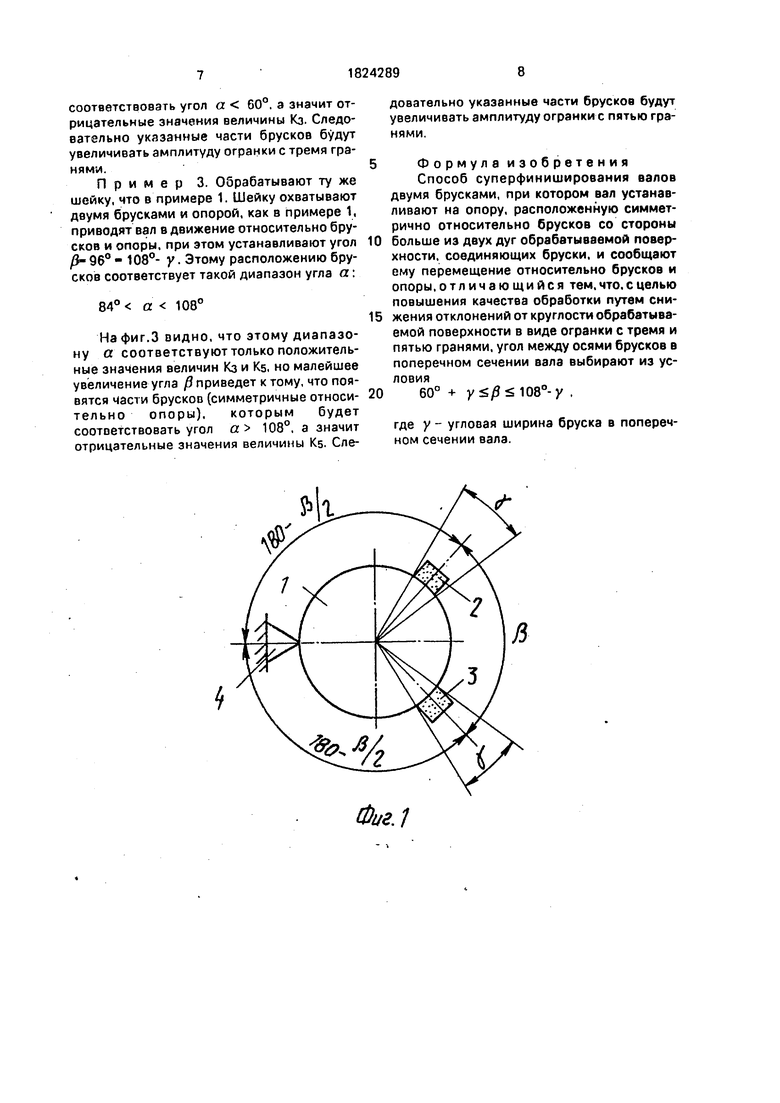
На фиг.1 показана схема суперфиниширования; на фиг.2 - схема для расчета колебаний натяга в технологической системе; на фиг.З - зависимость интенсивности изменения амплитуды огранок с тремя и пятью гранями от угла малыми симметричными элементами брусков, вносящими это изменение.
На чертеже обозначены; обрабатываемый вал 1; бруски 2 и 3: упор 4; / - угловое расстояние между осями брусков в поперечном сечении вала, у- угловая ширина бруске; и г - полярные координаты произвольной точки М замкнутой кривой I. ограничивающей поперечное сечение вала; точки А, В и с символизируют соответственно два бесконечно малых элемента брусков, расположенных симметрично относительно упорл, и упор п,Г2.п длины соответственно векторов ОА, 0В, Ос; а - угол между двумя бесконечно малыми элементами брусков в поперечном сечении вала: (180° к ) - угол между упором и рассматриваемым элементом бруска в поперечном сечении вала: а,Ь, с - длины сторон ДАВС.
Выделим на каждом из брусков по одному, бесконечно малому элементу режущей поверхности так, чтобы элементы были симметричны относительно опоры. Обозначим их точками А и В. Рассмотрим процесс суперфиниширования в технологической системе, образованной этими элементами, упором и обрабатываемой поверхностью.
СО
С
00
ю
4
ю
00
о
25
П-Го+ Д(1)Й.г Й,Мry.gU.
2(bs-t) 2(ig.t) Г°
00
Ai 2 Cnsln(n V + 1ДО
n 1
25
ry.gU.
