Изобретение относится к изготовлению железобетонных изделий для крупнопанельного домостроения в кассетных формах.
Целью изобретения является повьше- ние качества изделия.
На фиг. 1 изображена установка для изготовления железобетонных изделий в кассетных формах, общий вид;
на фиг. фиг. фиг.
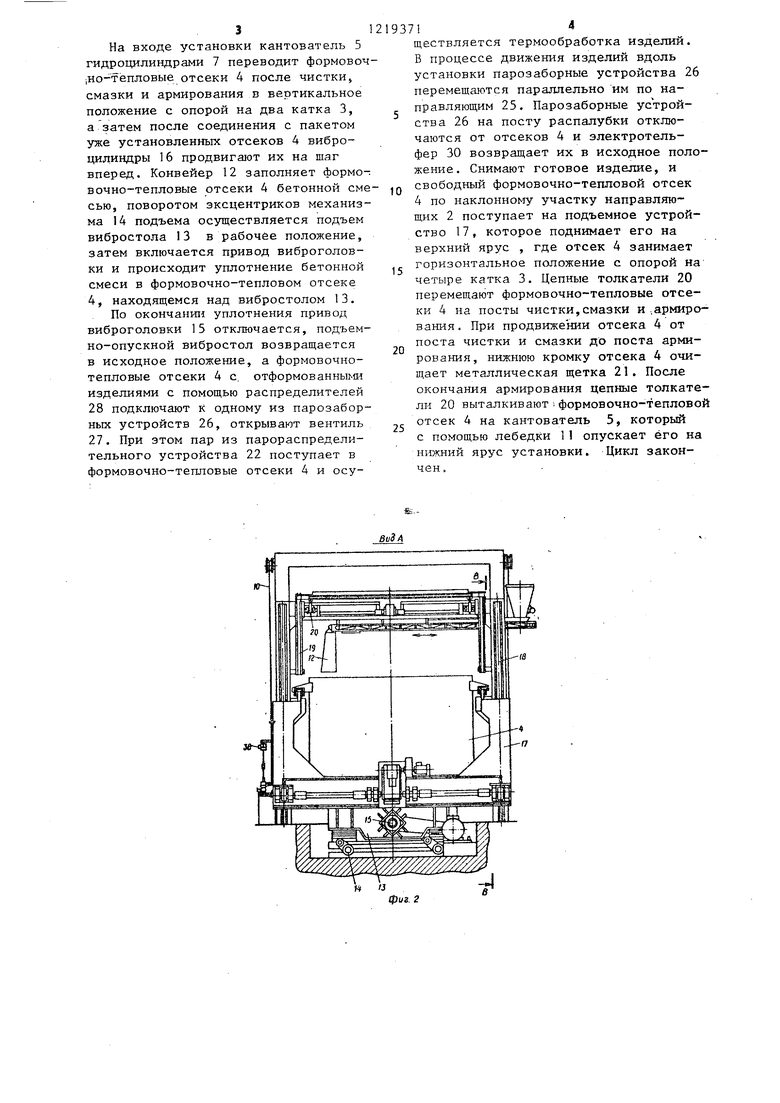
2 - вид А на фиг, |
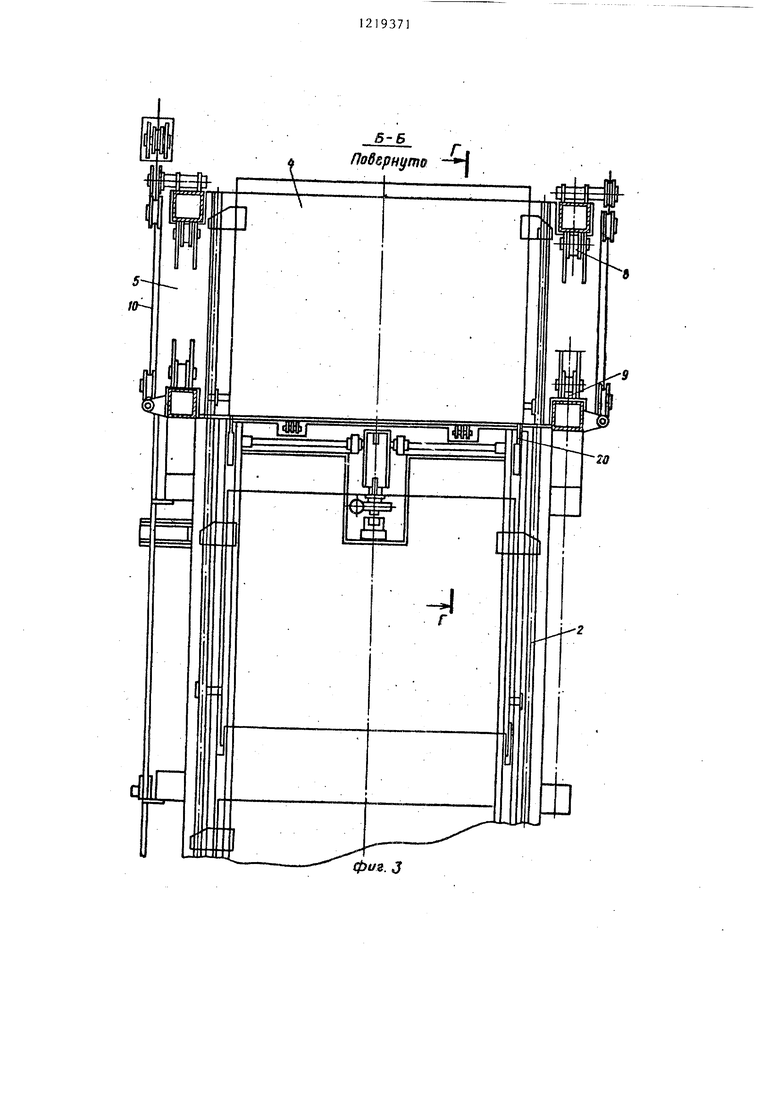
3- сечение Б-Б на фиг.
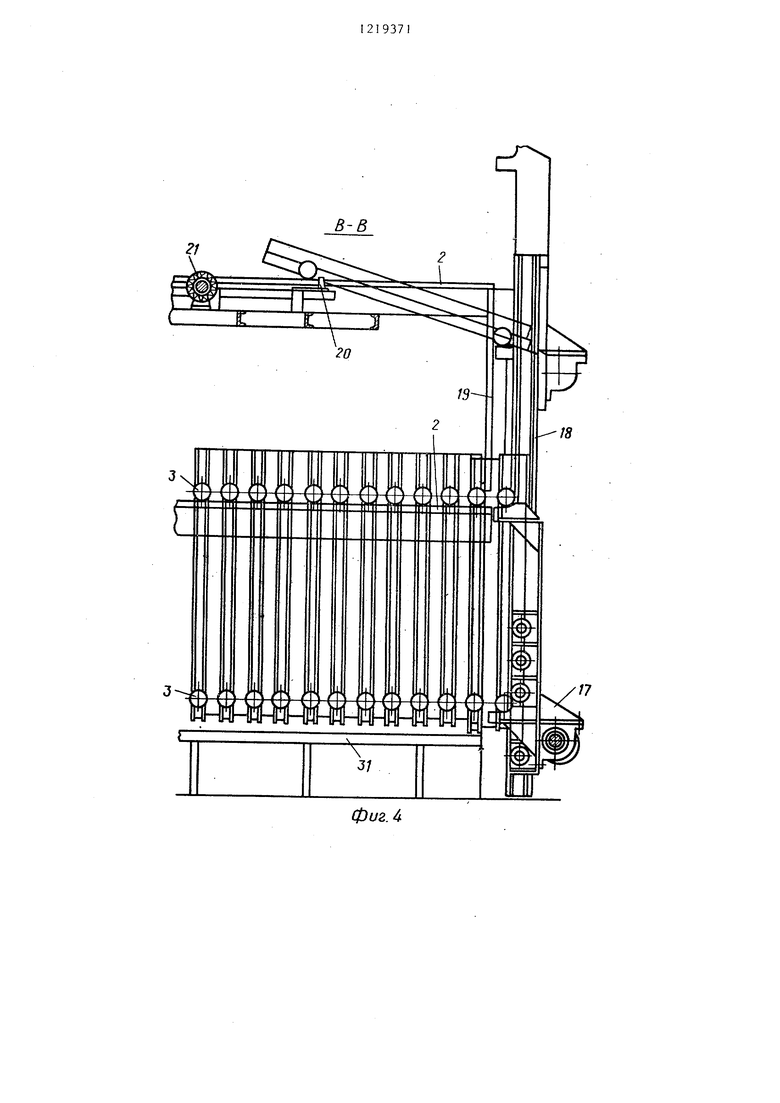
4- сечение В-В на фиг.
