со
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ИЗДЕЛИЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2004 |
|
RU2275997C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ПОКРЫТИЯ НА ВНУТРЕННЮЮ ЦИЛИНДРИЧЕСКУЮ ПОВЕРХНОСТЬ ИЗДЕЛИЯ | 2000 |
|
RU2163526C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ИЗДЕЛИЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2004 |
|
RU2268121C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ИЗДЕЛИЙ | 1997 |
|
RU2117560C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПЛАВЛЕННОГО НА ИЗДЕЛИЕ ПОКРЫТИЯ | 1998 |
|
RU2133652C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ И НАПЛАВКИ ДИСКООБРАЗНЫХ И ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ОПОРНЫМИ ОСЯМИ | 1998 |
|
RU2162775C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ИЗДЕЛИЙ | 1999 |
|
RU2163183C1 |
| СПОСОБ НАПЛАВКИ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ | 1987 |
|
RU1543717C |
| Способ электродуговой широкослойной наплавки под флюсом износостойкого покрытия на цилиндрическую трубу | 2020 |
|
RU2739934C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2005 |
|
RU2305616C1 |
Использование: наплавка рабочей поверхности тормозных барабанов в процессе их ремонта. Сначала наплавляют один валик при напряжении 0,7-0,9 от номинального на кромку изделия. Увеличением напряжения до 1,1- 1.3 от номинального при наплавке галтели увеличивают сварочную ванну и обеспечивают лучшее заполнение галтели наплавляемым покрытием. Способ обеспечивает повышение качества наплавляемой поверхности изделий типа тормозного барабана автомобиля за счет исключения сквозного проплавления передней наплавляемой кромки изделия, а также за счет обеспечения полноты наплавки покрытия на галтель. 1 ил.
Изобретение относится к области сварочной техники и технологии и может быть использовано при наплавке рабочей поверхности тормозных барабанов.
Целью изобретения является повышение качества наплавляемой поверхности изделий типа тормозного барабана автомобиля за счет исключения сквозного проплавления передней наплавляемой кромки изделия, а также за счет обеспечения полноты наплавки покрытия на галтель.
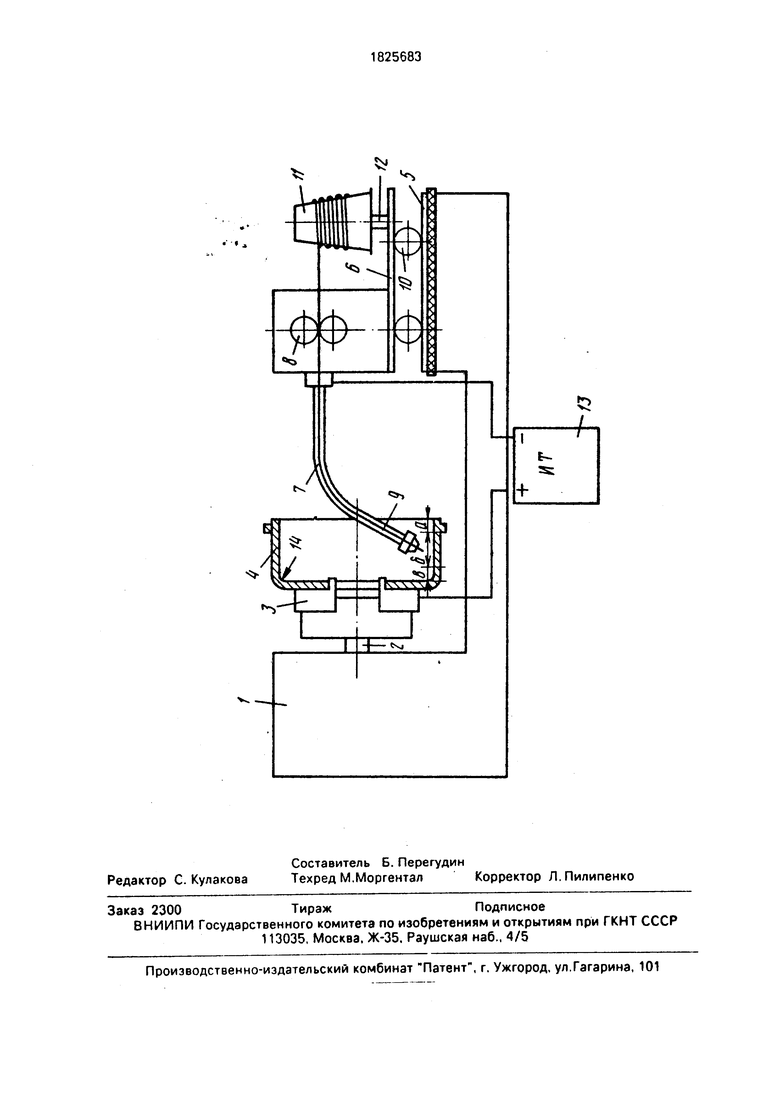
На чертеже изображена установка, при помощи которой реализуется предлагаемый способ.