2(bs-t) 2(ig.t) 49 Г° 41 4ТТ Лг+4-Ц
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСЦЕНТРОВОГО СУПЕРФИНИШИРОВАНИЯ КРУГОВЫХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2201862C2 |
| СПОСОБ БЕСЦЕНТРОВОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ ТИПА КОЛЕЦ | 1991 |
|
RU2040375C1 |
| Способ моделирования процесса формообразования поверхности вращения | 1990 |
|
SU1780994A1 |
| Способ обработки брусками | 1989 |
|
SU1773699A1 |
| СПОСОБ ОЦЕНКИ КРАСОТЫ БЛЕСКА БРИЛЛИАНТА ПО КОЭФФИЦИЕНТУ ОЧАРОВАНИЯ CHARM | 2003 |
|
RU2264614C2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2107605C1 |
| Головка для одновременной финишной обработки шейки и галтелей | 1976 |
|
SU616117A1 |
| Муфта свободного хода | 1978 |
|
SU796535A1 |
| Устройство для суперфиниширования шеек коленчатого вала | 1973 |
|
SU649557A1 |
| Способ суперфиниширования дорожек качения колец шариковых подшипников | 1985 |
|
SU1346402A1 |

Использование: в машиностроении и приборостроении при обработке валов с высокими требованиями к геометрической форме шеек, преимущественно с низкой из- гибной жесткостью или с эксцентрично расположенными шейками. Сущность: обрабатываемую поверхность вала охватывают двумя брусками и одной нережущей опорой, расположенной симметрично брускам со стороны большей из двух дуг обрабатываемой поверхности, соединяющих бруски. Вал приводят в движение относительно брусков и опоры. Оси брусков в поперечном сечении вала располагают друг относительно друга на угловом расстоянии ft, которое выбирают из условия 60° + у fi 108° - у, где у - угловая ширина бруска в поперечном сечении вала.3 ил.
00
Дг- E Cnsin(n(+ « )+ Ai)
n - 1
где
00
Дз X CnSin(n(V +я + 2 )+
n - 1
+ 1 л . ...а
Рассматривая ДВОС, ДАОС, ДВОА,+ -i Д2+cos Дз)(7)
по теореме косинусов имеем:
40
222аЕсли профиль детали содержит погреша - га +гз +2г2гзсо5 -ность в виде одной гармоники с номером п,
9 , -,ат°- учитывая (2), имеем:
b - гг +гз +2мгзсо8
2 2 2 о45 R г0+ -f- х
С - - 2Г2ПС08 а1 4- COS Подставив в полученные равенства выражения (1) с учетом малости Д и отбрасываях 1 s|n(n у + . члены высших порядков малости, получим: Q
a2-2r0s(r0+ Д2+ Дз) (V+a)+ M+
b2 2r0s(r0+ Д1+ Дз) I(3)2
C2 2r0t(r0+ Дг- ДО Jаа
55 + cos л ( и )-«- 1/) здесь и далее для кратности записи введены обозначения
аили
s 1+cos п }И)
t 1-cos a
30
35
Раскладывая подкоренное выражение в степенной ряд и отбрасывая члены высшего порядка малости, получим с учетом (4):
R - г0+ ( i Ai +
(2)1 + cos -|+ 1 л . ...а
40
+ -i Д2+cos Д
Если профиль де
R-r0+
Cn
1 + cos
o-(cosnf +(-1)n x
x (cos 2 + (-1)ncos rjr )(V + § H
+ (8)
Второе слагаемое первой части уравнения (8) описывает переменную составляющую AR радиуса окружности, описанной вокруг ДАВ С.
