Изобретение относится к металлургии, а более конкретно к термической обработке заготовок, изготавливаемых горячей объемj ной штамповкой. Предлагаемое устройство позволяет выполнять отжиг, в том числе изотермическую выдержку, предусматриваемую деформационно-термической обработкой. Устройство может быть использовано в
I составе линии горячей объемной штампов| ки.
Целью изобретения является повышение производительности установки и повышение качества обработки путем обеспечения выравнивания температуры заготовок в
I садке перед термообработкой.
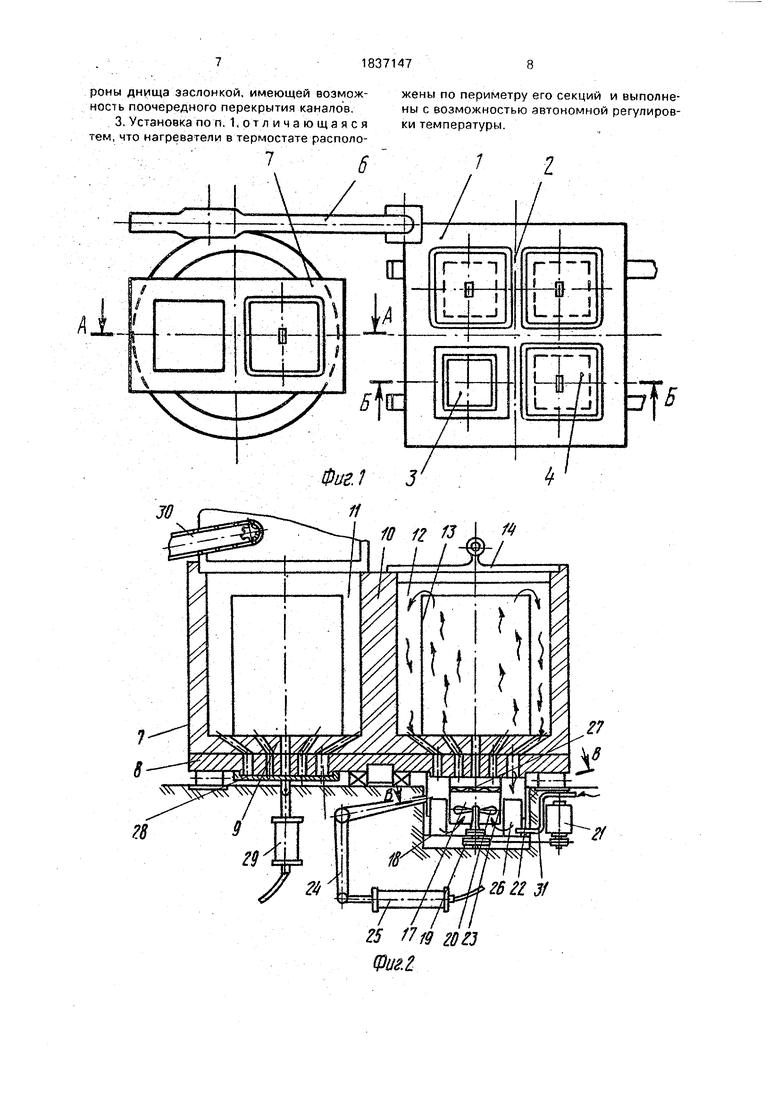
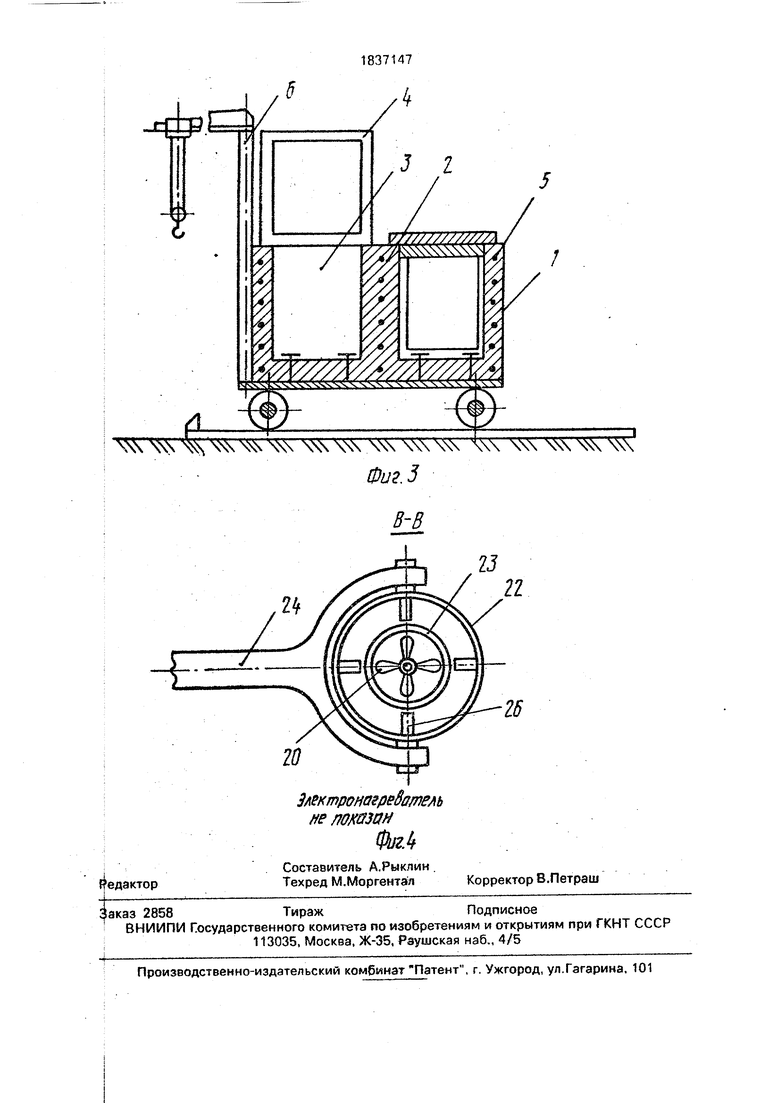
На фиг.1 изображена установка, вид сверху; на фиг. 2 - продольное сечение А-А накопительного механизма; на фиг. 3 - продольное сечение Б-Б термостата; на фиг. 4 - сечение В-В.
Установка для термической обработки содержит термостат 1 с футерованными перегородками 2, образующими секции 3, закрываемые крышками 4, Каждая секция снабжена электронагревателями 5. Загру- зочно-разгрузочный механизм состоит из крана-балки 6 и накопительного механизма 7, содержащего платформу 8, на которой установлен футерованный короб 9. внутреннее пространство которого разделено вертикальной перегородкой 10 на две равные
00
со
х|
VI
секции соответственно 11 и 12 для контейнеров 13. Каждый отсек короба закрывается крышками 14. В днище короба 9 и платформы 8 выполнены отверстия соответственно 15и 16 для принудительной циркуляции воздуха. Платформа 8 вместе с коробом 9 имеет возможность вращаться на 360° относительно своего центра.
