(54) МУНДШТУК К СВАРОЧНЫМ ГОЛОВКАМ И ГОРЕЛК
П Т Б I
AM
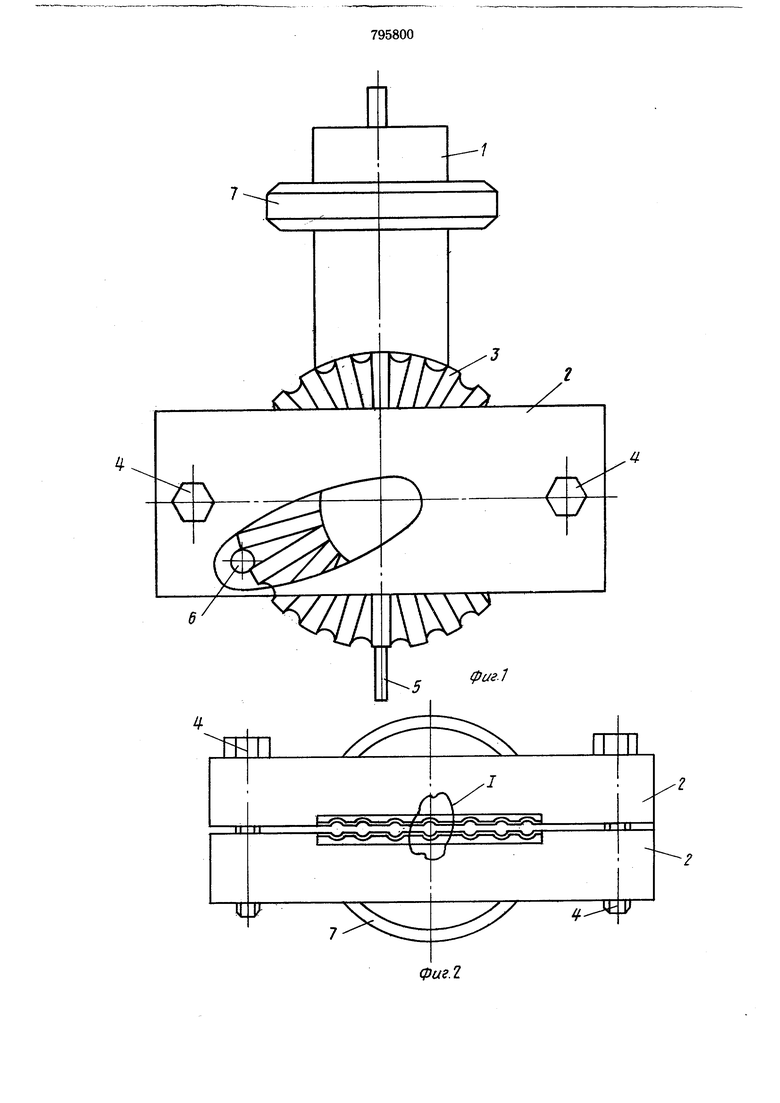
го токоподводящего наконечника, состоящего из двух симметричных относительно вертикальной оси дисков 3, зазор между которыми может изменяться с помощью натяжных болтов 4. Диски на своей поверхности имеют канавки 5, сходящиеся в центре и составляющие каналы для направления электродной проволоки. Оси каналов для направления присадочной проволоки совмещаются с осью токопроводящей свечи фиксатором 6, установленным в корпусе 1 токопроводящей свечи и входящим в пазы, выполненные в дисках 3, число которых равно числу каналов, составляемых канавками. Для крепления мундщтука к сварочной горелке или головке применена контргайка 1.
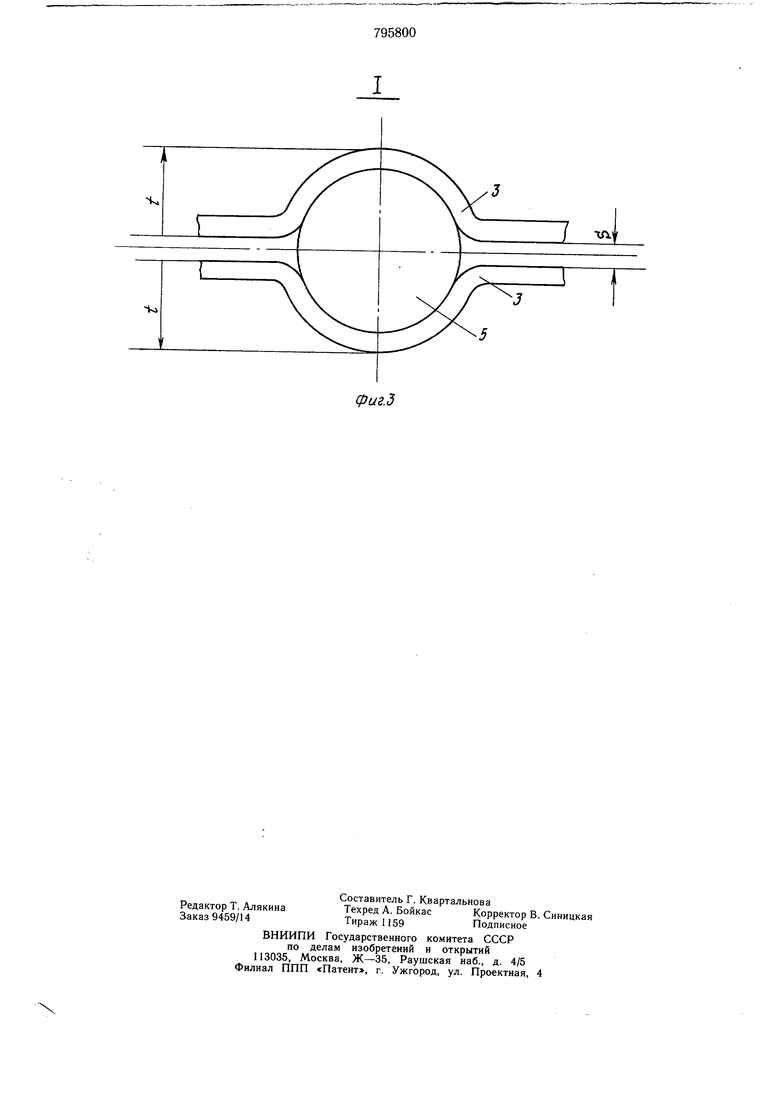
Канавки 5 в дисках 3 (см. фиг. 3) выполнены с радиусом, равным половине диаметра электродной проволоки. Глубина канавок равна t (0,3-0,4) d, где d - диаметр электродной проволоки, мм. Зазор между дисками равен S (0,2-0,4) d.
