сл С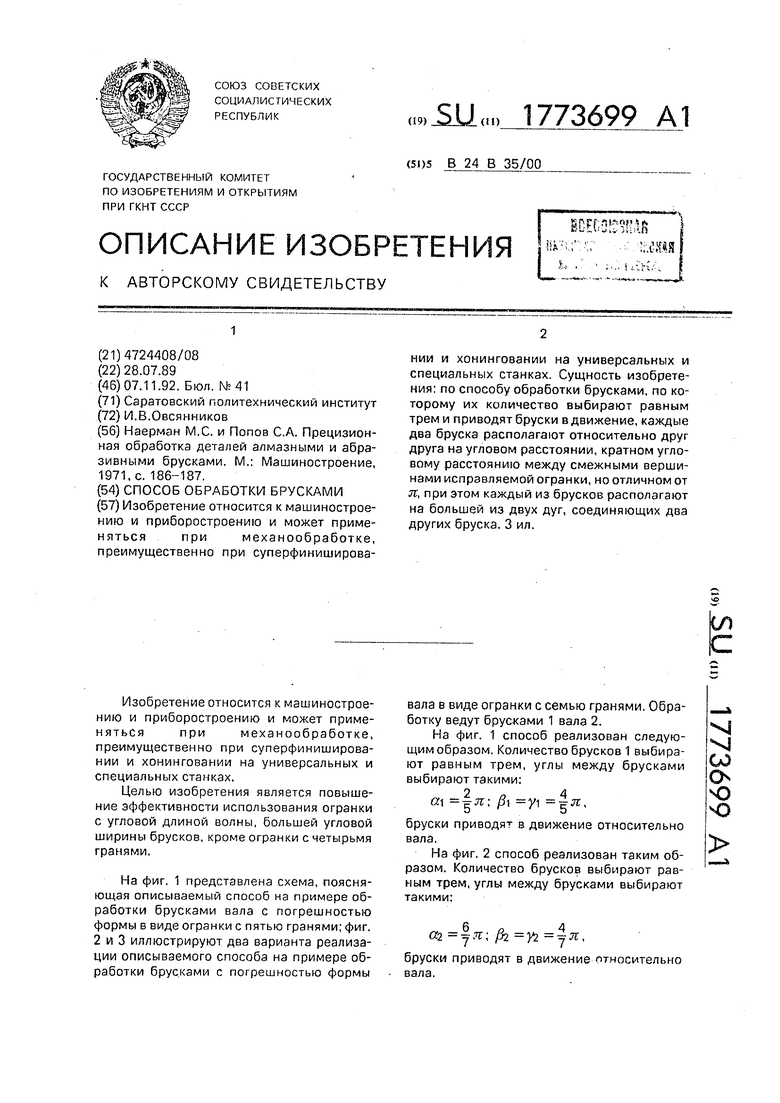
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ суперфиниширования валов | 1990 |
|
SU1824289A1 |
| СПОСОБ БЕСЦЕНТРОВОГО СУПЕРФИНИШИРОВАНИЯ КРУГОВЫХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2201862C2 |
| Способ моделирования процесса формообразования поверхности вращения | 1990 |
|
SU1780994A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1993 |
|
RU2041788C1 |
| Способ автоматического регулирования точности обработки цилиндрических поверхностей | 1974 |
|
SU724321A1 |
| Способ шлифования длинномерных деталей | 1987 |
|
SU1577940A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ | 1998 |
|
RU2121422C1 |
| Способ суперфиниширования дорожек качения колец шариковых подшипников | 1985 |
|
SU1346402A1 |
| Способ притирки цилиндрических отверстий | 1989 |
|
SU1773700A1 |
| Устройство для электрохимического хонингования внутренних цилиндрических поверхностей | 1981 |
|
SU1046057A1 |
Изобретение относится к машиностроению и приборостроению и может применяться при механообработке, преимущественно при суперфинишировании и хонинговании на универсальных и специальных станках. Сущность изобретения: по способу обработки брусками, по которому их количество выбирают равным трем и приводят бруски в движение, каждые два бруска располагают относительно друг друга на угловом расстоянии, кратном угловому расстоянию между смежными вершинами исправляемой огранки, но отличном от я, при этом каждый из брусков располагают на большей из двух дуг, соединяющих два других бруска. 3 ил.
Изобретение относится к машиностроению и приборостроению и может применятьсяпри механообработке, преимущественно при суперфинишировании и хонинговании на универсальных и специальных станках.
Целью изобретения является повышение эффективности использования огранки с угловой длиной волны, большей угловой ширины брусков, кроме огранки с четырьмя гранями.