Накопительный механизм 7 снабжен системой 17 принудительной циркуляции воздуха, содержащей неподвижный кожух 18 и стойку 19с закрепленным на ней вентилятором 20, приводимым в движение от двигателя 21. Неподвижный кожух 18 соприкасается с подвижным кожухом 22, который в свою очередь неразрывно соединен с внутренним цилиндром 23. Подвижный кожух 22 с внутренним цилиндром 23 могут посредством привода 24 гидроцилиндра 25 совершать возвратно-поступательные перемещения относительно неподвижного кожуха 18 вдоль направляющих 26. Внутренний цилиндр 23 имеет диаметр, несколько превышающий размах лопастей вентилятора 20, и в его верхней части смонтирован электронагреватель 27, предназначенный для подогрева циркулирующего воздуха.
Накопительный механизм 7 снабжен также заслонкой 28, непосредственно евя- .занной со штоком пневмоцилиндра 29. Шток пневмоцилиндра 29 может совершать возвратно-поступательные перемещения.
Термостат 1 представляет собой стальной короб прямоугольной формы, изнутри футерованный теплоизоляционным материалом, обеспечивающим сохранение в erq рабочем пространстве температуры до. 750°С на протяжении 2,0-2,5 ч. Рабочее пространство термостата разделено теплоизоляционными перегородками 2, образуя ячейки-секции 3 для размещения контейнеров 13 с заготовками. Количество ячеек-секций обычно не превышает 4-6. Каждая ячейка-секция закрывается крышкой 4.
Для перемещения контейнеров 13 с заготовками от накопительного механизма 7 к термостату t и последующей их загрузки (выгрузки) в ячейки-секции 3 термостат t снабжен поворотным краном-балкой 6, которая может монтироваться на одномизего вертикальных ребер, а также выполняется как отдельно стоящий автоматизированный механизм. С целью облегчения выполнения ремонтных работ с минимальными потерями в производительности горячештампо- вочной линии термостат установлен на рельсы для возможности перемещения из рабочей зоны в зону ремонта..
