1
Изобретение может быть иснользовано в промышленности строительных материалов для изготовления железОбетонных центрифугированнь1х изделий, например, опор контактнон сети.
Для изготовления центрифугированных изделий известны установки (технологические ..тинии), работающие по агрегатно-поточной технологии, которь1е ле позволяют в достаточной степени механизировать транспортные операции и имеют низкую производительность.
Известнь также конвейерные установки для цроизводства плоских железобетонных изделий в формахнвагонетках, содержащме размеренные Б технологической последовательности посты распалубки, подготовительных операций, запол.нения форм бетонной смесью, и ее уплотнения, оборудованные механизмами передачи форм с пс«;та на .пост, а та-кдее смонтированную В:0 втором уровне щелевую секционную камеру тепловой обработки иаделда, снабженную наиравляющиМ|И форм, подъемпиком и снижателем, один из которых соединен с камерой охлаждения. Одна.ко такие установки не могут быть использованы длЯ: нраизводства це нтр«фугированных и-зделий.
Предлагаемая- конвейерная установка отличается от известных тем, что, с целью обеспечения возможности изготовления центрифугированных изделий типа опор контактной сети,
сокращения тралспортных операций и производственных площадей, установленные с уклоном в сторону разгрузки направляющие форм «амеры тепловой обработки и камеры охлаждения выполнены с приводными фиксаторами шаго-вого группового перемещения в камерах, причем направляюадие камеры охлаждения установлены с обратным уклолом относительно направляющих камеры тепловой обработки.
