ус
no
ной
2,
ст ta no pa тор ус сна
ДЛЯ
ак пр
КЗ ЭТ(
во
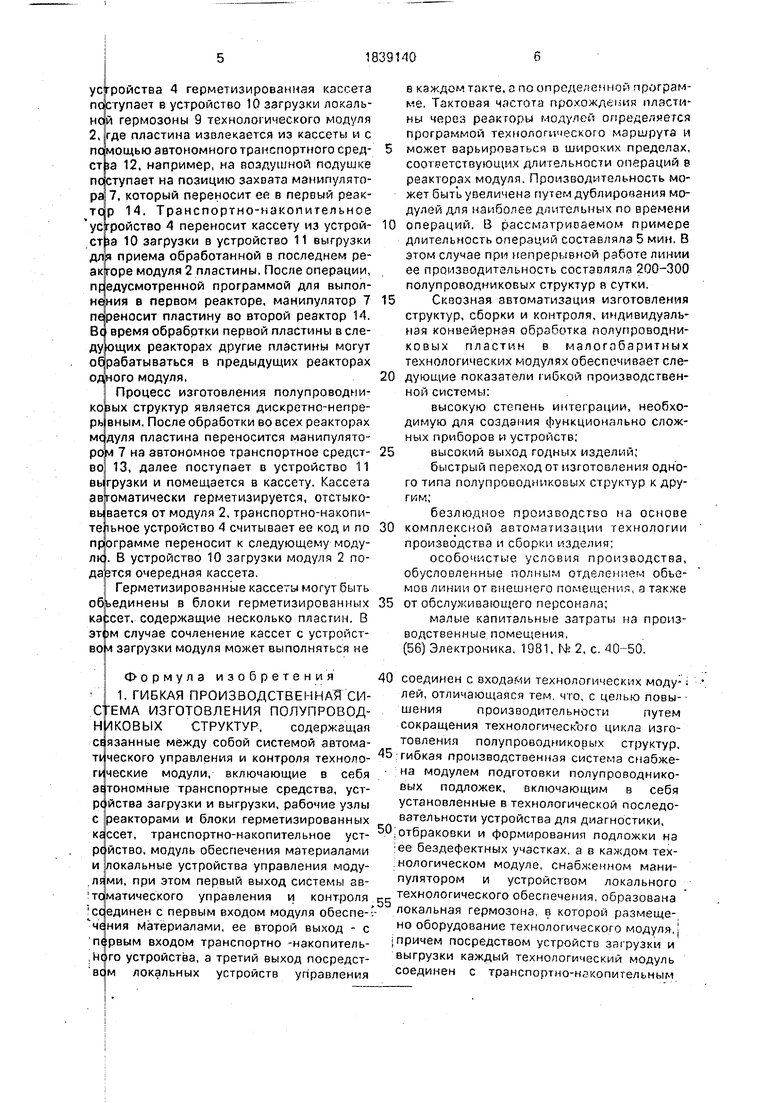
ройства 4 герметизированная кассета ступает в устройство 10 загрузки локаль- гермозоны 9 технологического модуля де пластина извлекается из кассеты и с по мощью автономного транспортного сред- 12, например, на воздушной подушке ступает на позицию захвата мзнмпулято- 7. который переносит ее в первый реак- 14. Транспортно-накопительное ройство 4 переносит кассету из устрой- 10 загрузки в устройство 11 выгрузки приема обработанной в последнем ре- оре модуля 2 пластины. После операции, едусмотренной программой для выполнения в первом реакторе, манипулятор 7 переносит пластину во второй реактор 14. время обработки первой пластины в сле- дУ|Ощих реакторах другие пластины могут обрабатываться в предыдущих реакторах одного модуля.