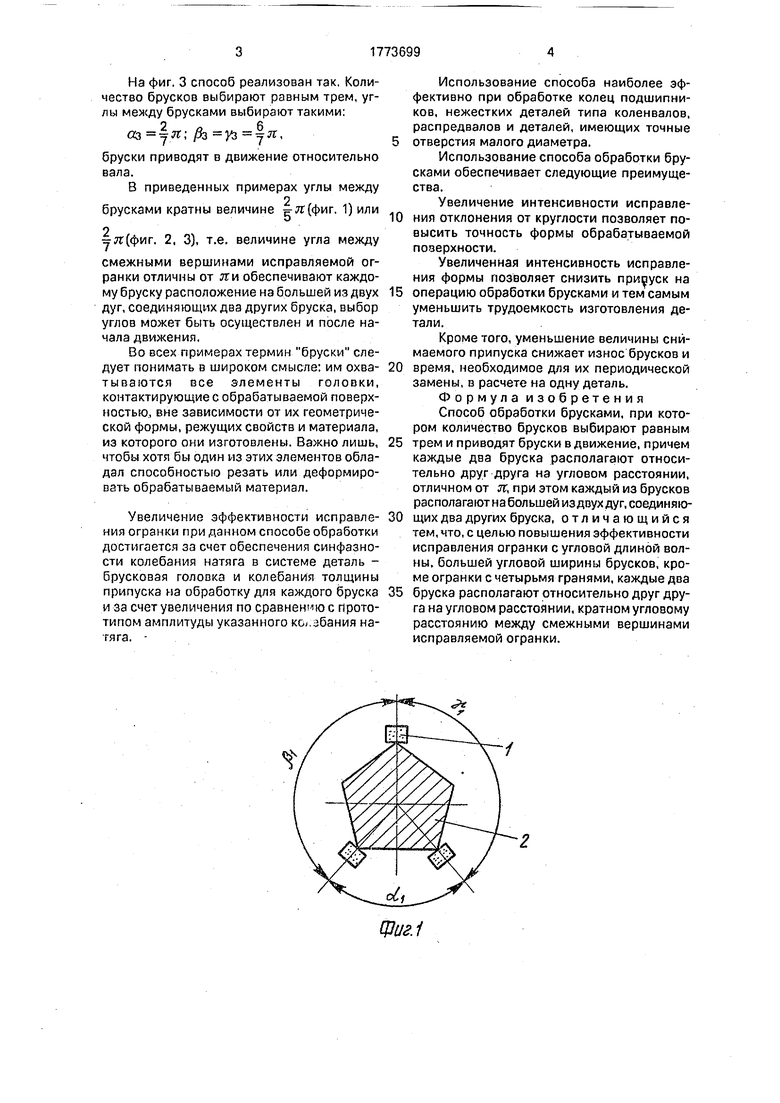
На фиг. 1 представлена схема, поясняющая описываемый способ на примере обработки брусками вала с погрешностью формы в виде огранки с пятью гранями; фиг. 2 и 3 иллюстрируют два варианта реализации описываемого способа на примере обработки брусками с погрешностью формы
вала в виде огранки с семью гранями. Обработку ведут брусками 1 вала 2.
На фиг. 1 способ реализован следующим образом. Количество брусков 1 выбирают равным трем, углы между брусками выбирают такими:
а лг; /Si yi |гс,
бруски приводят в движение относительно вала.
На фиг. 2 способ реализован таким образом. Количество брусков выбирают равным трем, углы между брусками выбирают такими:
,
бруски приводят в движение относительно вала.
