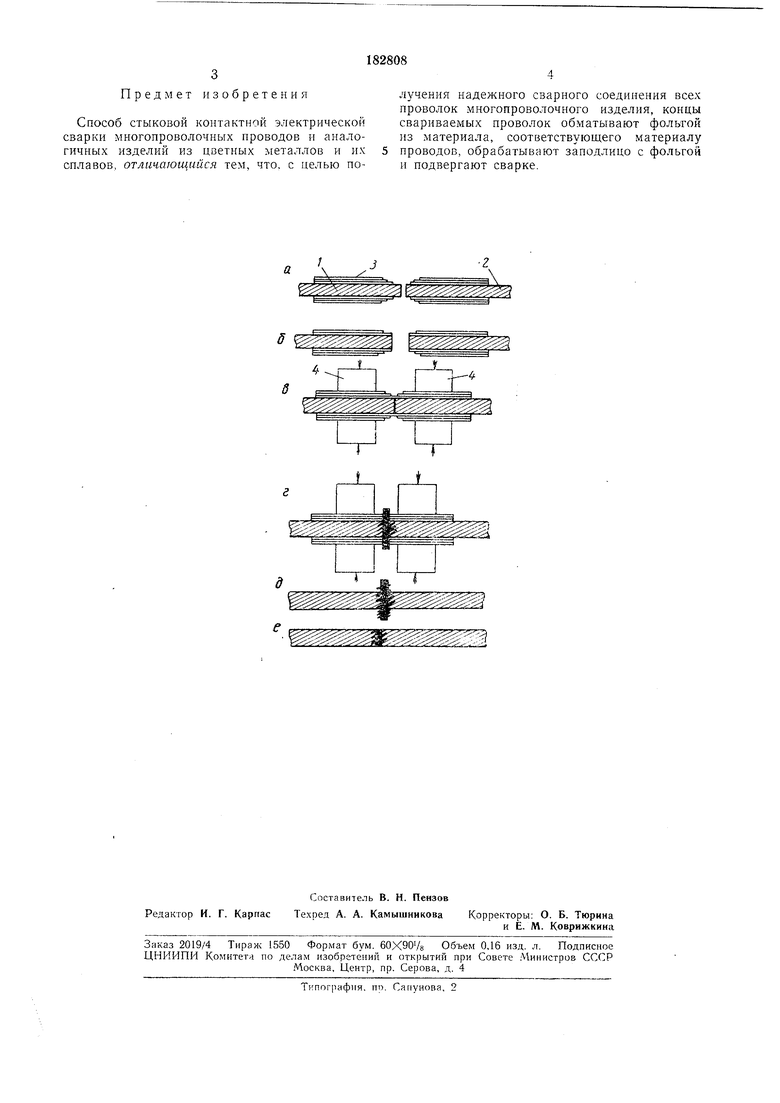
Широко известен способ соединения многопроволочных однопроволочных проводов из меди и алюминия посредством пайки с применением флюсов различных составов в зависимости от материала соединяемых проводов. Пайка проводов, в особенности многопроволоч)1ых, не обеспечивает надежного соединения, так как припой не всегда заполняет полностью зазоры между проводами в месте соединения. Предлагаемый способ соединения многопроволочных проводов отличается от известного тем, что вместо пайки с применением флюсов Производится стыковая контактная электрическая сварка, а взамен флюсов применяется фольга из материалов, соответствующих материалу соединяемых проводов. Способ стыковой контактной электросварки обеспечивает получение падежного сварного соединения всех проволок многопроволочного изделия. На чертеже представлена схема технологического процесса стыковой контактной электросварки. При соединении двух проводов / и 2 способом стыковой контактной сварки концы соединяемых проводов обматывают фольгой 3 из материала, соответствующего материалу лроводов (а). Фольга наматывается на концы соединяемых проводов в несколько слоев на длине 15-40 мм (в зависимости от сечения провода). Затем концы проводов запиливают € торцов заподлицо с фольгой (б). Подготовленные к сварке концы проводов зажимаются в контактах 4 сварочного аппарата (в), и производится их сварка обычным методом на стыковых машинах (г). После сварки излишки нерасплавившейся фольги должны быть СНЯТЫ (д) . Образовавшийся в месте сварки грат удаляется, а сварной шов запиливают и зачищают, не допуская повреждения отдельных проволок соединяемых проводов (е). Способ стыковой контактной сварки обеспечивает соединение проводов и аналогичных изделий (многопроволочные токоведущие жилы, стренги) не только из одноименных цветных металлов и их сплавов, но и из разноименных (папример, медь с алюминием). При соеди)ении концов изделий этим способом в процессе сварки фольга плавится и заполняет все зазоры в стыке и между проволоками проводов. Кроме того, торцы проволоки оплавляются и лри обжатии образуют в зо}ie сварного шва сплошное сечение. Образование сплошного сечения обеспечивает надежное сварное соединение. Предмет изобретения Способ стыковой контактной электрической сварки многопроволочных проводов и аналогичных изделий из цветных металлов и их 5 сплавов, отличающийся тем, что. с целью получения надежного сварного соединения всех проволок многопроволочного изделия, концы свариваемых проволок обматывают фольгой из материала, соответствующего материалу проводов, обрабатывают заподлицо с фольгой и подвергают сварке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| Способ контактной стыковой сварки сопротивлением | 1988 |
|
SU1738539A1 |
| ПАЯЛЬНЫЙ МАТЕРИАЛ | 2002 |
|
RU2223165C1 |
| Способ сварки наконечника с многожильным проводом | 1990 |
|
SU1757821A1 |
| Способ электросварки внахлестку медных шин с алюминиевыми | 1943 |
|
SU64096A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1997 |
|
RU2110383C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| ПЕЧАТНЫЕ ПЛАТЫ | 2008 |
|
RU2563978C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1999 |
|
RU2158666C2 |
| УЗЕЛ СОЕДИНЕНИЯ ТРУБОПРОВОДА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С СОСУДОМ ИЗ ТИТАНОВОГО СПЛАВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2450196C1 |