на
1; на 2; на
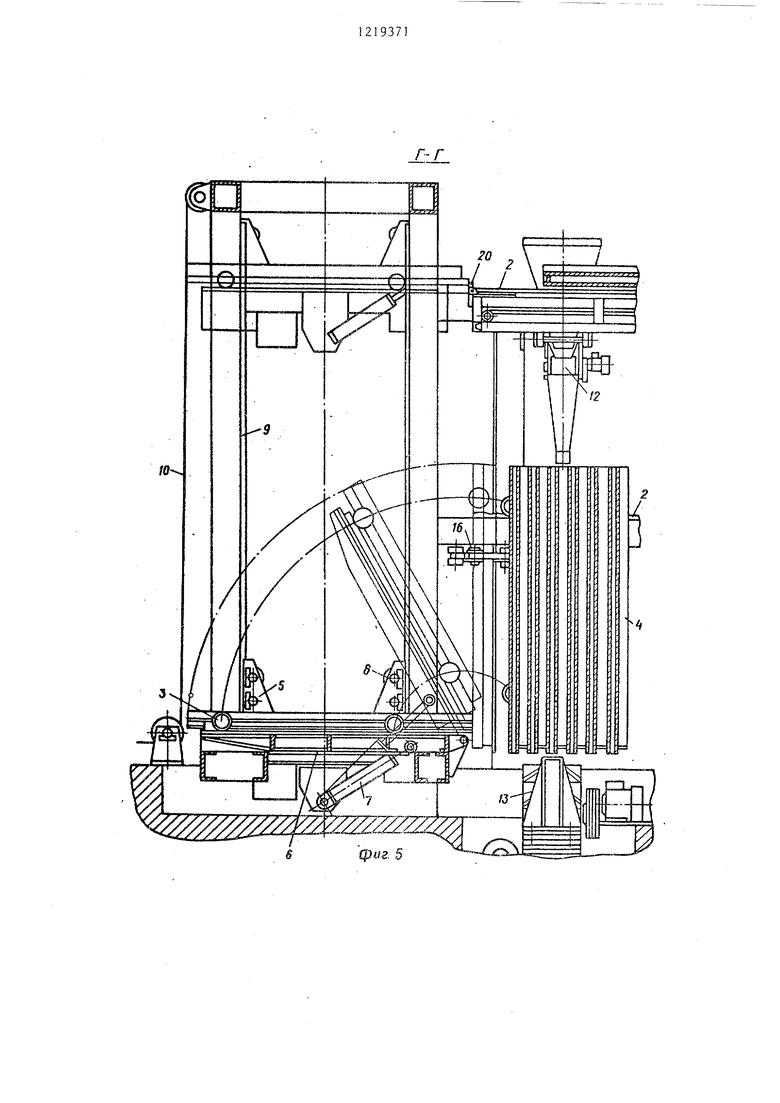
фиг. 5 - сечение Г-Г на фиг. 3; на фиг. 6 - узел I на фиг. 1; на фиг. 7 сечение Д-Д на фиг. 6.
