8
Ю
о:)
00
со со
Изобретение относится к обработке металлов давлением, в частности к штампам для глубокой вытяжки деталей из полых заготовок. : По основному авт. св. № 650696 изшестен штамп для глубокой вытяжки иэйелий из полой заготовки, содержа щий матрицу, пуансон, кольцевой , установленный на пуансоне с возможностью вертикального смещения, и втулку, установленную на мат с кольцевым зазором относитель но; кольцевого прижима, заполненным сИазкой. В процессе вытяжки за счет гидродинамического эффекта в слое см|азки развивается повышенное давлерие. При достижении в смазке дав ления, равного давлению прижима, см&зка поступает в pa6o4STo зону, разделяя трущиеся поверхности издел и Матрицы и уменьшая силы трения. В результате снижается усилие вытяж ки;, уменьшается опасность отрыва дна изделия, возрастает стойкость инструмента 1. ;Недостатком известного штампа яв|1яется непроизводительный расход те|снологической смазки в конце про це(;са вытяжки за счет вытекания избыточной смазки, находящейся под повышенным давлением, из рабочей полости в штамповое пространство. Это приводит к попаданию избыточной смазки на готовое изделие, удаление которой повышает трудоемкость производства изделий. Избыточная смазка загрязняет штамп и рабочее место штамповщика, увеличи вает общий расход технологической смазки. :Цель изобретения - повышение качества изделий и снижение расхода технологической смазки. Для достижения этой целив штам пе на зеркале матрицы выполнена кольцевая выемка со сливным отверс тифм, а штамп снабжен подпружиненным клапаном, установленным в,слив ном отверстии так, что расстояние ним и прижимом при закрытом положении клапана равно толщине за головки . На чертеже представлен oпиcывae alJ штамп, разрез (слева - в.исходном положении, справа - в конечной стадии вытяжки). Штамп для глубокой вытяжки состоит из пуансона 1, матрицы 2, прижима 3, втулки 4, сливного клапана 5. На опорной плоскости матрицы выполнена кольцевая канавка 6 со сливным отверстием 7. На прижиме находится заготовка 8. Штамп работает следующим образом. На матрицу 2 устанавливают заготовку 8 и прижим 3, под действием которых клапан 5 Закрывается. В момент начала рабочего хода пуансона 1 вытягиваемая заготовка 8 захватывает смазку и увлекает в зазор между заготовкой 8 и втулкой 4. За счет гидродинамического эффекта в слое смазки развивается повышенное давление, которое обеспечивает разделение трущихся поверхностей заготовки 8 и матрицы 2 смазочным слоем. В процессе вытяжки сливной клапан 5 закрыт, препятствуя вытеканию смазки через отверстие 7. На конечном этапе вытяжки после выхода заготовки из под прижима клапан 5 под действием пружины открывает сливное отверстие и оставшаяся избыточная смазка вытекает в емкость для ее сбора. При следующем ходе пресса заготовка 8, установленная на опорной плоскости матрицы 2, под действием прижима сжимает пружину и закрывает сливной клапан 5. Зазор между заготовкой 8 и втулкой 4 заполняется новой порцией технологический смазки. Цикл глубокой вытяжки повторяется вновь. Использование предлагаемого штампа для глубокой вытяжки позволяет снизить расход технологической смазки на 20-40%, улучшить санитарногигиенические условия труда обслуживающего персонала, а также повысить качество получаемых изделий за счет исключения затекания смазки на их внутреннеюповерхность, что исключает необходимость в последующей их очистке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для глубокой вытяжки | 1977 |
|
SU650696A1 |
| Устройство для вытяжки с нагревом | 1988 |
|
SU1538955A2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГОМАТЕРИАЛА | 1966 |
|
SU183173A1 |
| Штамп для глубокой вытяжки полых деталей с широким фланцем | 1973 |
|
SU436689A1 |
| Способ вытяжки полых изделий из листовой заготовки и штамп для его осуществления | 1985 |
|
SU1407619A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| Штамп для глубокой вытяжки | 1985 |
|
SU1323167A1 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |
| Штамп для вытяжки | 1985 |
|
SU1303220A1 |
ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ по авт. св. № 650696, о т л и чающийся тем, что, с целью экономии смазки и повьпиения качества получаемых изделий, на зеркале матрицы выполнена кольцевая выемка со сливным отверстием, а штамп снабжен подпружиненным клапаном, установленным в сливном отверстии так, что расстояние между ним и прижимом при закрытом положении клапана равно толщине заготовки.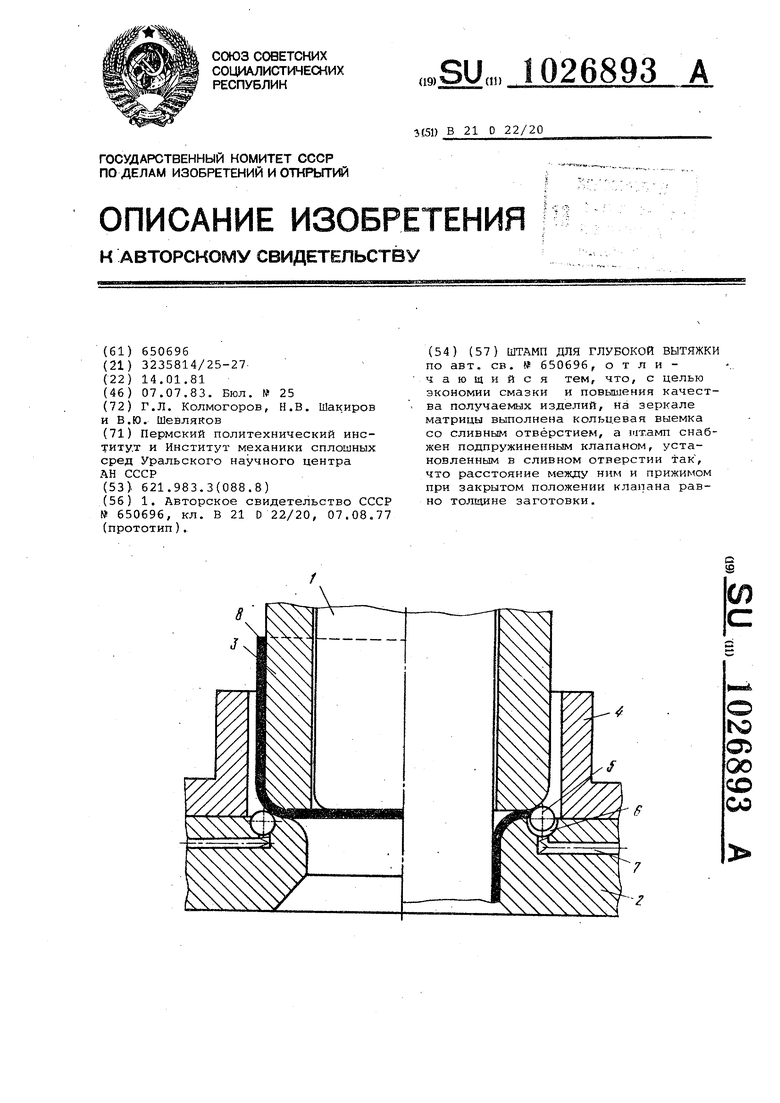
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для глубокой вытяжки | 1977 |
|
SU650696A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
