Известны рабочие валки для станов холодной прокатки труб, имеющие резьбовую нарезку на бочке и калибр, закрепляемый на посадочном месте гайками.
Известная конструкция валков с калибрами-полудисками не позволяет уменьшить диаметр валков и снизить усилия прокатки, а посадочное место под калибр, выполненное в виде полуокружности, способствует быстрому износу как калибра, так и валка и не обеспечивает достаточной жесткости последнего.
Сущность изобретения состоит в том, что калибр выполнен в виде подковы, а сечение посадочного места валка, соответствующее внутренней форме калибра, составлено из полуокружности и прямоугольной трапеции.
Новая форма калибра и посадочного места для него позволяет расширить сортамент прокатываемых труб (за счет прокатки более тонкостенных), а также увеличить производительность станов благодаря уменьшению диаметра валков, снижению усилий прокатки и веса рабочей клети, повышению числа ее ходов, уменьшению износа калибров и валков.
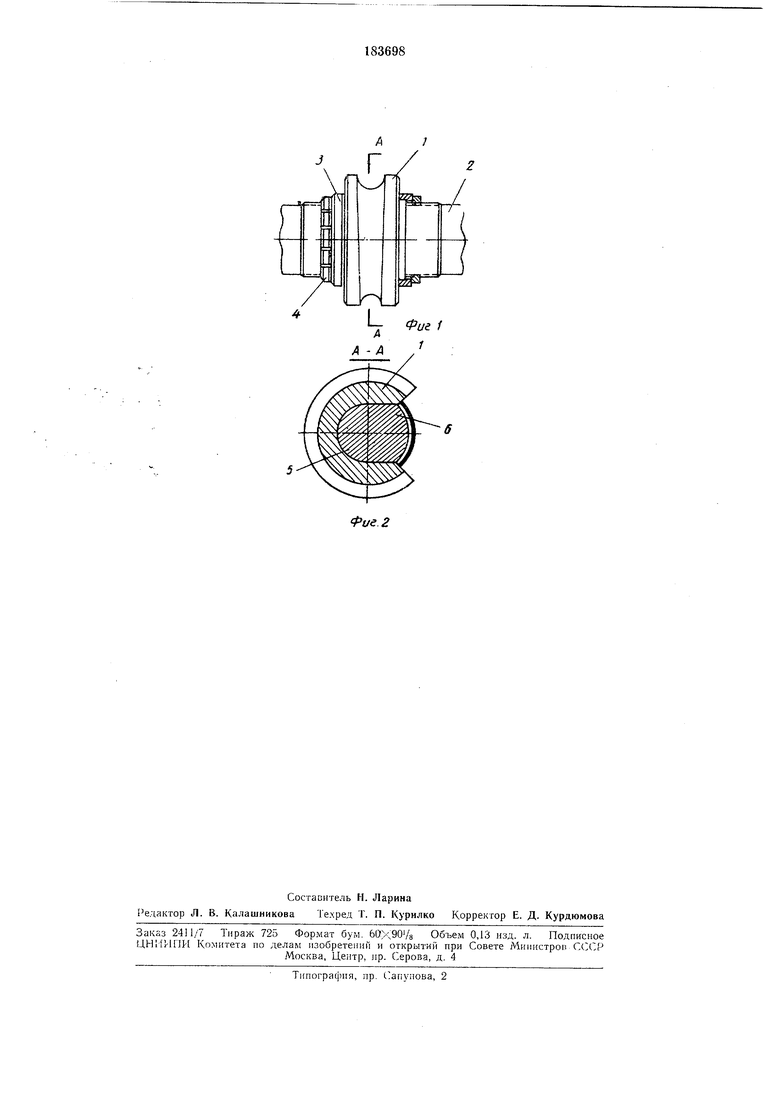
На фиг. 1 показан предлагаемый валок, обш,ий вид; на фиг. 2 - сечение но А-А на фиг. 1.
Подковообразный калибр 1 устанавливается в соответствующем вырезе бочки валка 2 и крепится на нем при помощи двух колец 3 с внутренним конусом, охватывающим конус калибра, и двух гаек 4, навинчиваемых на резьбовую часть тела валка.
Кольца 3 фиксируют калибры в радиальной плоскости, а гайки 4-в осевом направлении. С помощью гаек можно также нроизводить осевую настройку калибров.
Сечение посадочного места валка соответствует внутренней форме калибра и состоит из полуокружности 5 и прямоугольной трапеции 6.
15
Предмет изобретения
Валок пильгерстана, нанример, для станов холодной прокатки труб, с резьбовой нарезкой на бочке и калибром, закрепляемым гайка мн на его посадочно.м месте, отличаюи иися тем, что, с целью увеличения производительности станов и расширения сортамента прокатываемых труб, калнбр выполнен в виде подковы, а сечение посадочного места валка, соответствующее внутренней форме калибра, составлено из полуокружности и прямоугольной трапеции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки изделий с внут-РЕННЕй РЕзьбОй | 1978 |
|
SU841743A1 |
| УСТРОЙСТВО для КРЕПЛЕНИЯ НЕЗАМКНУТОГО КАЛИБРА | 1973 |
|
SU377178A1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
| ВАЛОК СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2013 |
|
RU2554246C1 |
| Способ прокатки заготовок | 1978 |
|
SU806173A2 |
| СЕГМЕНТНЫЙ СПОСОБ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ БОЛЬШОГО ДИАМЕТРА | 2006 |
|
RU2322313C2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523179C2 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |