Известны пресс-автоматы для изготовлсчшя резиновых изделий, имеющие лгеханизмы для перемещения прессформ на перезарядку, съема изделий и укладки заготовок в преесформы.
Такие ирессы выполнены одноэтажными с силовыми цилиндрами для перемеи,ення частей прессформ и с механизмами для съема изделий и укладки заготовок с Н(змо1цыо вакуум-кассет.
Однако они недостаточно надежны нрн перезарядке ирессформ профпльными нздслпямп.
Предлагаемый пресс отличается тем, что механизм перемещения нижних частей прессформ выполнен в виде замкнутой с выступами на конечных звеньях, входящими в зацепление с захватами нижиих частей прессформ, перемещаемых с замкнутой ценью с помощью поддерживающих звездочек и силового цилиндра со штоком-зубчатой рейкой, входящей в зацснлепие с зубчатьиг колесом ириводной звездочки.
В этом пресс-автомате мехапизмы сьема нзделиГ выполнены в виде встросншях в гнезда нижних частей ирессформ нодпружнне 1ныл выталкивателей, перемещаемых посредством плиты, подвижной от силового цилиндра, сипхроино связанного с силовым цилиндром го2
ризонтальпого неремеп1,ення вилочного сьемппка пзделш.
Механизмы для укладки заготовок с арматурой выиолпепы в виде кассеты, на кромках гнезд KOTOpoii установлены неподвижные упоры и подвижпые фиксаторы, упирающиеся в профильную тягу - шток силового цнл1П1дра, вынолненного с ноднружиненным порншем, взаимоде1 1ству1он1,11м со ппоком э.чектрома Hirra.
Такой п)есс обеспечивает нов1)1шенне нроиз1юд ггельносги труда.
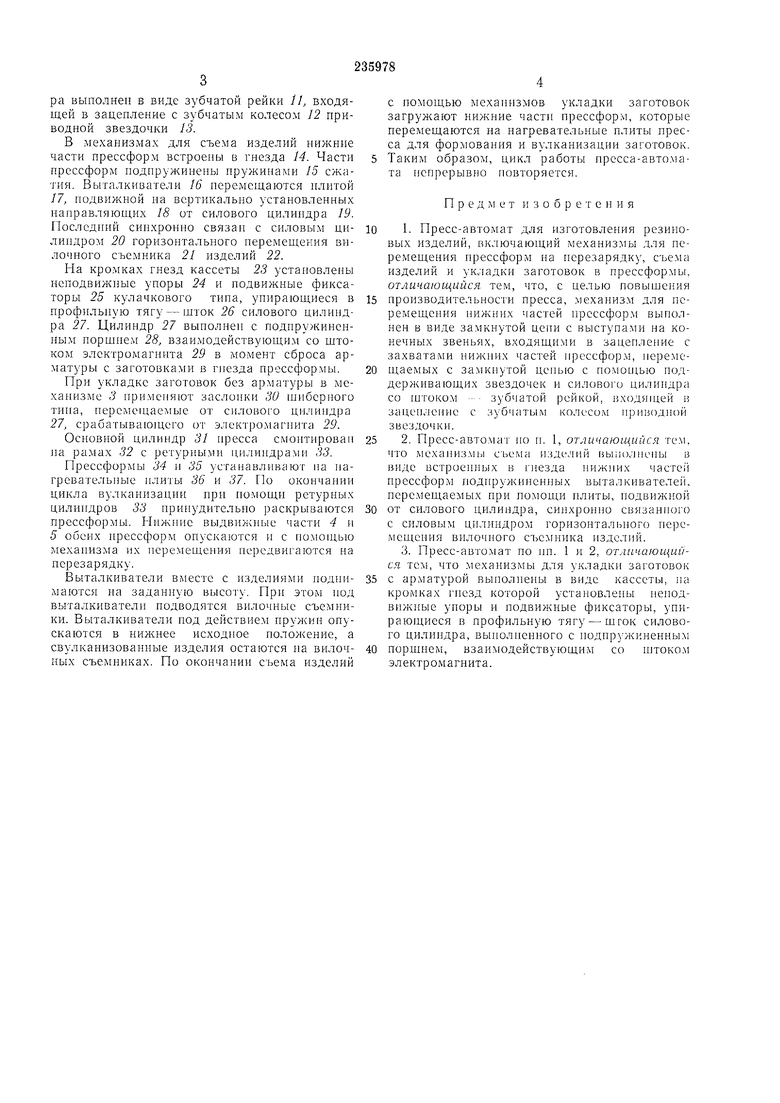
На фиг. 1 показан нредлагаемый пресс; на фиг. 2 - механизм перемен,ения пресс{|)0рм на перезарядку; па фиг. 3 - мехаппзмы съема изделий; па фиг. 4 - механизмы укладки заготовок.
