Изобретение относится к обработке металлов давлением, конкретно к отбортовке отверстий под резьбу. Известен штамп для отбортовки. Конструкция штампа несовершенна, отдельные рабочие участки испытывают большие нагрузки, процесс штамповки динамически неуравновешен. Штамп не дает возможности получить качественную отбортовку по толщине и высоте борта.
Цель изобретения - расширение технологических возможностей штампа за счет получения качественной отбортовки различной толщины и высоты.
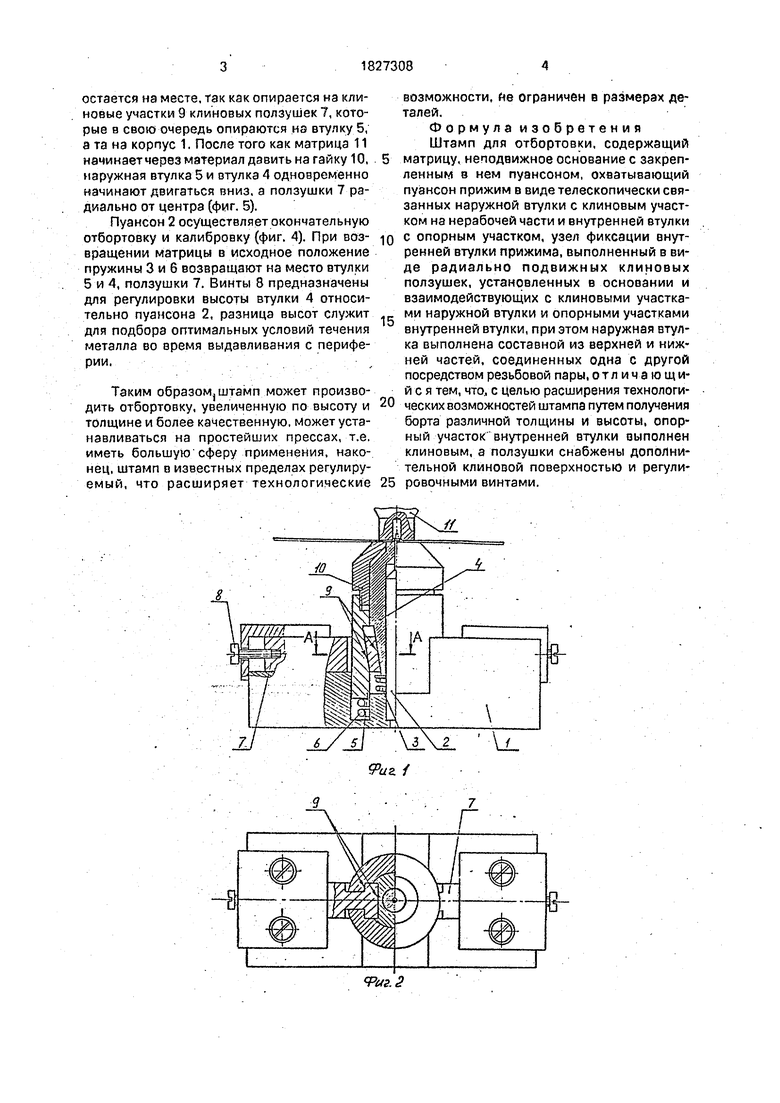
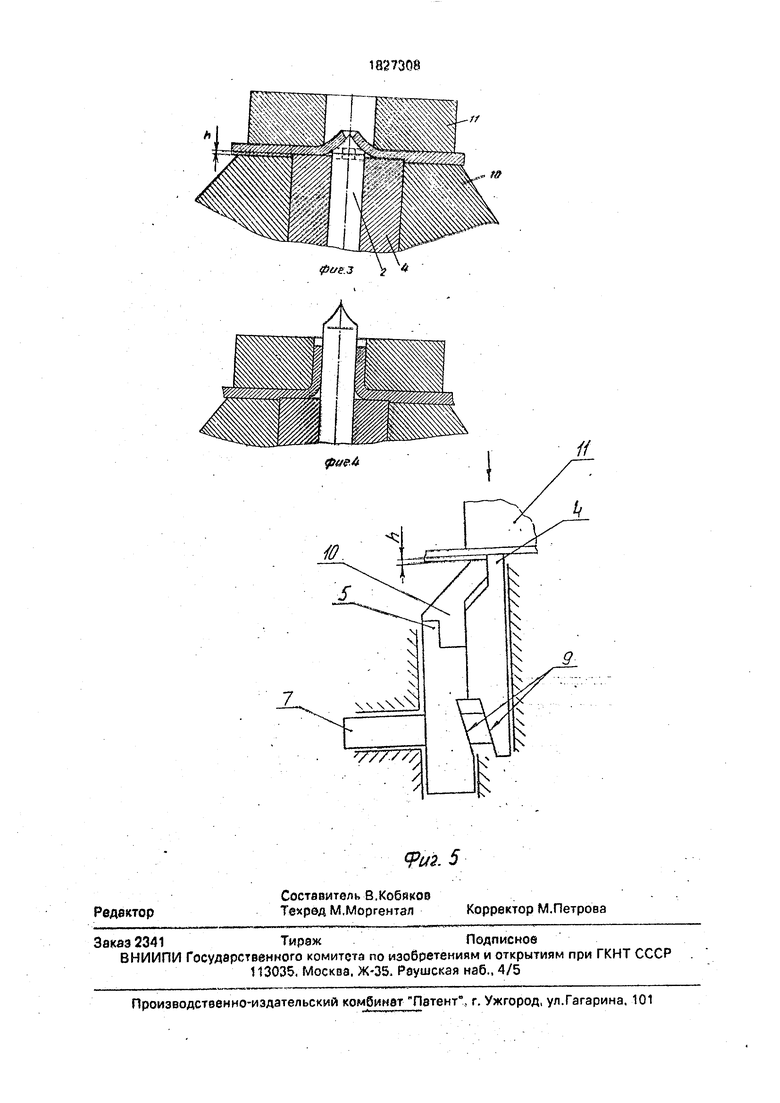
На фиг. 1 изображен общий вид штампа; на фиг. 2 - штамп в плане; на фиг. 3 - схема расположения пуансона и втулок в момент выдавливания материала с периферии отверстия в борт; на фиг. 4 - схема расположения пуансона и втулок в момент отбортовки; на фиг. 5 - фрагмент кинематической схемы штампа.
Штамп содержит основание 1 (фиг, 1), в центре которого установлен пуансон 2. на нем надета пружина 3. лежащая на основании и через шайбу подпирающая внутреннюю втулку 4, на которой располагается наружная втулка 5, опирающаяся на пружину 6 и вместе с втулкой 4 образующая подвижный в осевом направлении прижим, клиновые ползушки 7 расположены в основании симметрично по обе стороны пуансонов и снабжены регулировочными винтами 8 Клиновые ползушки и втулки имеют клиновые участки 9, выполненные под одним углом к вертикали, верхнюю часть втулки венчает регулировочная гайка 10, матрица 11 крепится на ползуне пресса.