Установка содержит станину 1, в которой размещен привод вращения (не показан) вала 2, на котором закреплен патрон 3 для крепления изделия 4 (тормозного барабана автомобиля). На направляющих 5 станины 1 установлена тележка 6, на которой смонтированы горелка 7, механизм 8 подачи электродной проволоки 9, электропривод подачи горелки (не показан), связанный с ее колесами 10, и катушка 11с электродной проволокой 9 (электродом), закрепленная с возможностью вращения на оси 12.
Установка содержиттакже источник 13 тока, соединенный с горелкой 7 и изделием 4.
Способ восстановления внутренних поверхностей цилиндрических стаканообразных изделий с галтелью между цилиндрической поверхностью и основанием реализуют следующим образом.
Первоначально изделию 4 сообщают вращательное движение при помощи привода вращения вала 2. Затем включают электропривод подачи горелки, подводят горелку 7 к изделию.выключают электропривод подачи горелки и наплавляют один валик (без подачи горелки в направлении изделия при напряжении, составляющем
00
го ел
IO
со со
0,7-0,9 от номинального напряжения (участок а изделия). Изменение напряжения между изделием и электродной проволокой (электродом) производят при помощи известных технических средств. При этом силу тока в процессе наплавки оставляют неизменной.
Нанесение валика при напряжении 0,7- 0,9 от номинального позволяет избежать сквозного проплавления изделия на передней его кромке (участок а).
Затем, продолжая вращать изделие, включают электропривод подачи электрода и осуществляют наплавку при номинальном напряжении. При этом происходит относительное продольное перемещение изделия и электрода.
В тот момент, когда горелка находится на минимальном расстоянии от дна изделия, при котором не происходит образования дуги между дноми горелкой (расстояние подбирается опытным путем), выключают электропривод подачи горелки (выключение производится при помощи закрепленного на станине конечного выключателя (на чертеже не показан), взаимодействующего с тележкой от изделия. Таким образом заканчивается наплавка участка б поверхности изделия.
На конечном этапе наплавки, при наплавке участка о поверхности изделия, наплавку производят при вращающемся изделии и при напряжении 1,1-1,3 номинального до полного заполнения галтели 14 наплавляемым металлом. Затем выключают привод вращения вала 2. Увеличение напряжения до 1,1-1,3 от номинального позволяет получить увеличенную сварочную ванну, лучшее заполнение галтели.
Пример: производилось нанесение износостойкого покрытия наплавкой на рабочие поверхности тормозных барабанов различных типоразмеров (с различным диаметром и толщиной стенки) на вышеописанной установке с использованием порошковой проволоки. Номинальное напряжение для каждого типоразмера тормозных барабанов определялось экспериментально из условия отсутствия внутренних дефектов покрытия.