Установка содержит пространственную раму 1, на средней и верхней балках которой установлены направляющие 2, образующие двухъярусную колею для опорных катков 3, закрепленных на боковых стенках формовочно-тепло- вых отсеков 4, которые в зависимости от стадии технологического процесса могут быть расположены вертикально (при формовании и пропарке изделия с опорой на два катка 3 или горизонтально (при чистке, смазке и армировании) с опорой на катка 3. На входе установки расположен кантователь 5, устанавливающий формовоч- но-тепловые отсеки 4 в nakeT на направляющие 2 колеи нижнего яруса рамы 1. Расстояние между формовочно- тепловыми отсеками 4 определяет габариты изделия. Кантователь 5 установлен на раме 6, снабжен гидроцилиндрами 7 и катками 8 для подъема по направляющим 9 канатами 10 и лебедкой II на второй ярус. Над формо- вочно-тепловьП и отсеками 4 расположе выдвижной ленточный конвейер 2 с бункером для проведения бетонных работ . Под отсеками 4 расположен подъемно-опускной вибростол I3 с механизмом 14 подъема, выполненным в виде эксцентрика с приводом и виброголовкой 15. Горизонтальные виброцилиндры 16 установлены на стойках рамы 1 и предназначены для передвижения фор мовочно-тепловых отсеков 4 по направляющим 2.
На выходе установки расположено подъемное устройство 17 с приводом, которое перемещается по зубчатой рейке 18, прикрепленной к стойкам рамы 1 .
Вертикальные направляющие рейки 1 переходя под прямым углом на верхний
15
20
25
ярус рамы 1, образуют колею верхнего яруса. По обе стороны колеи верхнего яруса расположены цепные толкатели 20 для перемещения отсеков 4 в горизонтальном положении. На выходе установки размещена механическая щетка 21 для очистки отсеков 4.
Между входом и выходом установки и между чепными толкателями 20 рас0 положена зона для технологического оборудования, связанного со сборкой формовочно-тепловых отсеков, формованием, термообработкой, распалубкой изделия, чисткой, смазкой и укладкой арматурных каркасов.
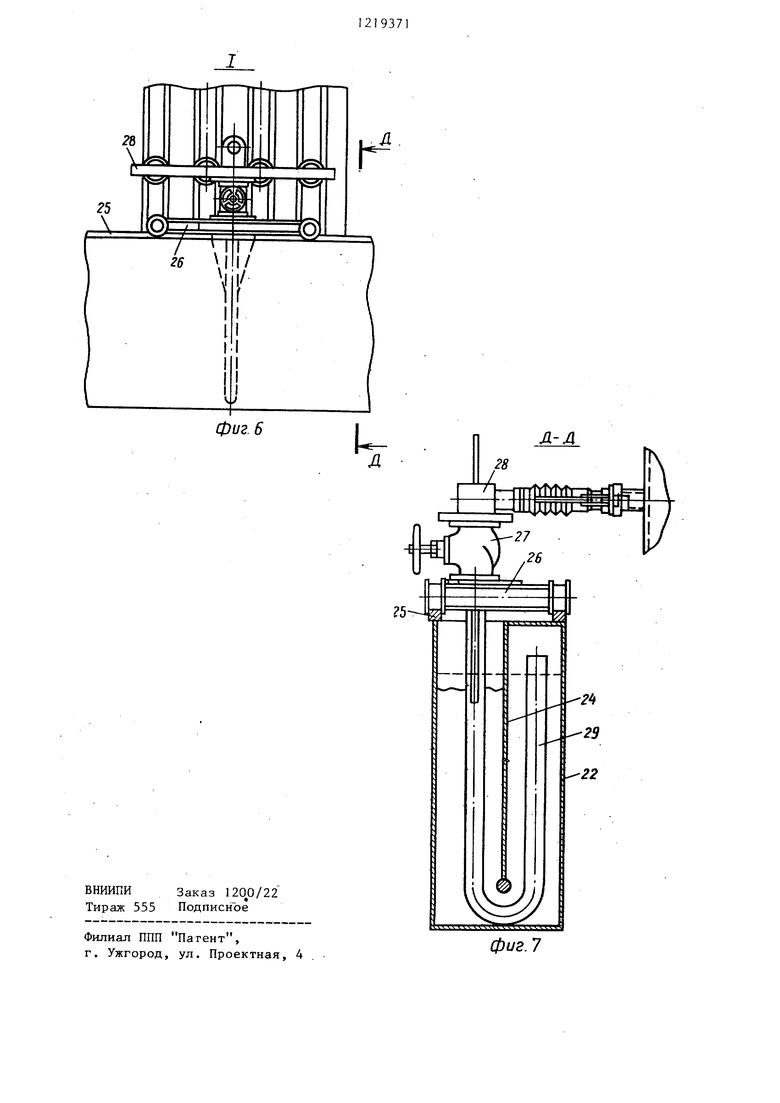
К основанию вертикальных стоек пространственной рамы I прикреплено парораспределительное устройство 22 с двумя шлюзовьми камерами 23, выполненное в виде металлического короба. Часть короба по всей его длине закрыта крышкой, на которой жестко закреплена продольная перегородка 24, не доходящая до дна короба и делящая последний на два сообщающихся между собой отсека. Короб заполнен водой, уровень которой несколько выше нижней кромки перегородки 24, служащей водяным затвором, изолирующим закрытую часть короба, в которую нагнетается пар, от атмосферы. Высота столба воды водяного затвора устанавливается при расчете теплового режима отсека.