Для разогрева атмосферы рабочего пространства ячеек-секций 3 до заданной
температуры и поддержания ere с предельными отклонениями ± 10°С термостат 1 оборудован электронагревателями 5 в виде элементов сопротивления, установленных в
футеровке по периметру каждой ячейки- секции 3. Это позволяет путем автономной регулировки силы тока в нагревателях поддерживать заданную температуру в рабочем пространстве каждой ячейки-секции.
Необходимость такой регулировки является следствием перехода на другой марочный сортамент, требующей соответственно своего режима термической обработки. Например, при горячей пластической
деформации стали марки 27СГ2М температура изометрической выдержки металла составляет 620°С (журнал Сталь № 8, 1971, с. 752), для сталей марки 38ГНМ и 40ХН2МА эта температура возрастает до 650°С (журнал Сталь № 8, 1979, с. 627-629), а для стали марки 50X3 она достигает значения 680-700°С (журнал Сталь № 6, 1988, с.83-8,5).
Температурный контроль атмосферы
рабочего пространства термостата 1 осуществляется термопарами, установленными в каждой ячейке - секции на высоте 2/3 м 1 /3 от пода термостата.
Накопительный механизм 7 представляет собой узел, предназначенный как для накопления заготовок, поступающих с транспортера 30 автоматизированной горя- чештамповочной линии, так и последующего выравнивания температуры в объеме
накопленного горячими заготовками контейнера 13 непосредственно перед выполнением отжига в термостате 1, Выравнивание температуры в объеме контейнера 13, находящегося в накопительном механизме 7 осуществляет ся посредством системы 17 принудительной циркуляции воздуха. С целью уменьшения окисления при выравнивании температуры металла s контейнере, принудительная циркуляция может осуществляться в атмосфере нейтрального газа. Для этого предусмотрена возможность подачи нейтрального газа по трубопроводу 31, Контейнеры 13 представляют собой стальные емкости прямоугольной формы с
днищем в виде решеткии предназначенные для накопления отштампованных заготовок.
f
Устройство для термической обработки заготовок работает следующим образом.
В начале работы пространство ячеек-секций 3 термостата разогревается до рабочей температуры с помощью электронагревателей 5. При этом все крышки 4 термостата 1 находятся в закрытом положении. Кроме того в каждый отсек короба 9 устанавливаются пустые контейнеры.
Как только термопары зафиксируют достижение заданной температуры в рабочем пространстве ячеек-секций 3, термостат 1 готов к работе.
Одновременно отштампованные горячие заготовки, последовательно поступающие с транспортера 30 автоматизированной горячештамповочной линии, сбрасываются в контейнер 13, предварительно установленный в секции 11 короба 9. При этом заслонка 28 плотно прилегает к нижней части платформы, исключая подсос холодного воздуха к горячим заготовкам снизу.
После наполнения контейнера заготовками пневмоцилиндр 29 срабатывает и заслонка 28 опускается в нижнее положение, а платформа 8 с коробом 9 разворачивается а 180° относительно своего центра. Последующие заготовки наполняют контейнер, установленный в секции 12, а заслонка 28 возвращается в прежнее положение.
Одновременно для выполнения первого этапа термической обработки - выравнивания температуры по объему наполненного заготовками контейнера секция 11 короба 9 сверху закрывается крышкой 14, а снизу к платформе 8 вплотную подводится подвижный кожух 22 с внутренним цилиндром 23, после чего включается вентилятор 20, который обеспечивает циркуляцию воздуха через днище контейнера 13 в направлении крышки 14.
В случае .большого перепада температур в контейнере между верхним и нижним слоями заготовок в накопительном механизме 7 предусмотрен подогрев циркулирующего воздуха от электронагревателя 27, смонтированного в цилиндре 23.
Обычно для выравнивания температуры в контейнере требуется не более 10 мин ;принудительной циркуляции воздуха. ; После окончания продувки крышка 14 секции 11 короба 9 открывается и контейнер i 13 с помощью крана-балки 6 переносится в | первую свободную ячейку-секцию тзрмо- стата 1, после чего крышка 4 этой ячейки- 3 секции закрывается и начинается второй этап термической обработки-изотермиче- ;ская выдержка заготовок. На освободившееся место в секции 11 короба 9 с помощью крана-балки б устанавливается новый пустой контейнер.