Обозначая
QCOS П | + ( -1 )П COS | 1 + COS |
представим величину ДЯ следующими двумя способами:
а
AR CnQcosriTj sln(n 1/ь)+
а
+ CnQsIn n Tycos(nV+ (9)
AR CnQcosn ( V + «) +
+ т/U-CnQsin n (t/J + a)+ (10)
Из уравнения (8) следует, что колебание натяга является гармоническим и совпадает по частоте с колебанием величины припуска на обработку для каждого из рассматриваемых элементов брусков, Из уравнений (9), (10) и (2) видно, что колебание натяга раскладывается на две составляющие, сдвинутые относительно друг друга по фазе на 90°, причем первая составляющая синфазна или находится в противофазе (в зависимости от
знака выражения Qcosn ) с колебанием
припуска для соответствующего элемента бруска. Очевидно, что первая составляющая уменьшает исходную гармоническую погрешность формы в случае равенства фаз и увеличивает, если находится в противофазе. Интенсивность изменения исходной погрешности тем больше, чем больше амплитуда этой составляющей. Вторая составляющая не влияет на амплитуду исходной погрешности. Т.к. Cr const, то характер изменения амплитуды огранки с номером n определяется величиной Кп а
- Qcosn
2
На фиг.З видно, что в диапазоне 60 -108° указанная величина положительная
для обеих огрзнок с числом граней n 3 и n 5 и отрицательна для одной из огранок вне этого диапазона. Следовательно при угловом расстоянии ft между осями брусков, определяемом по формуле 60°+ / 108°-у , где у- угловая ширина бруска, бруски целиком будут находиться в области по- ложительных значений Кз. и Ks, обеспечивающих исправление огранок с
тремя и пятью гранями. Если же
или / 108°-у, , то соответственно внутренние или наружные края бру сков будут находиться в области отрицательных значений Кз и Ks и способствовать увеличению амплитуды огранки с тремя или пятью гранями, П р и м е р 1. Обрабатывают шейку коленчатого вала двигателя внутреннего сгорания. Шейку охватывают двумя брусками марки БКв 16x100 24А М28 CMI7 КА ГОСТ 2456-82, каждый из которых имеет угловую ширину у 12°, и одной опорой, расположенной симметрично относительно брусков со стороны большей из двух дуг обрабатываемой поверхности, соединяющих бруски, приводит вал в движение относительно брусков и опоры, при этом между осями брусков в сечении, перпендикулярном оси вращения вала, устанавливают угол/ . удовлетворяющий не
равенству
60°+ у /3 108°-у
т.е. 72° /3 96°.
например В этом случае каждому из брусков соответствует диапазон угла а . определяемый неравенством / -у +у . т.е.
78° а 102°
В этом диапазоне углов а величины Кз и Ks принимают только положительные значения (фиг.З). а значит амплитуды огранок с
тремя и пятью гранями уменьшаются
Пример 2. Обрабатывают ту же шейку, что в примере 1. Шейку охватывают двумя брусками и опорой, как в примере 1, приводит вал в движение относительно брусков и опоры, при этом устанавливают угол
Ј 72° - 60°+ у.
Этому расположению брусков соответствует такой диапазон угла а : 60° а 84°
На фиг 3 видно, что этому диапазону а соответствуют только положительные значения величин Кз и КБ, но малейшее уменьшение угла /3 приведет к тому, что появятся части брусков (симметрично относительно опоры), которым будут
соответствовать угол а 60°. а значит отрицательные значения величины Кз. Следовательно указанные части брусков будут увеличивать амплитуду огранки с тремя гранями.
Пример 3. Обрабатывают ту же шейку, что в примере 1. Шейку охватывают двумя брусками и опорой, как в примере 1, приводят вал в движение относительно брусков и опоры, при этом устанавливают угол ft- 96° - 108°- у. Этому расположению брусков соответствует такой диапазон угла а:
84° а 108°
На фиг.3 видно, что этому диапазону а соответствуют только положительные значения величин Кз и Ks, но малейшее увеличение угла ft приведет к тому, что появятся части брусков (симметричные относи- тельно опоры), которым будет соотоетствовать угол а 108°. а значит отрицательные значения величины Ks. Сле0
5
0
довательно указанные части брусков будут увеличивать амплитуду огранки с пятью гранями.
Формула изобретения Способ суперфиниширования валов двумя брусками, при котором вал устанавливают на опору, расположенную симметрично относительно брусков со стороны больше из двух дуг обрабатываемой поверхности, соединяющих бруски, и сообщают ему перемещение относительно брусков и опоры, отличающийся тем, что, с целью повышения качества обработки путем снижения отклонений от круглости обрабатываемой поверхности в виде огранки с тремя и пятью гранями, угол между осями брусков в поперечном сечении вала выбирают из условия
60° + у ;/3Ј108°- у ,
где у - угловая ширина бруска в поперечном сечении вала.
Фиг Л
В
ffOffflc eoati
ФигЗ
| Патент ФРГ Nfc 1961279 | |||
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