На верхней части короба установ5 лены продольные направляющие 25 для подающих устройств 26, выполненных в виде тележек, на которых установлены вентили 27 и распределители 28 (на несколько изделий) для подачи пара на формовочно-тепловые отсеки 4. Вентили 27 сое;щнены с U-образными трубопроводами 29, погруженными в короб парораспределительного устройства 22 таким образом, что их свободный конец находится над поверхностью герметика в изолированной части короба. Шлюзовые камеры 23 являются продолжением короба парораспределительного устройства 22, заполнены водой со слоем герметика и служат для ввода и вьгаода освободившихся паро- подающих устройств .26. Для возврата пароподающих устройств 26 в исходное положение служит электротельфер 30.
55 Для отвода конденсата в отлив предусмотрен наклонный желоб 31.
Устройство работает следующим образом.
30
0
5
50
На входе установки кантователь 5 гидроцилиндрами 7 переводит формовоч ,но-тепловые отсеки 4 после чистки, смазки и армирования в вертикальное положение с опорой на два катка 3, а затем после соединения с пакетом уже установленных отсеков 4 вибро- цидиндры 16 продвигают их на шаг вперед. Конвейер 12 заполняет формо- вочно-тепловые отсеки 4 бетонной сме СЬЮ, поворотом эксцентриков механизма I4 подъема осуществляется подъем вибростола 13 в рабочее положение, затем включается привод виброголовки и происходит уплотнение бетонной смеси в формовочно-тепловом отсеке 4, находящемся над вибростолом 13.
По окончании уплотнения привод виброголовки 15 отключается, подъемно-опускной вибростол возвращается в исходное положение, а формовочно- тепловые отсеки 4 с. oтфopмoвaнны a изделиями с помощью распределителей 28 подключают к одному из парозабор- ных устройств 26, открывают вентиль 27. При этом пар из парораспределительного устройства 22 поступает в формовочно-тепловые отсеки 4 и осу10
193714
ществляется термообработка изделий. В процессе движения изделий вдоль установки парозаборные устройства 26 перемещаются параллельно им по направляющим 25. Парозаборные устройства 26 на посту распалубки отключаются от отсеков 4 и электротельфер 30 возвращает их в исходное положение. Снимают готовое изделие, и свободный формовочно-тепловой отсек 4 по наклонноьгу участку направляющих 2 поступает на подъемное устройство 17, которое поднимает его на верхний ярус , где отсек 4 занимает горизонтальное положение с опорой на четыре катка 3. Цепные толкатели 20 перемещают формовочно-тепловые отсеки 4 на посты чистки, смазки и ..армирования . При продвижении отсека 4 от поста чистки и смазки до поста армирования, нижнюю кромку отсека 4 очищает металлическая щетка 21. После окончания армирования цепные толкатели 20 выталкиваютiформовочно-тепловой отсек 4 на кантователь 5, который с помощью лебедки I1 опускает его на ншкний ярус установки. Цикл закончен.
