Устройства для формоваиия резьбы иа изделиях из елоиетых иластиков, состоящие из разъемиой прессформы с виутреиией резьбой задаииого профиля и сердечника с внешней резьбой, соответствующей нрофилю резьбы ирессформы, известны. Однако при одиовремеииой опреееовке витков по веей д.чиие резьбового сердечиика этих устройств волокпа армирующей ткаии вытягиваются, иадрываются и неполностью заполняют нрофиль резьбы в нрессформе, снижая тем самым прочiiocTij резьбовой части изделия и иовьипая процент брака.
В предлагаемом устройстве сердечпик прессформы выиолиеи в виде набора сегментов-полу итков, установленных в паправляюаиьх на растояинях, равных шагу резьбы, что позволяет производить иоследовательиое раздельное формоваиие каждого витка в прессформе, избегая внутренних иапряжений в волокнах армирующей ткани с большим коэффициентом заполнения профиля резьбы.
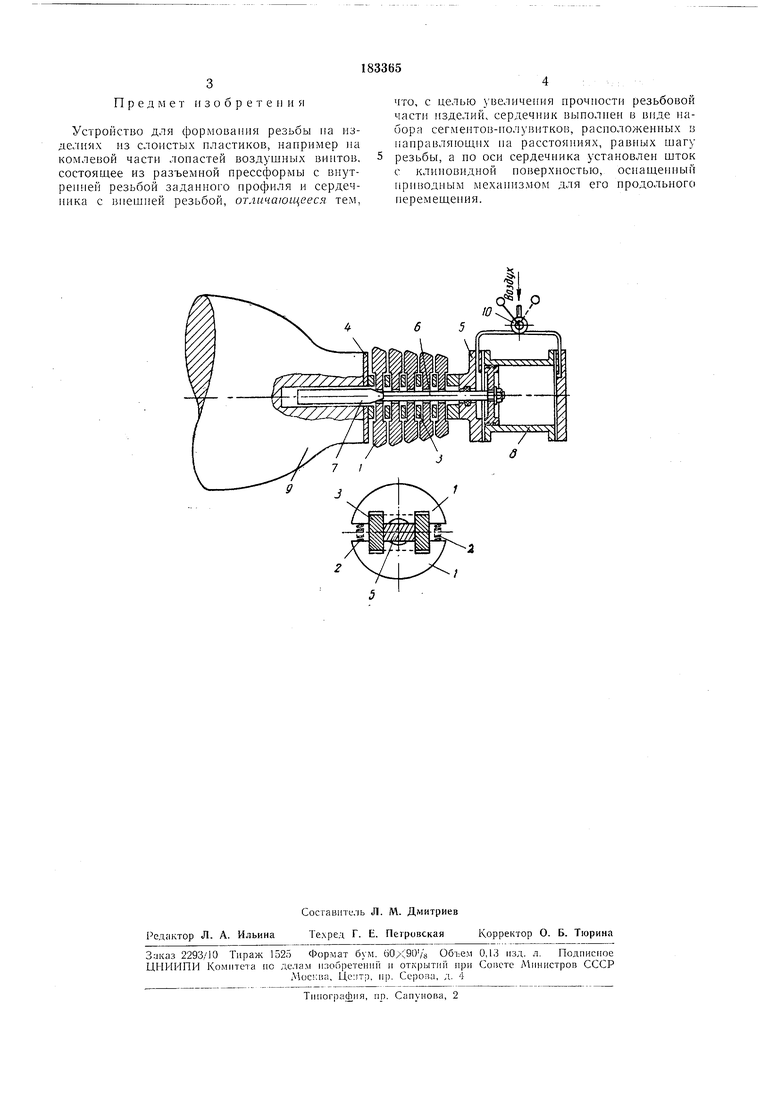
На чертеже изображеп сердечиик описываемого устройства в продольном и поперечном разрезах.
Сердечник расположен на технологическом вкладьпие для формования резьбы ia комлевой чаети лопасти воздушиого винта в разъемиой прессформе (па чертеже ие показана). Он содержит сегменты /, соединенные попарно с (jiJi, Щи.жин .-, нан);:ii.isiкмцис с;, к которым крепИ1ся ф.лапи.ы -1 и 5, 6 с к.чнновидиоГ новерхностыо 7 и приг.одно MCX;Iннз:.1 . Сегме1ггы установлены в Г1аиравляюii.uix па р;1сстояниях. ра1зиых ujary |)сзьбы в нрессформе. 1 ; кд;1Я пара cKpe.i/ieinibix нружннамн cer.iCHTOi 1редста1 ляст собой одни
liHTOK.
По оси сердечника проходит шток, на котором выполнен };часток с клиновндной иоверхиостью длнной, pariHoii Huiry резьбы, н высоTOii -- глубине.
С номонлью фланца -/ сердечник устанавлн1;ается иа технологическом вкладьипе 9, а иа
(хлаице 5 крепится приводной мехаиизм любого тииа (на чертеже---ннег5монривод).
После устаио 5кн в ирессформу технологического вкладынла с сердечником, иа которых уложено необходимое количество слоев армируюн.,ей ткаии, пропитанной клеящим веществом, половинки прессформы смыкаются до задаииого зазора, а затем подается сжатый воздух под иоршепь пневмоиривода с помощью крана 10. Шток перемещается вправо
и своей клиновидпой поверхпостью поочередно раздвигает сегменты па задаги1ую глубину, формуя каждый полувиток резьбы в прессформе раздельно. При этом слои армируюн;ей ткани без иапряжепий подаются впутрь
Предмет изобретен и я
Устройство для формования резьбы на изделиях из слоистых пластиков, например )ia комлевой части лопастей воздушных виитов, состоящее из разъемной прессформы с внутренней резьбой заданного профиля и сердечиика с внешней резьбой, отличающееся тем.
что, с целью увеличения ирочиостп резьбовой части изделий, сердечиик выполиеи в виде иаборя сегмеитов-иолувнтков, расиоложеииых в направляюиднх па расстояниях, равных шагу резьбы, а ио оси сердечиика установлен шток с клиновидной поверхностью, осиашенный приводным меха1П1змом для его продольного перемеидения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1969 |
|
SU235976A1 |
| ЛИТЬЕВАЯ ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ПЛОСКОЗУБЧАТЫХ РЕМНЕЙ | 1967 |
|
SU202510A1 |
| ПРЕСС-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU235978A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛНИСТЫХ ТРУБ | 1971 |
|
SU298406A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ ДРЕВЕСНОЙ ПРЕССМАССЫ В ПРЕССФОРМУ | 1967 |
|
SU196280A1 |
| РАЗЪЕМНАЯ ПРЕССФОРМА | 1967 |
|
SU198575A1 |
| МЕХАНИЗМ ДЛЯ АВТОМАТИЧЕСКОГО СЪЕМХ— ПЛАСТМАССОВЫХ РЕЗЬБОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU168861A1 |
| МЕХАНИЗМ СМЫКАНИЯ И РАЗМЫКАНИЯ ЧАСТЕЙ МНОГОЭТАЖНОЙ ПРЕССФОРМЫ | 1969 |
|
SU252589A1 |
| СТОПОЧНЫЙ ВУЛКАНИЗАТОР | 1967 |
|
SU203202A1 |
| ВУЛКАНИЗАТОР-ФОРМАТОР | 1968 |
|
SU208256A1 |