Установка отличается также тем, что подъемник и снижатель выполнены с подъемноопускными приводными каретками, каждая из которых снабжена захватом для форм, взаимодействующим с направляющими камер тепловой обработки и охлаждения, а приводные фиксаторы шагового группового перемещения форм в камерах выполнены с жестко закрепленными на. тяго-вых цепях стопорными роликами, взаимодействующими с крайними бандажами соседних форм.
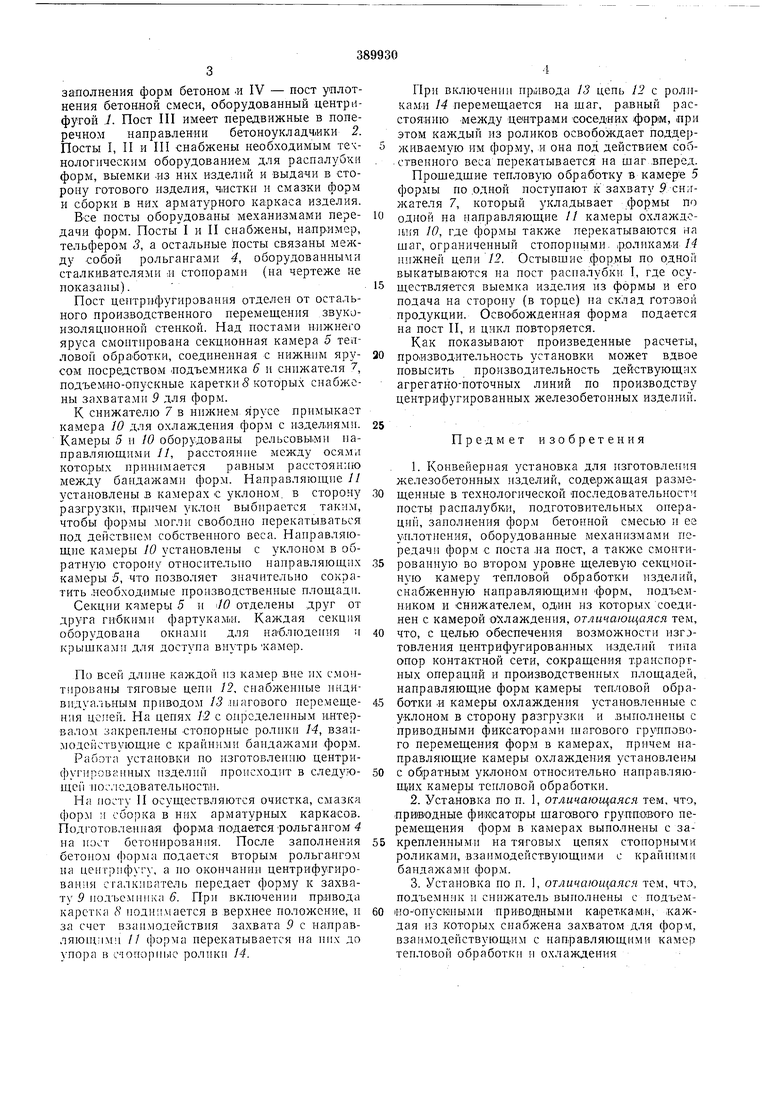
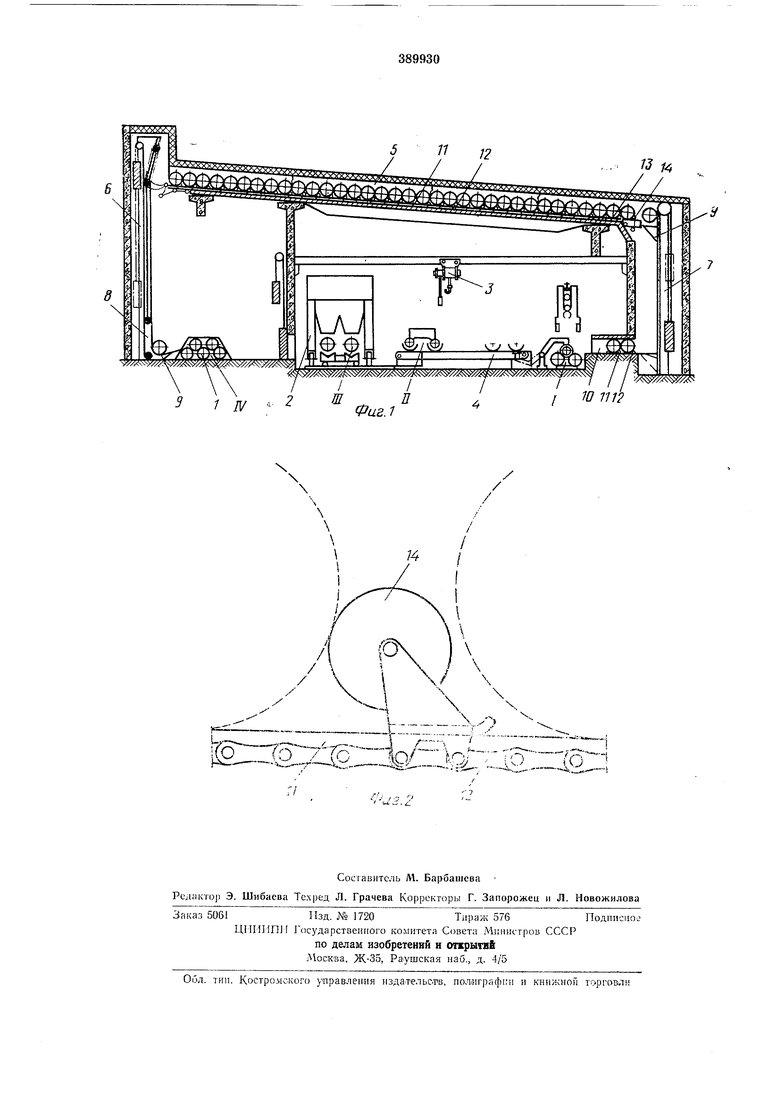
На фиг. 1 схематически изображена предлагаемая установка, продольный разрез; на фиг. 2 - узел крепления фиксатора к тяговой цепи.
Конвейерная установка содержит уста.новленные на нижнем ярусе в технологической последовательност1И ггосты: I - распалубки форм и убо.рки изделий, II - подготовки форм к бетонированию, III - арматурных работ и
заполнения форм бетоном .и IV - пост уплотнения бетонной смеси, оборудованный центрифугой .1. Пост III имеет передвижные в поперечном направлении бетоноукладчики 2. Посты I, II и III снабжены необходимым течнолопгческим оборудованием для распалубки форм, выемки .из них изделий и выдачи в сторону готового изделия, чистки и смазки форм и сборки в них арматурного каркаса изделия.
Все посты оборудованы механизмами передачи форм. Посты I и II снабжены, на|Пр.имер, тельфером 3, а остальные посты связаны между собой рольгангами 4, оборудованными сталкиватслями :И стопорами (на чертеже не показаны).
Пост цептрИфугировання отделен от остального производственного перемещения звукоизоляционной стенкой. Над постами нижнего яруса смонтирована секционная камера 5 Teviловой обработки, соединенная с нижним ярусом посредством .подъемника 6 и снижателя 7, подъемио-опускные каретки S которых снабжены захватами 9 для форм.