Штамп работает следующим образом. заготовка с заранее пробитым отверстием укладывается на штамп отверстием на ловитель, при движении матрицы 11 вниз (фиг 1) начинается предварительная отбортовка пуансоном 2, по окончании которой в работу вступает внутренняя втулка 4 и начинается выдавливание металла с периферии в борт (фиг. 3). Втулка 4 устанавливается выше наружной втулки 5 а началр роботы с помощью гайки 10 на высоту выдаплиг немого мчтери- ала h. При выдаливэнии .т-р.-аля втулка 4
сл С
оо ю х| оо О оо
остается на месте, так как опирается на клиновые участки 9 клиновых ползушек 7, которые в свою очередь опираются из втулку 5, а та на корпус 1. После того как матрица 11 начинает через материал давить на гайку 10, наружная втулка 5 и втулка 4 одновременно начинают двигаться вниз, а ползушки 7 ра- диально от центра (фиг. 5).
Пуансон 2 осуществляет окончательную отбортовку и калибровку (фиг. 4). При воз- вращении матрицы в исходное положение пружины 3 и 6 возвращают на место втулки 5 и 4, ползушки 7. Винты 8 предназначены для регулировки высоты втулки 4 относительно пуансона 2, разница высот служит для подбора оптимальных условий течения металла во время выдавливания с периферии.
Таким образом) штамп может производить отбортовку, увеличенную по высоту и толщине и более качественную, может устанавливаться на простейших прессах, т.е. иметь большую сферу применения, наконец, штамп в известных пределах регулируемый, что расширяет технологические
Q
5
5
0
возможности, не ограничен в размерах деталей.
