Изобретение относится к неразрушающему контролю, а именно ультразвуковому контролю поверхности деталей цилиндрической формы, например заготовок звеньев цилиндров вытяжных (рифцилиндров) линий вытяжных приборов прядильных, пря- дильно-крутильных, ровничных машин.
Целью изобретения является повышение надежности осевого перемещения изделий.
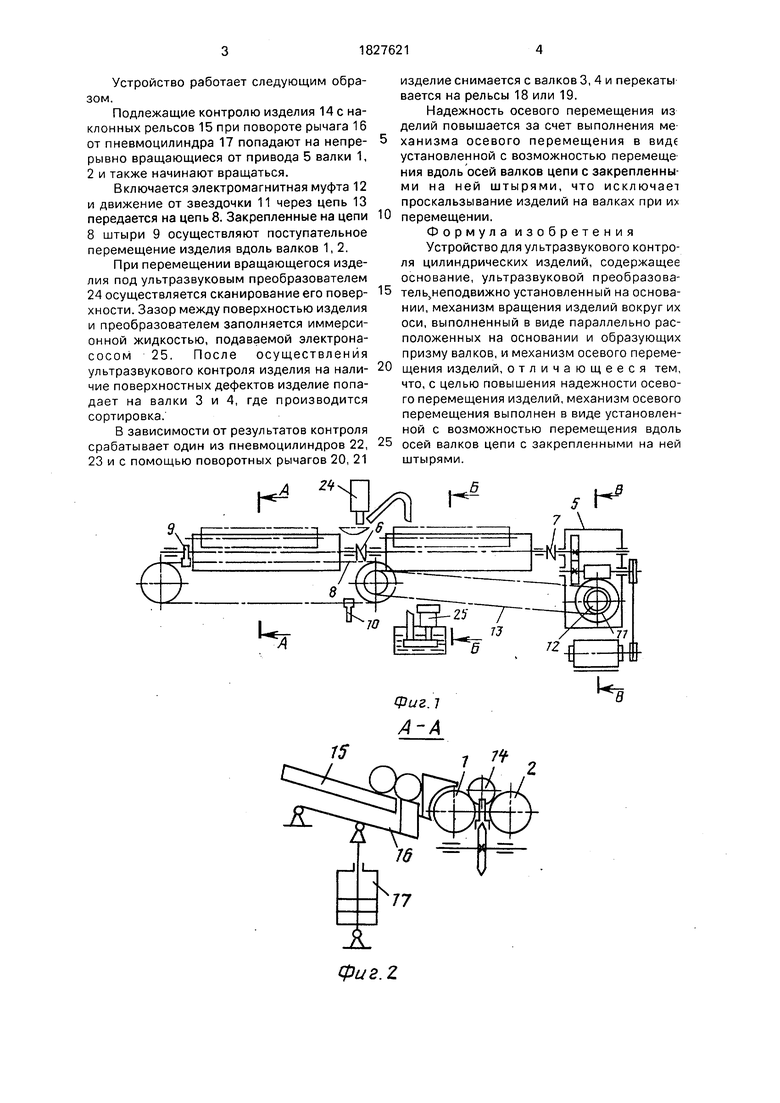
На фиг. 1 показано устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4-разрез В-В на фиг.1; на фиг. 5 - вид Г на фиг. 3; на фиг. 6 - разрез Б-Б на фиг. 1 в момент сортировки.
Устройство для ультразвукового контроля цилиндрических изделий содержит две пары ссосно установленных валков 1, 2 и 3, 4 (фиг. 1), связанных между собой и с приводом 5 упругими муфтами 6 и 7. Между валками 1, 2 размещается цепь 8 с
установленными на ней штырями 9 и 10. Цепь 8 получает движение от звездочки 11 привода 5 через электромагнитную муфту 12 и цепную передачу 13.
Перед валками 1 и 2 (фиг. 2) расположен механизм загрузки подлежащих контролю деталей 14, состоящий из наклонных рельсов 15, расположенного между ними поворотного рычага 16, шарнирно связанного с пневмоцилиндром 17. По обе стороны валков 3 и 4 (фиг. 3) расположен механизм сортировки, состоящий из двух пар наклонных рельсов 18и 19, двух парустановленных под валками 3 и 4 поворотных рычагов 20 и 21. шарнирно связанных с пневмоцилиндрами 22 и 23.
Ультразвуковой преобразователь 24 (фиг. 1) располагается сверху, зазор между преобразователем и поверхностью детали заполняется иммерсионной жидкостью, подаваемой электронасосом 25.
со
с
00
ю VI о ю
Устройство работает следующим образом.
Подлежащие контролю изделия 14 с наклонных рельсов 15 при повороте рычага 16 от пневмоцилиндра 17 попадают на непрерывно вращающиеся от привода 5 валки 1, 2 и также начинают вращаться.
Включается электромагнитная муфта 12 и движение от звездочки 11 через цепь 13 передается на цепь 8. Закрепленные на цепи 8 штыри 9 осуществляют поступательное перемещение изделия вдоль валков 1, 2.
При перемещении вращающегося изделия под ультразвуковым преобразователем 24 осуществляется сканирование его поверхности. Зазор между поверхностью изделия и преобразователем заполняется иммерсионной жидкостью, подаваемой электронасосом 25. После осуществления ультразвукового контроля изделия на наличие поверхностных дефектов изделие попадает на валки 3 и 4, где производится сортировка.
В зависимости от результатов контроля срабатывает один из пневмоцилиндров 22, 23 и с помощью поворотных рычагов 20, 21
0
5
0
5
изделие снимается с валков 3, 4 и перекаты вается на рельсы 18 или 19.