К снижателю 7 в нижнем ярусе примыкает камера W для охлаждения форм с изделиями. Камеры 5 и W оборудованы рельсовы.ми направляющими 11, расстояние между осями которых принимается равным расстоянию между бандажами форм. Направляющие 11 установлены в камерах с уклоном, в сторону разгрузки, пр|Ичем уклон выбирается таким, чтобы формы могли свободно перекатываться под действием собственного веса. Направляющие камеры JO установлены с уклоном в обратную сторону относительно направляющих камеры 5, что позволяет значительно сократить .необходимые производственные площади.
Секции кямеры 5 и 10 отделены друг от друга гибкими фартукам.и. Каждая секция оборудоваиа окнами для наблюдения и крышками для доступа внутрькамер.
По всей длине каждой из камер вне их с.моитированы тяговые цени 12. снабжениые икдивидуа,1ьным приводом 13 лиагового перемещения цепей. На цепях 1-2 с определенным илтервалом закреплены стопорные ролики 14, взаимодействующие с крайиими баидажами форм.
Работа установки но изготовлеиию центрифугированных изделий происходит в следующей по лсдовательносъи.
На посту II осуществляются очистка, смазка форм и сборка в них арматурных каркасов. Подготовленная форма подается рольгангом 4 па пост бетонирования. После заполнения форма подается вторым рольга.нгом на цеитрпфугу, а но окончании центрифугирования сгалкипатель передает форму к захвату 9 110Льемии а 6. При включении привода каретка 8 иодн мается в верхнее положение, н за счет взаимодействия захвата 9 с направляюнщм // форма перекатывается на них до упора в с-1опор1и 1с ролики 14.
При включении привода 13 цепь 12 с роликам-и 14 перемещается на шаг, равный расстоянию .между цевдтра.мн соседних форм, при этом каждый из роликов освобождает по.ддерживаемую нм форму, и она под действием собственного веса перекатывается на шаг вперед. Прошедшие тепловую обработку в камере 5 формы по одной поступают к захвату 9 снижателя 7, который укладывает .формы по
одной на направляющие // камеры охлал дсикя 10, где формы также перекатываются на шаг, ограниченный стопорными, роликам. нижней цепи /Z Остывшие формы по одной выкатываются на пост распалубки I, где осуществляется выемка изделия из формы и его
подача на сторону (в торце) на склад готовой
продукции. Освобожденная форма подается
на пост II, и цикл повторяется.
Как показывают произведенные расчеты,
производительность установки может вдвое повысить производительность действующих агрегатно-поточных линий по производству центрифугированных железобетонных изделий.
Предмет изобретения
1. Конвейерная установка для изготовления железобетонных изделий, содержащая размещенные в технологической последовательности посты распалубки, подготовительных операций, заполнения форм бетонной смесью и ее уплотнения, оборудованные механизмами передачи форм с поста .на пост, а также смонтированную во втором уровне щелевую секционную камеру тепловой обработки изделий, снабженную направляющими форм, подъемпиком и снижателем, один из которых соединен с камерой охлаждения, отличающаяся тем,
что, с целью обеспечения возможности изготовления центрифугирова.ипых нзделий типа опор контактной сети, сокращения т.ранспортпых операцпй и производственных площадей, направляющие форм камеры тепловой обработки .и камеры охлаждения установленные с уклоном в сторону разгрузки и выполнены с приводными фиксаторами niarosoro группового перемещения форм в камерах, причем паправляющие камеры охлаждения установлены
с обратным уклоном относительно направляющих камеры тепловой обработки.
2.Установка по п. 1, отличающаяся тем, что, приводные ( щагаво.го груннавого перемещения форм в камерах выполнены с закрепленными на тяговых цепях стонорными роликами, взаимодействующими с крайиими бандажами форм.
3.Устаповка по п. 1, отличающаяся тем, что, подъемник и спижатель выполнены с подъемiHO-опусмными приводными кареткаМ1И, каждая из которых сиабжена захватом для фор:и, взаимодействующ.им с направляющими камер тепловой обработки и охлаждения
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU998117A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Конвейерная линия для изготовленияМНОгОСлОйНыХ СТРОиТЕльНыХ издЕлий | 1979 |
|
SU802028A1 |
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU663588A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1973 |
|
SU393095A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Технологическая линия для изготовления центрифугированных железобетонных опор | 1990 |
|
SU1802796A3 |
| Двухъярусный стан для изготовления железобетонных изделий | 1980 |
|
SU1000276A1 |
««.
Г , f ---
-in/- r-..-- ---д-:.,.