Минимальный зазор между дисками равен нулю, при этом два желобка, составляющие один канал, изнащиваются настолько, что радиус их становится равен радиусу электродной проволоки. При этом положении получается наибольщий износ канала дисков. Толщина металла, из которого щтампуется диск, должна обеспечить при максимальном износе остаток стенки диска толщиной не менее 0,4-0,5 мм с тем, чтобы диск не разрущился при минимальном износе. Для этого необходимы размеры глубины канавок дисков и максимальный зазор между дисками, который выбирается исходя из диаметра электродной проволоки. При меньщих диаметрах электродной проволоки выбирается нижний предел, при больщих - верхний, так как при меньщих диаметрах электродной проволоки скорость подачи устанавливается больще и износ сменного наконечника будет больще, а при больщих диаметрах наоборот.
Мундщтук работает следующим образом.
Предварительно с помощью фиксатора 6 совмещают ось токопроводящей свечи, пропускают сварочную проволоку и натяжными болтами обеспечивают надежный электрический контакт между дисками 3 сменного токоподводящего наконечника и электродной проволокой. Затем включают сварочный ток с одновременной равномерной подачей электродной проволоки. За счет электроэрозии и трения сварочной проволоки о поверхность канала сменного токоподводящего наконечника последний изнащивается до нарущения установленного сварочного режима. В этом случае поджимают натяжные болты 4, с помощью которых приближаются друг к другу корпус 1 токопроводящей свечи и крыщки 2, внутри которых установлены диски 3 наконечника, при этом зазор между дисками 3 уменьщается и обеспечивается надежный электрический контакт между
сменным наконечником и электродной проволокой.
При полном износе одного канала фиксатор 6 переставляется в другой паз, и процесс повторяется столько раз, сколько имеется каналов в сменном токоподводящем
наконечнике, при этом проволока постоянно равномерно по всей длине касается его стенок, что увеличивает стабильность его работы, улучщает качество сварки или наплавки. Выполнение гнезда в свече, при котором концы сменного наконечника выступают наружу, позволяет в кратчайщий срок переставить, не разбирая мундщтук, сменный наконечник в другое положение, при этом будет видно визуальным осмотром, какой канал изнощен, какой нет, что удобно в обслуживании и работе, позволяет уменьщить потери времени на обслуживание, увеличивает надежность в работе.
Использование сменного наконечника, имеющего каналы одного диаметра, выгодно при массовых сварочных и наплавочных
работах, так как позволяет одним сменным мундщтуком, у которого зазор между электродной проволокой и стенками сменного наконечника практически постоянен, вести массовые и наплавочные работы.
, Предлагаемую конструкцию мундщтука легко изготавливать следующими высокопроизводительными методами: корпус токопроводящей свечи - литьем с последующей механической обработкой (сверление канала для прохода электродной проволоки,
0 сверление и нарезание резьбы в отверстиях для болтов, .сверление отверстия для фиксатора); сменный наконечник, состоящий из двух одинаковых дисков, - листовой щтамповкой.
При таких высокопроизводительных и точных методах изготовления деталей точность изготовления канавок, составляющих каналы для прохода электродной проволоки, гнезда для установки сменного наконечника, пазов для фиксатора будет гарантирована,
0 за счет чего обеспечивается долговечность работы и надежность предлагаемой конструкции мундщтука.
Формула изобретения
Мундщтук к сварочным головкам и горелкам по авт. св. № 721271, отличающийся тем, что, с целью увеличения срока службы мундщтука, диски установлены с регулируемым зазором S (0,2-0,4) d мм, где S - величина зазора в мм, d - диаметр электродной проволоки в мм.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 721271, кл. В 23 К 9/12, В 23 К 9/16, В 23 К 9/18, 20.09.71.
| название | год | авторы | номер документа |
|---|---|---|---|
| Контактный наконечник к горелкам для электродуговой сварки плавящимся электродом | 1977 |
|
SU737150A1 |
| Мундштук к сварочным головкам и горелкам | 1976 |
|
SU610626A1 |
| Мундштук к сварочным головкам и горелкам | 1978 |
|
SU740431A1 |
| Мундштук к сварочным головкам и горелкам | 1981 |
|
SU965659A1 |
| Мундштук для многоэлектродной дуговой сварки | 1976 |
|
SU670401A1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
| Сварочный мундштук | 1978 |
|
SU841844A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1991 |
|
RU2023555C1 |
| Устройство для дуговой сварки в защитных газах плавящимся электродом | 1981 |
|
SU967716A1 |
| Токопроводящий мундштук к устройству для дуговой сварки плавящимся электродом в среде защитных газов с круговыми колебаниями электрода | 1975 |
|
SU549287A1 |