ч
XI
GO О Ю Ю
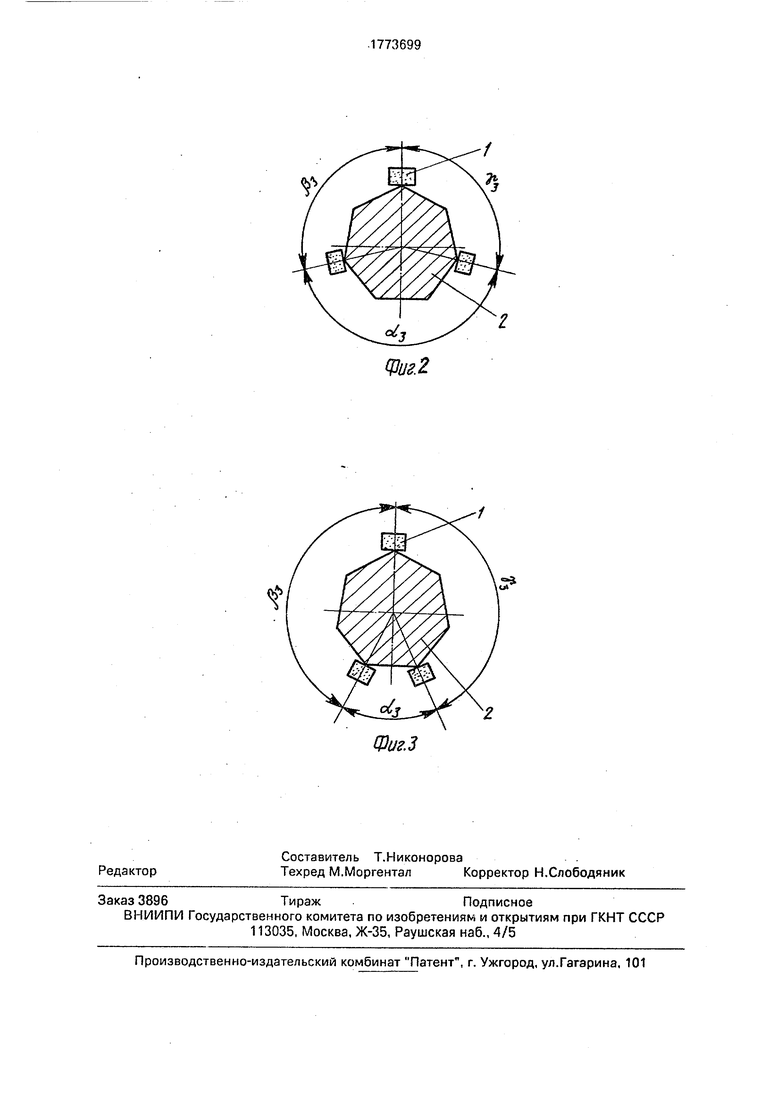
На фиг. 3 способ реализован так. Количество брусков выбирают равным трем, углы между брусками выбирают такими:
Лfi
03 jя; Д} у ,
бруски приводят в движение относительно вала.
В приведенных примерах углы между
2 брусками кратны величине я(фиг. 1) или
о
утг(фиг. 2, 3), т.е. величине угла между
смежными вершинами исправляемой огранки отличны от тги обеспечивают каждому бруску расположение на большей из двух дуг, соединяющих два других бруска, выбор углов может быть осуществлен и после начала движения.
Во всех примерах термин бруски следует понимать в широком смысле: им охватываются все элементы головки, контактирующие с обрабатываемой поверхностью, вне зависимости от их геометрической формы, режущих свойств и материала, из которого они изготовлены. Важно лишь, чтобы хотя бы один из этих элементов обладал способностью резать или деформировать обрабатываемый материал.
Увеличение эффективности исправления огранки при данном способе обработки достигается за счет обеспечения синфазно- сти колебания натяга в системе деталь - брусковая головка и колебания толщины припуска на обработку для каждого бруска и за счет увеличения по сравнению с прототипом амплитуды указанного ко/.збания на- гяга. Использование способа наиболее эффективно при обработке колец подшипников, нежестких деталей типа коленвалов, распредвалов и деталей, имеющих точные
отверстия малого диаметра.
Использование способа обработки брусками обеспечивает следующие преимущества.
Увеличение интенсивности исправления отклонения от круглости позволяет повысить точность формы обрабатываемой поверхности.
Увеличенная интенсивность исправления формы позволяет снизить придуск на
операцию обработки брусками и тем самым уменьшить трудоемкость изготовления детали.
Кроме того, уменьшение величины снимаемого припуска снижает износ брусков и
время, необходимое для их периодической замены, в расчете на одну деталь. Формула изобретения Способ обработки брусками, при котором количество брусков выбирают равным
трем и приводят бруски в движение, причем каждые два бруска располагают относительно друг друга на угловом расстоянии, отличном от л, при этом каждый из брусков располагают на большей из двух дуг, соединяющих два других бруска, отличающийся тем, что, с целью повышения эффективности исправления огранки с угловой длиной волны, большей угловой ширины брусков, кроме огранки с четырьмя гранями, каждые два
бруска располагают относительно друг друга на угловом расстоянии, кратном угловому расстоянию между смежными вершинами исправляемой огранки.
«иг
№./
/
Фиг.2
Фиг.З
| Наерман М.С | |||
| и Попов С.А | |||
| Прецизионная обработка деталей алмазными и абразивными брусками | |||
| М.: Машиностроение, 1971, с | |||
| Пружинная погонялка к ткацким станкам | 1923 |
|
SU186A1 |