Формула изобретения Штамп для отбортовки, содержащий матрицу, неподвижное основание с закрепленным в нем пуансоном, охватывающий пуансон прижим в виде телескопически связанных наружной втулки с клиновым участком на нерабочей части и внутренней втулки с опорным участком, узел фиксации внутренней втулки прижима, выполненный в виде радиально подвижных клиновых ползушек, установленных в основании и взаимодействующих с клиновыми участками наружной втулки и опорными участками внутренней втулки, при этом наружная втулка выполнена составной из верхней и нижней частей, соединенных одна с другой посредством резьбовой пары, от л ича ющи- и с я тем, что, с целью расширения технологических возможностей штампа путем получения борта различной толщины и высоты, опорный участок внутренней втулки выполнен клиновым, а ползушки снабжены дополнительной клиновой поверхностью и регулировочными винтами.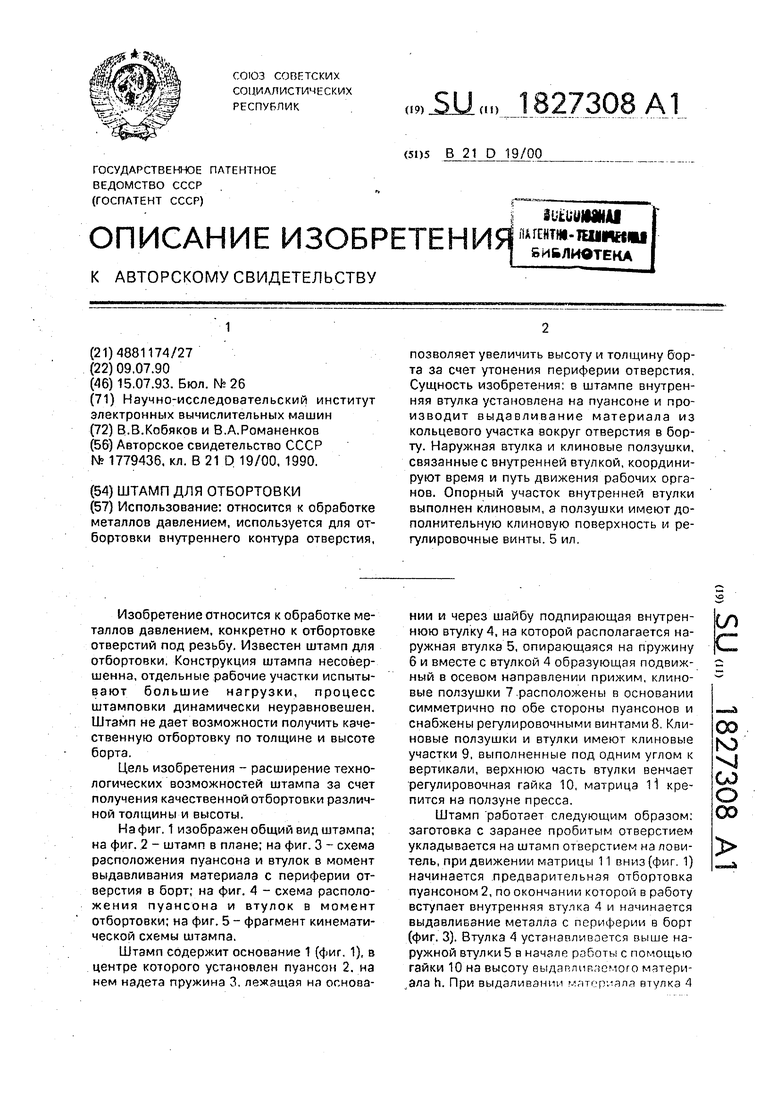
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для отбортовки | 1990 |
|
SU1779436A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Штамп для объемной штамповки | 1991 |
|
SU1821283A1 |
| Штамп совмещенного действия | 1977 |
|
SU660765A1 |
| Штамп для отбортовки | 1991 |
|
SU1819709A1 |
| Штамп для раздачи полых деталей | 1985 |
|
SU1269885A2 |
| Штамп для выдавливания полых деталей | 1978 |
|
SU738740A1 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
Использование: относится к обработке металлов давлением, используется для от- бортовки внутреннего контура отверстия, позволяет увеличить высоту и толщину борта за счет утонения периферии отверстия Сущность изобретения, в штампе внутренняя втулка установлена на пуансоне и производит выдавливание материала из кольцевого участка вокруг отверстия в борту. Наружная втулка и клиновые ползушки, связанные с внутренней втулкой, координируют время и путь движения рабочих органов. Опорный участок внутренней втулки выполнен клиновым, а ползушки имеют дополнительную клиновую поверхность и регулировочные винты.5 ил
/
//
| Штамп для отбортовки | 1990 |
|
SU1779436A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
