Известны способы правки алмазного инструмента на металлической связке путем обработки его засаленной рабочей поверхности абразивными кругами или брусками из карбида. Известен также -способ иравки путем травления этой поверхности различными кислотами.
Особенность предлагаемого способа заключается в том, что на засаленную поверхность инструмента, присоединенного к положительному полюсу постоянного источника тока, через соединенные с отрицательным полюсом этого же источника тока нолые электроды подают под давлением струи электролита, например водного раствора хлористого натрия. Осуш,ествляется анодное растворение металлической связки в соответствии с требуемым профилем инструмента.
Это позволяет предотвратить порчу и притупление алмазных зерен в процессе правки и сохраиить обрабатывающую способность инструмента.
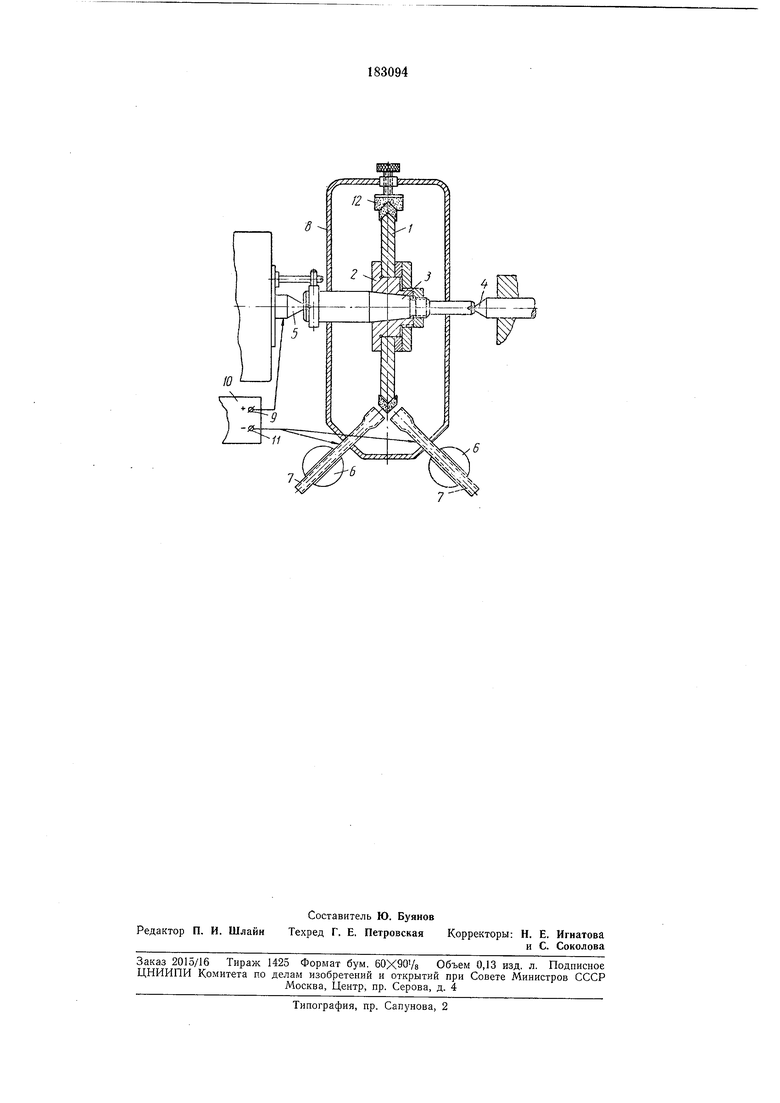
На чертел е схематически изображено устройство, применяемое для осуществления способа.
Способ цравки алмазного инструмента на металлической связке заключается в следующем. Инструмент - алмазный круг 1, подлежащий нравке, закрепляют иа плаищайбе 2, которую с помощью оправки 3 устаиавливают в центрах 4 и 5. Затем посредством юстировочных механизмов 6 устанавливают полые электроды 7 на иеобходил1ый профиль правки круга / и требуемый зазор. После установки ограждения 8, предотвращающего разбрызгивание электролита, включают его нрокачку и подачу круга L Поскольку круг / подключен к положительному полюсу 9 источника W тока, а электроды 7 - к отрицательному //, то в ироцессе электрохимической обработки кругу / придается требуемая форма. Для устранения пассивироваиия электродов 7 с круга 1 щеткой 12 удаляют окисную пленку и периодически изменяют полярность на электродах 7. Описываемый способ позволяет улучщить качество иравки, повысить ироизводительность и экономить больщое количество алмазного инструмента.
Предмет изобретения
Способ правки алмазного ии€трумента иа металлической связке, отличающийся тем, что, с целью предотвращения порчи и притупления зерен абразива, к иоложительному полюсу источника тока подключают обрабатываемый инструмент, на засаленную поверхность которого через полые электроды, соединенные с отрицательным полюсом того же источника, подают струи электролита, например водного раствора хлористого натрия, для анодного растворения металлической связки в соответствии с требуемым профилем инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки,профилирования и правки алмазных кругов на металлической связке | 1985 |
|
SU1283001A1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Способ электроэрозионного профилирования шлифовальных кругов | 1976 |
|
SU599950A1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| Способ профилирования алмазных кругов на металлической связке | 1974 |
|
SU512894A1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ЭЛЕКТРОАЛМАЗНОЙ ОБРАБОТКИ С НЕПРЕРЫВНОЙ ПРАВКОЙ КРУГА | 2003 |
|
RU2239525C1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| Способ электрофизикохимической правки алмазных кругов | 1984 |
|
SU1255326A1 |
| Способ ультразвуковой электроалмазнойОбРАбОТКи | 1979 |
|
SU831483A1 |