Как только завершится наполнение за- ,готовками контейнера, установленного в секции 12 короба 9, заглушка 28 снова опустится вниз, платформа 8с коробом 9 развер- ;нется на 180°. Операции, обеспечивающие принудительную циркуляцию воздуха в контейнере, повторятся, а заглушка 28 вернется на свое прежнее место. После продувки воздухом этот контейнер посредством крана-балки 6 переместится в следующую сво- 5 бодную ячейку-секцию 3 термостата 1.
При этом заготовки, находящиеся в контейнере, подвергнутся изотермической выдержке со сдвигом во времени, несколько превышающем время наполнения одного 10 контейнера. Как только все ячейки-секции термостата окажутся заполненными, а очередной контейнер потребует загрузки, свободное место для него освобождается путем выгрузки из первой ячейки контейнера с уже 5 термоббработанными заготовками. В дальнейшем загрузка-выгрузка контейнеров в термостат производится по часовой стрелке. В том случае, когда с транспортера 30 в контейнер начинают поступать заготовки 0 другой марки стали, требующей иного режима изотермической выдержки, то без остановки производства с помощью автономной регулировки по току производится корректировки температуры рабочего пространст- 5 ва, начиная с той ячейки-секции, в которой первой планируется обработка по новому температурному режиму. Контроль за температурой в ячейках-секциях осуществляется термопарами.
0 Таким образом, предлагаемое устройство в сравнении с протоп.пом обеспечивает повышение производительности труда и, кроме того, вследствие компактности обеспечивает экономию производственных пло- 5 щадей.
Формула изобретения 1. Установка для изотермической выдержки заготовок в линии горячей штамповки, содержащая секционный термостат с 0 нагревателями и механизм загрузки-выгрузки в виде установленной на термостате с возможностью поворота кран-балки с захватом и имеющей возможность поворота платформы, отличающаяся тем, с целью 5 повышения производительности установки и повышения качества обработки путем обеспечения выравнивания температуры заготовок в садке перед термообработкой, она снабжена системой принудительной 0 циркуляции воздуха, платформа выполнена с установленным на ней секционным футерованным коробом с крышками, при этом система циркуляции соединена с коробом и платформой.
5 2. Установка по п. 1,отличающаяся тем, что система циркуляции выполнена в виде вентилятора и расположенных в днищах платформы и секциях короба каналов подвода и отвода воздуха, а платформа вы- полнена с расположенной с наружной стороны днища заслонкой, имеющей возможность поочередного перекрытия каналов.
3. Установка по п. отличающаяся тем, что нагреватели в термостате расположены по периметру его секций и выполнены с возможностью автономной регулировки температуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изотермической выдержки заготовок в линии для горячей штамповки | 1991 |
|
SU1837146A1 |
| Устройство для изотермического отжига цилиндрических поковок с использованием ковочного тепла | 1986 |
|
SU1498797A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Установка для изотермической выдержки заготовок | 1990 |
|
SU1772564A1 |
| Колпаковая печь для отжига рулонов металла | 1989 |
|
SU1703707A1 |
| СПОСОБ ПРОТИВОФЛОКЕННОЙ ОБРАБОТКИ ПРОКАТА ИЗ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ МАРОК СТАЛИ | 2006 |
|
RU2322514C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ПЕНОАЛЮМИНИЯ | 1999 |
|
RU2154789C1 |
| Устройство для диффузионной металлизации изделий в легкоплавком жидкометаллическом растворе | 2022 |
|
RU2789323C1 |
| ТЕРМОШКАФ | 2011 |
|
RU2459162C1 |
| Туннельная печь для термической обработки изделий | 1990 |
|
SU1765655A1 |
Предлагаемое изобретение позволяет выполнять отжиг, в том числе изотермическую выдержку, предусматриваемую деформационно-термической обработкой. Установка содержит секционный термостат для контейнеров с нагревателями, расположенными по периметру каждой секций с возможностью автономной регулировки температуры, загрузочно-разгрузоч- ный механизм, включающий кран-балку, имеющую возможность поворота платформу с установленным на ней футерованным коробом с внутренней перегородкой и футерованными крышками, систему принудительной циркуляции воздуха, выполненную в виде подводящих и отводящих каналов, расположенных в основании платформы и короба. 2 з.п. ф-лы, 4 ил,
25 я ig &a Фиг.Ј
20
13
26
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ нагрева заготовок | 1979 |
|
SU831812A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для изотермической выдержки заготовок | 1990 |
|
SU1772564A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
