Изобретение относится к обработке металлов давлением, в частности, к нпймнам для изготовления полых изделий.
Известен Н1тами для глубокой вытяжки изделий из иолой заготовки, содержаииж матрицу, пуансон и кольцевой прижим, установленный на нуансоне с-возможиостью вертикального смешения 1.
.Известный 1нтамн обладает сравнительно невысокой стойкостью на износ, особенно нри вьггяжке металлов н сплавов, обладающих высокими механическими свойстзами. Это происходит из-за неудовлетворит(..1ьных условий смазки между наружной поверхностью изделия и рабочей поверхностью мл.трицы. Возникновение значительных сил трения приводит к износу матрицы, к росту усилия вытяжки, ограничению коэффициента вытяжки и возможности отрыва дна вытягиваемого изделия. Из-за плохих условий с.мазки происходит образование дефектов в виде рисок на поверхности изделия и утонение стенок в области дна изделия.
Цель изобретения - повышение стойкости штампа и увеличение коэффициента
В1,ггяжки -- достигается тем, что предложенн)1Й штамн снабжен втулкой, установленной на матрице с кольцевым зазором относительно кольцевого прижима, заполненным смазкой и рассчитываемым но формуле:
6MVH
h-V
+ S,
где .М - динамическая
вязкость
смазки, п-сек/м -;
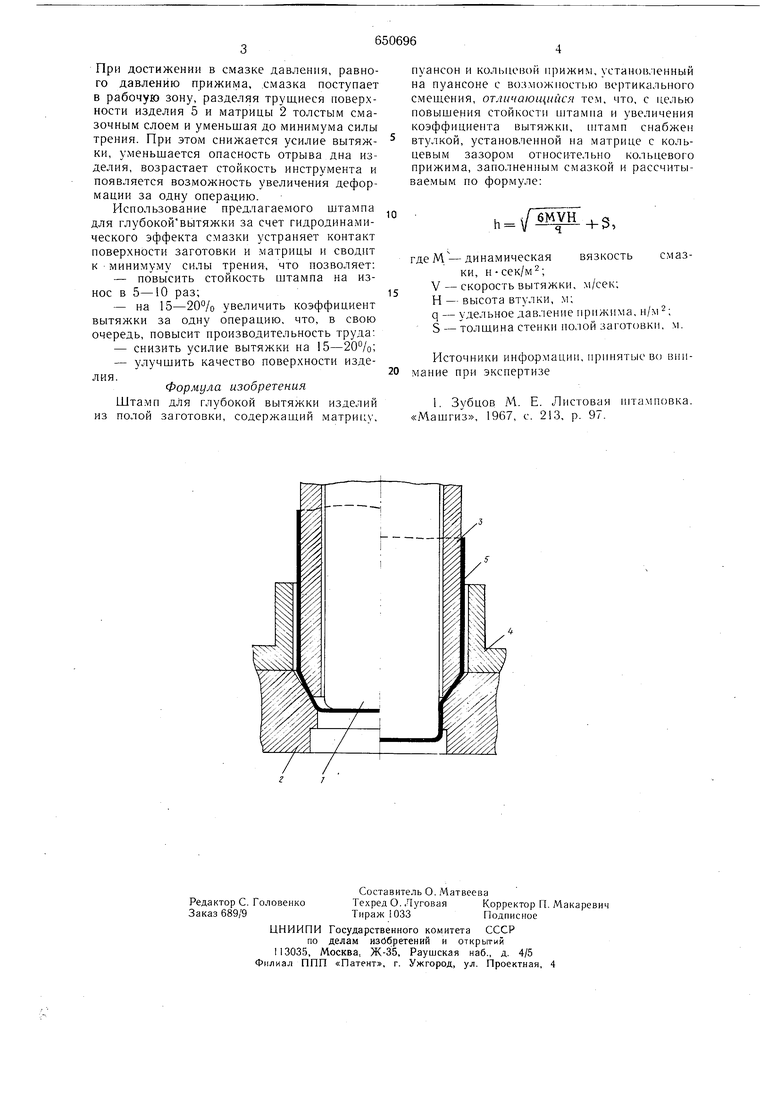
V- скорость вьггяжки, .м/сек; И - высота втулки, м; q - давленпе прижпма, н/м-, S - толшина стенки нолой заготовки, м. Изобретение представлено на чертеже. Шталж для глубокой вытяжки состоит из пуаисона 1, матрицы 2, кольцевого прижима 3 и неподвижно установленной на матрице втулки 4, охватывающей прижим 3 с зазором, заполненным смазкой.
Штамп работает следующим образом. При рабочем ходе пуансона 1 вытягпваемое изделие 5 захватывает смазку п увлекает в зазор между собой п вту.чкой 4. За счет гидродинамического эффекта в слое смазки развивается новышенное -давление. При достижении в смазке давления, равного давлению прижима, .смазка поступает в рабочую зону, разделяя трущиеся поверхности изделия 5 и матрицы 2 толстым смазочным слоем и уменьшая до минимума силы трения. При этом снижается усилие вытяжки, уменьшается опасность отрыва дна изделия, возрастает стойкость инструмента и появляется возможность увеличения деформации за одну операцию. Использование предлагаемого штампа для глубокойвытяжки за счет гидродинамического эффекта смазки устраняет контакт поверхности заготовки и матрицы и сводит к минимуму силы трения, что позволяет: -повысить стойкость штампа на износ в 5-10 раз; -на 15-20% увеличить коэффициент вытяжки за одну операцию, что, в свою очередь, повысит производительность труда: -снизить усилие вытяжки на 15-20%; -улучшить качество поверхности изделия. Формула изоорвтения Штамп дЛя глубокой вытяжки изделий из полой заготовки, содержащий матрицу. пуансон и кольцевой прижим, установ.пенный на пуансоне с во: можпостью вертикального смещения, отличающийся тем, что, с целью повыщения стойкости П1тамна и увеличения коэффициента вытяжки, П1тамп снабжен втулкой, установленной на матрице с кольцевым зазором относительно кольцевого прижима, заполненным смазкой и рассчитываемым по формуле: вязкость рде м - динамическая ки, н-сек/м ; V - скорость вытяжки, м/сек; Н - высота втулки, м; qудельное давление прижима, н/м S-толщина стенки полой заготовки, м. Источники информации, прпиятые во внимание при экспертизе 1. Зубцов М. Е. Листовая штамповка. «Машгиз, 1967, с. 213, р. 97.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для глубокой вытяжки | 1981 |
|
SU1026893A2 |
| Штамп для вытяжки | 1985 |
|
SU1303220A1 |
| Штамп для глубокой вытяжки | 1983 |
|
SU1174128A1 |
| Штамп для глубокой вытяжки | 1985 |
|
SU1323167A1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |
| Штамп для вытяжки с противодавлением | 1988 |
|
SU1593738A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| Штамп для глубокой вытяжки полых деталей с широким фланцем | 1973 |
|
SU436689A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2072271C1 |