Процесс изготовления полупроводни- К0;зых структур является дискретно-непре- рь вным. После обработки во всех реакторах мсдуля пластина переносится манипулято- 7 на автономное транспортное средст- 13, далее поступает в устройство 11 вь грузки и помещается в кассету. Кассета оматически герметизируется, отстыко- от модуля 2. транспортно-накопи- те чьное устройство 4 считывает ее код и по программе переносит к следующему моду- В устройство 10 загрузки модуля 2 потея очередная кассета. Герметизированные кассеты могут быть объединены в блоки герметизированных сет, содержащие несколько пластин. В эт JM случае сочленение кассет с устройст- и загрузки модуля может выполняться не
POVI ВО
вь ав вь вается
лк
да
0
5
0
5
0
5
в каждом такте, а по определенной программе, Тактовая частота прохождения пластины через реакторы модулей определяется программой технологического маршрута и может варьироваться в широких пределах, соответствующих длительности операций в реакторах модуля. Производительность может быть увеличена путем дублирования модулей для наиболее длительных по времени операций. В рассматриваемом примере длительность операций составляла 5 мин, В этом случае при непрерывной работе линии ее производительность составляла 200-300 полупроводниковых структур в сутки.
Сквозная автоматизация изготовления структур, сборки и контроля, индивидуальная конвейерная обработка полупроводниковых пластин в малогабаритных технологических модулях обеспечивает следующие показатели гибкой производственной системы:
высокую степень интеграции, необходимую для создания функционально сложных приборов и устройств;
высокий выход годных изделий;
быстрый переход от изготовления одного типа полупроводниковых структур к другим;
безлюдное производство на основе комплексной автоматизации технологии производства и сборки изделия;
особоиистые условия производства, обусловленные полным отделением объемов линии от внешнего помещения, а также от обслуживающего персонала;
малые капитальные затраты на производственные помещения, (56) Электроника. 1981, № 2, с. 40-50.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкая производственная система для обработки деталей типа валов | 1986 |
|
SU1371868A1 |
| Гибкая производственная система | 1988 |
|
SU1743802A1 |
| Устройство для молекулярнолучевой эпитаксии | 1979 |
|
SU799521A1 |
| УСТРОЙСТВО ОСАЖДЕНИЯ СЛОЕВ ИЗ ГАЗОВОЙ ФАЗЫ | 1991 |
|
RU2014670C1 |
| Накопитель-перегрузчик кассет | 1990 |
|
SU1799712A1 |
| Сборочный центр | 1985 |
|
SU1311908A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Гибкий производственный модуль холодной листовой штамповки | 1986 |
|
SU1535665A1 |
| Производственный модуль испытаний материалов | 1987 |
|
SU1516311A1 |
| Консольное устройство для горизонтальной бесконтактной загрузки полупроводниковых пластин в диффузионную печь | 2017 |
|
RU2684335C2 |
Формула изобретения 1. ГИБКАЯ ПРОИЗВОДСТВЕННАЯ СИ- С ЕМА ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ СТРУКТУР, содержащая а язанные между собой системой автомату ческого управления и контроля техноло- ческие модули, включающие в себя аЕтономные транспортные средства, уст- ре йства загрузки и выгрузки, рабочие узлы эеакторами и блоки герметизированных кгссет, транспортно-накопительное уст- р йство, модуль обеспечения материалами и |локальные устройства управления модулей, при этом первый выход системы автоматического управления и контроля ее единен с первым входом модуля обеспе-; чс ния материалами, ее второй выход - с первым входом транспортно -накопитель- Ифго устройства, а третий выход посредством локальных устройств управления
40
соединен с входами технологических модулей, отличающаяся тем. что, с целью повышения производительности путем сокращения технологического цикла изготовления полупроводникорых структур, 45 гибкая производственная система снабже- ; на модулем подготовки полупроводниковых подложек, включающим в себя установленные в технологической последовательности устройства для диагностики, 5.0: отбраковки и формирования подложки на :ее бездефектных участках, а в каждом тех- .нологическом модуле, снабженном манипулятором и устройством локального технологического обеспечения, образована локальная гермозона, в которой размещено оборудование технологического модуля. | причем посредством устройств загрузки и выгрузки каждый технологический модуль соединен с транспортно-нгкопительным
55
устройством, при этом входом гибкой про- :изводственной системы является вход системы автоматического управления и контроля, четвертый выход которой соединен t входом модуля подготовки подложек, выход которого соединен с вторым входом транспортно-накопительного устройства, а вход каждого технологического модуля соединен посредством устройств локального технологического обеспечения с выходом модуля обеспечения материалами, при
11
этом выход транспортно-накопительного устройства соединен с выходом гибкой производственной системы.
I
