Изобретение относится к строительству, в частности к изготовлению центрифугированных трубчатых изделий из бетонных смесей.
Цель изобретения - упрощение конструкции и снижение трудоемкости за счет механизации процесса перегрузки форм с поста центрифугирования на пост термовлажностной обработки.
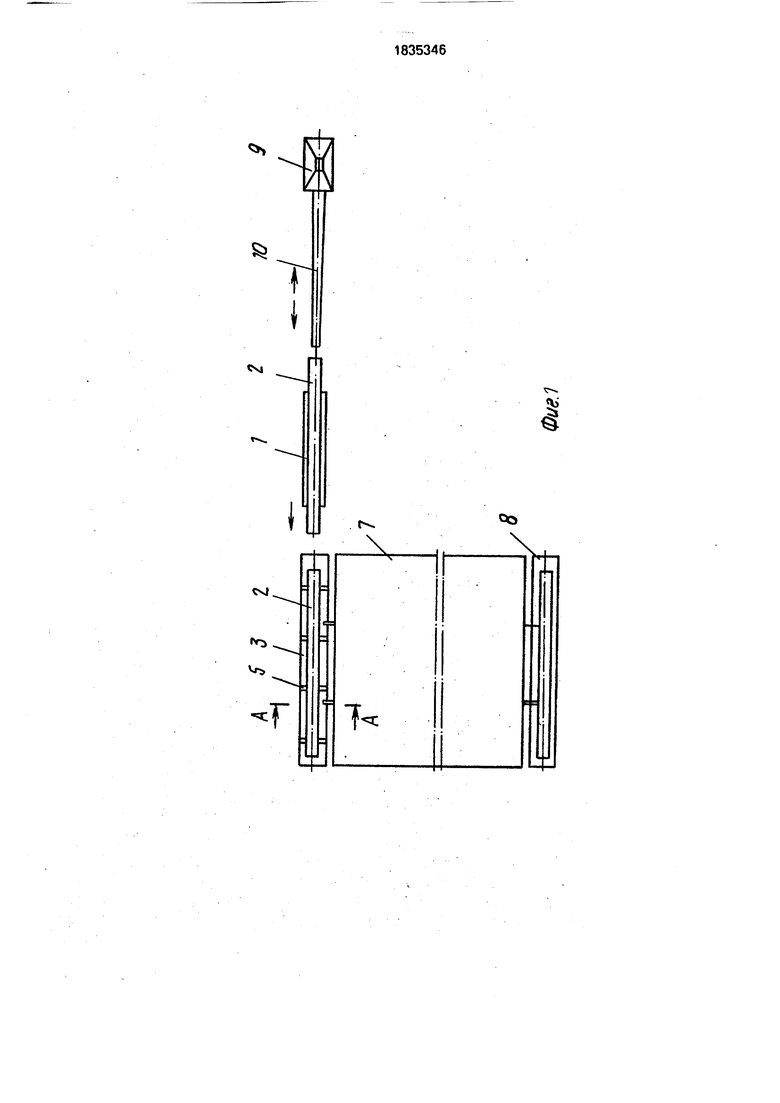
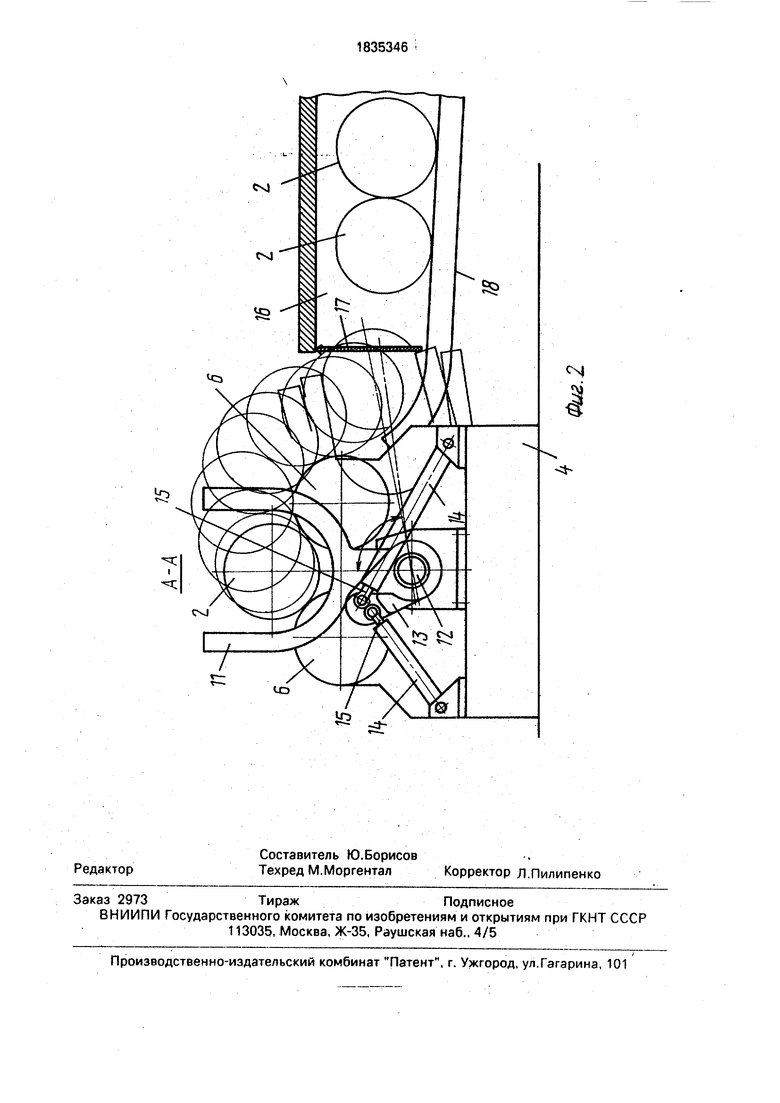
На фиг. 1 изображена технологическая линия изготовления центрифугированных трубчатых изделий; на фиг. 2 - разрез А-А на фиг. 1.
Технологическая линия изготовления центрифугированных трубчатых изделий состоит из поста загрузки 1 бетонной смеси, формы 2, поста центрифугирования 3 с установленной на основании 4 центрифугой 5 с катками б поста термовлажностной обработки 7 и поста распалубки 8. Пост загрузки 1 бетонной смеси включает в себя приемный бункер 9 с распределителем 10 бетонной смеси. Пост центрифугирования 3 с центрифугой 5 расположен по ходу технологического процесса за постом загрузки 1 бетонной смеси. На основании 4 между катками 6 центрифуги 5 размещено сьемно-предохра- нительное приспособление, выполненное в виде шарнирно смонтированной U-образной скобы 11-е механизмомее поворота, выполненным из установленного на горизонтальной оси 12 рычага 13 и двух гидроцилиндров 14. Гидроцилиндры 14 шарнирно установлены на основании 4, а их штоки 15 шарнирно связаны с рычагом 13.
U-образная скоба 11 жестко связана с рычагом 13 и установлена также на горизо нтал ьной оси 12.
В исходном положении U-образная скоба 11 относительно расположенной на катках 6 центри- фуги 5 формы 2 установлена с зазором и выполняет функцию как съемника, так и п редох ранительного устройства от выбрасывания формы 2 при ее центрифугировании.
Ё
00 СлЭ СП Сл
ь. о
Параллельно центрифуге 5 расположен пост термовлажностной обработки 7, выполненный в виде щелевой камеры 16 с эластичной шторой 17 и наклонными направляющими 18 для форм 2. К выхода щелевой камеры 16 находится пост распалубки 8,
Технологическая линия изготовления центрифугированных трубчатых изделий работает следующим образом.
Собранная форма 2 с арматурным каркасом устанавливается на пост загрузки 1 бетонной смеси.