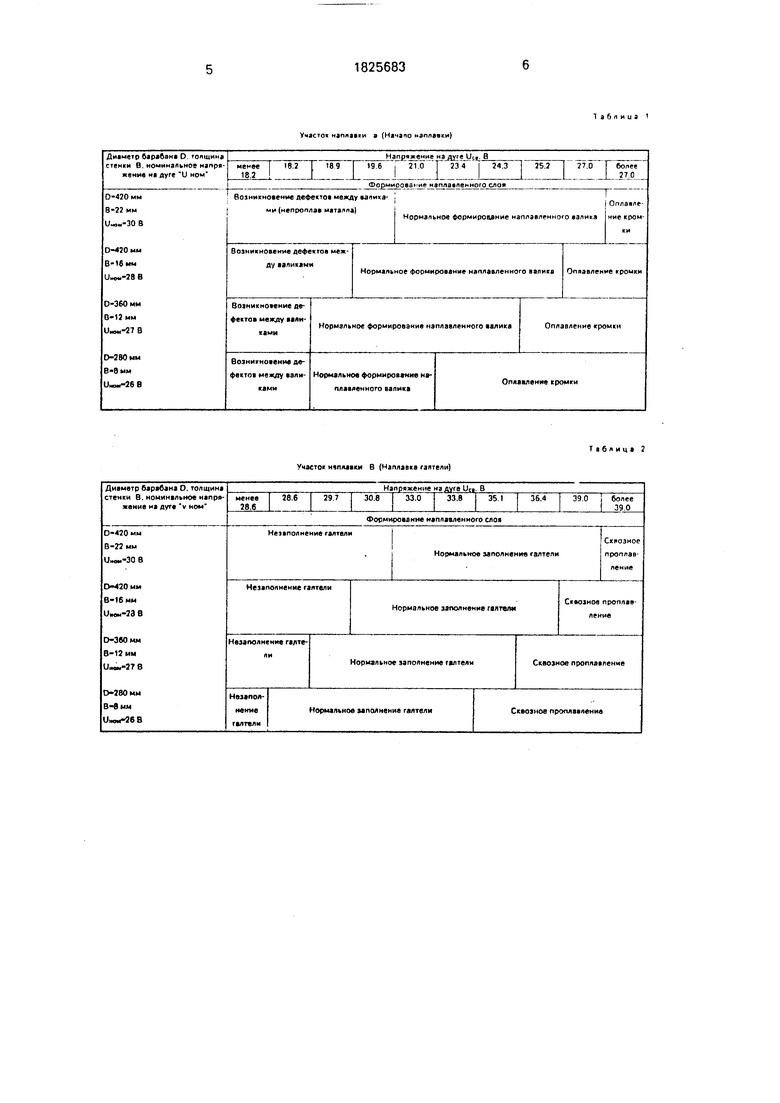
Характер формирования наплавляемого слоя в зависимости от напряжения на дуге показан в таблицах № 1 и № 2.
Анализ данных, приведенных в таблицах, показывает, что нормальное формирование наплавляемого слоя в начале наплавки (участок а) происходит при напряжении 0,7-0,9 от номинального, а в конце наплавки (участок в изделия)- при напряжении 1,1-1,3 от номинального.
При наплавке на барабаны всех типоразмеров при напряжении 0,7-0,9 в начальной стадии нанесения покрытия (участок а изделия) двух и более валиков, происходило
увеличение толщины наплавленного металла. При наплавке последующих валиков между ними образовывались дефекты в виде несплавления, появления неметаллических включений и больших пор. Все
упомянутые дефекты выявляются в процессе последующей механической обработки наплавленной поверхности.
Использование предлагаемого технического решения позволяет обеспечить высокое качество покрытия всей рабочей поверхности изделий типа тормозных барабанов в процессе их ремонта.
Формула изобретения
Способ наплавки внутренних поверхностей цилиндрических стаканообразных изделий с галтелью между цилиндрической поверхностью и основанием, при котором изделию сообщают вращательное
движение, а цилиндрическую поверхность изделия наплавляют одновременное относительным поступательным перемещением изделия и электрода и при номинальном напряжении на электроде, отличающ и и с я тем, что, с целью повышения качества наплавляемой поверхности, преимущественно рабочей поверхности тормозного барабана автомобиля, вначале наплавляют один кольцевой валик по кромке изделия при напряжении 0,7-0,9 номинального, а перед наплавкой галтели прекращают поступательное перемещение и ведут наплавку при напряжении, в 1,1-1,3 раза большем номинального, до полного заполнения галтели.
Участок наплавки а (Начало наплавки)
Участок Н4ПЛОКИ В (Наплавке галтели)
Т а б л и u a
Таблица 2
| Шадричев В.А | |||
| Ремонт автомобилей | |||
| М.: Машиностроение, 1965, с | |||
| Стрелочный замыкатель | 1922 |
|
SU544A1 |
| Головка для электродуговой наплавки под флюсом | 1975 |
|
SU592541A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