Пресс-автомат для изготовления резиновых изделий имеет механизм / для неременгения нижних частей прессформ па перезарядку, механизмы 2 Д.1Я съема издели и механизмы 3 для укладки заготовок в ирессформы.
Мехаиизм для нерсмеигення нижних частей 4 1 5 нрессформ вынолнен в внде замкнуто цени 6 с выстунами на конечш.гх 7. Выстуны входит в заненленне с захватами 8, выиолненными на копнах пнжшгх частей прессформ, которые нереме цаются с замкнутой цепью 6 с noMoriUjK) поддерживаю .цнх звездочек 9 и силового цилиндра 10. Шгок цилипдpa выполнен в виде зубчатой рейки 11, входящей в заценление с зубчатым колесом 12 нриводной звездочки 13.
В механнзмах для съема изделий ннжние части прессформ встроены в гнезда 14. Части прессформ иодпружинены нружннами 15 сжатия. Выталкиватели 16 неремещаются нлитой 17, подвижной на вертикально установленных направляющих 18 от силового цилиндра 19. Последний синхронно связан с силовым цилиндром 20 горизонтального перемещения внлочного съемника 21 изделий 22.
На кромках гнезд кассеты 23 установлены неподвижные упоры 24 и подвижные фиксаторы 25 кулачкового тина, унирающиеся в нрофильную тягу - шток 26 снлового цилиндра 27. Цилиндр 27 вынолнен с подпружиненным норшнем 28, взаимодействующим со штоком электромагнита 29 в момент сброса арматуры с заготовками в гнезда прессформы.
При укладке заготовок без арматуры в механизме 3 применяют заслонки 30 шиберного тнна, перемегдаемые от снлового цилиндра 27, срабатываю1цсго от электромагпита 29.
Основной цилиндр 31 нресса смонтирован па рамах 32 с ретуриыми цилиндрами 33.
Прессформы 34 и 35 устанавливают па нагревательные нлиты 36 н 37. По окоичанин цикла вулканизации нрн номощн ретурных цилиндров 33 припудительно раскрываются прессформы. Иижрпш выдвнж)П11е части 4 н 5 обеих нрессформ опускаются и с помоп1,ью мехапизма их перемещения передвигаются на перезарядку.
Выталкиватели вместе с изделиями поднимаются на заданную высоту. При этом нод выталкиватели нодводятся вилочные съемники. Выталкиватели нод действием нружин опускаются в нижнее исходное ноложение, а свулканнзованные изделия остаются на вилочных съемниках. По окончании съема изделий
с номощью механизмов укладки заготовок загружают нижние части нрессформ, которые перемещаются на нагревательные плиты пресса для формования и вулканизации заготовок. Таким образом, цикл работы нресса-автомата непрерывно повторяется.
Предмет изобретения
1. Пресс-автомат для изготовления резиновых изделий, включающий механиз ты для перемещения прессформ на нерезарядку, съема изделий и укладки заготовок в прессформы, отличающийся тем, что, с целью повышения
производительности пресса, механизм для перемещения нижних частей прессформ выполнен в виде замкнутой цепи с выступами на конечных звеньях, входящнми в зацеплепие с захватами нижних частей нрессформ, неремеnj,aeMbix с замкпутой цепью с помоп,ью поддерживающих звездочек и силового пилиндра со штоком - зубчатой рейкой, входянгей к зацепление с зубчатым колесом ирпводной звездочки.