Приемный бункер 9 с распределителем 10 перемещают по направлению к посту за- грузки 1 бетонной смеси и распределитель 10 входит внутрь формы 2. Подают бетонную смесь в приемный бункер 9 и через распределитель 10 заполняют равномерно бетонной смесью пространство между стен- ками формы 2 и распределителем 10. После загрузки бетонной смеси в форму 2 извлекают распределитель 10 из формы 2, перемещая приемный бункер в противоположную сторону. Форму 2 транспортируют, напри- мер, по рольгангу (на чертеже не показан) на пост центрифугирования 3. Включают привод центрифуги 5 и, увеличивая число оборотов катков 6, производят уплотнение бетонной смеси.
После окончания центрифугирования U- образную скобу 11 гидроцилиндрами 14 и рычагом 13 поворачивают вокруг горизонтальной оси 12, перемещая форму 2 сначала по каткам 6 центрифуги 5, расположенным у щелевой камеры 16, а затем одним плечом U-образной скобы 11 - наклонные направляющие 18 щелевой камеры 16.
U-образная скоба 11 за счет двух шар- нирно установленных гидроцилиндров 14 и рычага 13 позволяет плавно опустить форму 2 на наклонные направляющие 18 щелевой
камеры 16. Форма 2 после укладки ее на наклонные направляющие 18 перекатывается в щелевую камеру 16.
Эластичная штора 17 служит для сохранения пара в щелевой камере 16 и частично амортизирует удар формы о форму.
После укладки формы 2 с изделием в щелевую камеру 16, работая двумя гидроцилиндрами 14, U-образную скобу 11 возвращают в исходное положение. В щелевой камере 16 изделий в форме 2 пропаривают и после пропаривания формы 2 с готовыми изделиями по наклонным направляющим 18 перемещаются на пост распалубки 8.
Форму л а изо б ре тени я
Технологическая линия изготовления центрифугированных трубчатых изделий, содержащая расположенные последовательно пост загрузки бетонной смеси формы с арматурным каркасом, пост центрифугирования с установленной на основании центрифугой и пост термовлажностной обработки, отличающаяся тем, что, с целью упрощения конструкции и снижения трудоемкости за счет механизации процесса перегрузки форм с поста центрифугирования к посту термовлажностной обработки,центрифуга . поста центрифугирования снабжена размещенным между ее катками съемно-предохранительным приспособлением, выполненным в виде шарнирно смонтированной на основании U-образной скобы с механизмом ее поворота, причем скоба установлена с зазором относительно формы с возможностью поворота вокруг горизонтальной оси, а пост термовлажностной обработки выполнен в виде щелевой камеры с направляющими для формы.
А 5 3 I
-1 / / . /
ю
L
L
7
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления центрифугированных железобетонных опор | 1990 |
|
SU1802796A3 |
| Составная форма для изготовления центрифугированных изделий из бетонных смесей | 1985 |
|
SU1364482A1 |
| Установка для изготовления железобетонных изделий в кассетных формах | 1984 |
|
SU1219371A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU389930A1 |
| Конвейерная линия для изготовления строительных изделий | 1979 |
|
SU876434A2 |
| Установка для сборки и разборки форм при изготовлении трубчатых изделий из бетонных смесей преимущественно центрифугированием | 1978 |
|
SU749665A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОННЫХ БЛОКОВ | 1995 |
|
RU2078690C1 |
| Агрегат для изготовления трубчатых изделий из бетонных смесей | 1984 |
|
SU1237444A1 |
| Установка для изготовления центрифугированных трубчатых изделий из бетонных смесей | 1990 |
|
SU1787797A1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
Использование: относится к строительству, в частности к изготовлению центрифугированных трубчатых изделий. Сущность изобретения: центрифуга поста центрифугирования имеет между ее катками съемно- предохранительное приспособление, выполненное в виде шарнирно смонтированной на основании U-образной скобы с механизмом ее поворота, причем скоба размещена с зазором относительно формы с возможностью поворота вокруг горизонтальной оси, а пост термовлажностной обработки выполнен в виде щелевой камеры с направляющими для формы. 2 ил.
| Косолапое И.И | |||
| Изготовление стоек железобетонных опор высоковольтных линий электропередач | |||
| - Л.: Энергоатомиздат, 1985, с.112 | |||
| Центрифуга для формования трубчатыхиздЕлий из бЕТОННыХ СМЕСЕй | 1978 |
|
SU814764A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