15
20
25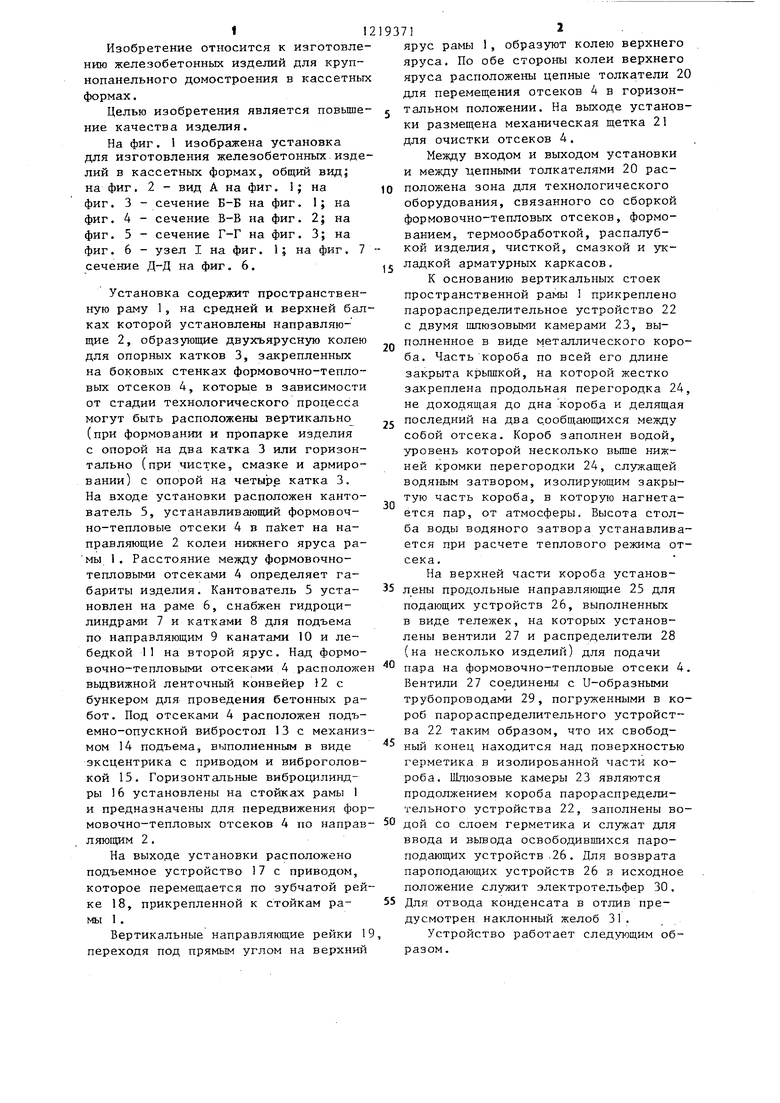
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для изготовленияМНОгОСлОйНыХ СТРОиТЕльНыХ издЕлий | 1979 |
|
SU802028A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ В КАССЕТНЫХ ФОРМАХ | 1970 |
|
SU284666A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Конвейерная установка для изготовления железобетонных изделий | 1973 |
|
SU483260A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |
| Кассетная конвейерная линия для изготовления железобетонных изделий | 1982 |
|
SU1066813A1 |
| Кантователь формовочно-тепловых щитов кассеты | 1981 |
|
SU1043009A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| КАССЕТНО-КЛИНОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2022 |
|
RU2785698C1 |
| Горизонтально-замкнутая конвейерная линия для вертикального формования бетонных изделий | 1984 |
|
SU1207775A1 |

ВиЗА
и 13
фиг. 2
5-6
-SI-::.гПовврнутв
фиг. J
cC
г/
Ш
fc 1
VT
Ч
f9
:i
t
I
/7
j;
фиг. 4.
2