Надежность осевого перемещения из делий повышается за счет выполнения ме ханизма осевого перемещения в виде установленной с возможностью перемеще ния вдоль осей валков цепи с закрепленными на ней штырями, что исключает проскальзывание изделий на валках при их перемещении.
Формула изобретения Устройство для ультразвукового контроля цилиндрических изделий, содержащее основание, ультразвуковой преобразова- телцнеподвижно установленный на основании, механизм вращения изделий вокруг их оси, выполненный в виде параллельно расположенных на основании и образующих призму валков, и механизм осевого перемещения изделий, отличающееся тем, что, с целью повышения надежности осевого перемещения изделий, механизм осевого перемещения выполнен в виде установленной с возможностью перемещения вдоль осей валков цепи с закрепленными на ней штырями.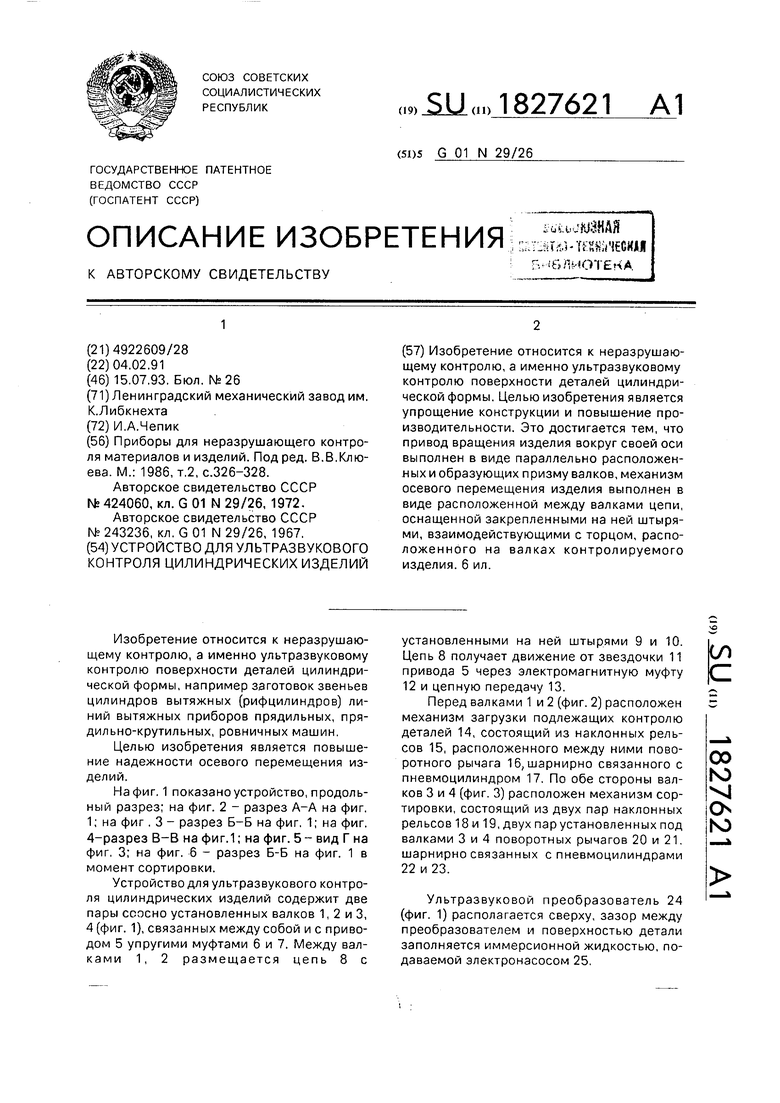
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для ультразвуковой дефектоскопии круглого проката или труб в процессе их производства | 1990 |
|
SU1728788A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО ИММЕРСИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРКИ | 1991 |
|
RU2036471C1 |
| Устройство для центрирования прутков при неразрушающем контроле | 1990 |
|
SU1772727A1 |
| Устройство для ультразвукового контроля изделий | 1988 |
|
SU1566284A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБ | 2003 |
|
RU2248568C1 |
| Устройство для ультразвукового контроля листового проката | 1988 |
|
SU1689842A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБ | 1998 |
|
RU2132054C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2194979C1 |
| Устройство для загрузки и выгрузки изделий | 1989 |
|
SU1812409A1 |
| Устройство для ультразвуковой дефектоскопии листового проката | 1985 |
|
SU1307326A1 |

Изобретение относится к неразрушающему контролю, а именно ультразвуковому контролю поверхности деталей цилиндрической формы. Целью изобретения является упрощение конструкции и повышение производительности. Это достигается тем, что привод вращения изделия вокруг своей оси выполнен в виде параллельно расположенных и образующих п ризму валков, механизм осевого перемещения изделия выполнен в виде расположенной между валками цепи, оснащенной закрепленными на ней штырями, взаимодействующими с торцом, расположенного на валках контролируемого изделия. 6 ил.
9 I У А
1 7/7 77 J 1
20 27 Ч22
Ч
23
2Г
It
Фиг.З
.
и
22
)
75
Ч
23
Фиг. 4
2321
Г%г
27
L
75
Фиг. 5
19
| Приборы для неразрушающего контроля материалов и изделий | |||
| Под ред | |||
| В.В.Клюева | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| ЭЛЕКТРИЧЕСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ ХИМИЧЕСКОЙ СТОЙКОСТИ ФОТОРЕЗИСТА | 1972 |
|
SU424060A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 0 |
|
SU243236A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