2. Пресс-автомат но п. 1, отличающийся тем, что механизм) сьема изделий вы1И) 13 виде встроенных в гнезда нижних частей нрессформ ноднружиненпых выталкивателе, перемещаемых при помощи плиты, подвижной
от снлового цилиндра, СИ 1ХрОП 0 СВЯЗаН 010
с СИЛОВЫЛ1 цилиндром горизонтального неремещеиия внлочного издел Й.
3. Пресс-автомат по Н. 1 и 2, отличающийся тем, что механизмы для укладки заготовок
с арматурой в виде кассеты, кромках гпезд которой установлень еподвижные упоры и юдвижные фиксаторы, упирающиеся в профильную тягу - шгок силового цилиндра, вы ОЛ 1енного с подпружиненным
поршнем, взаимодействующим со нтоком электромагнита.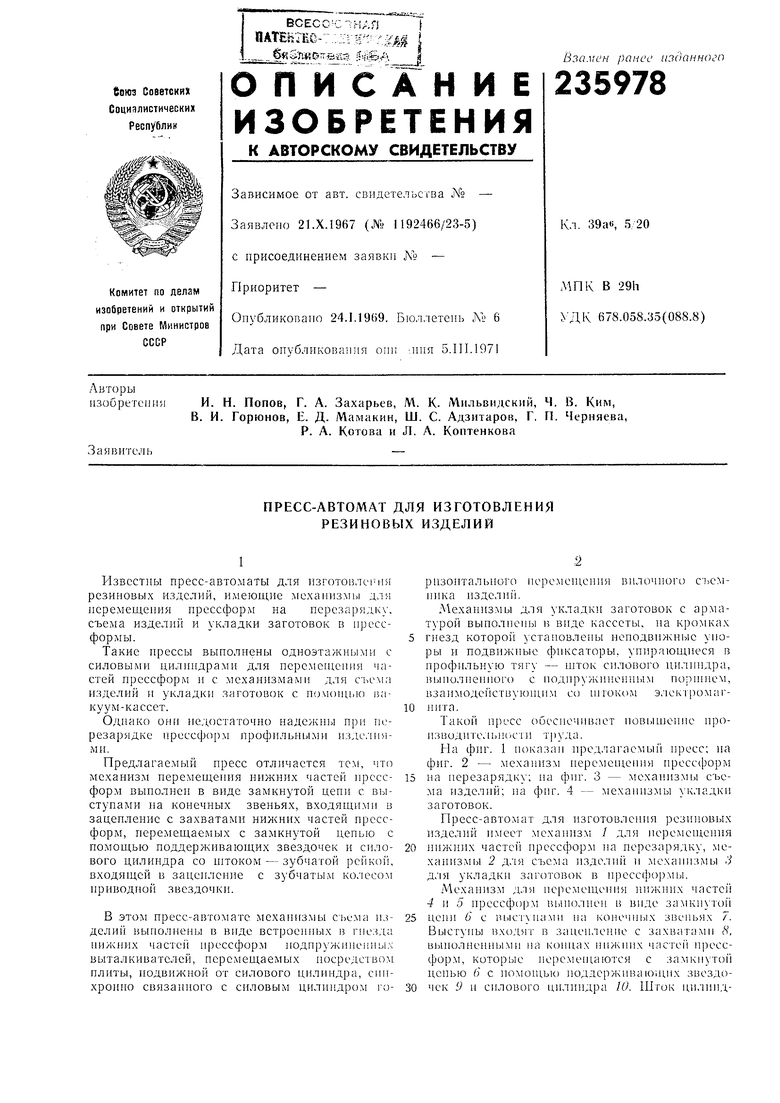

S 8
«.
Т//7-7
iil
77 ±Й
л/ /
УзелА
