со
00 О5 00
Изобретение относится к машиностроению, в частности к гибким производственным системам для производства деталей типа валов, например коленчатых или распределительных валов.
Цель изобретения - упрощение конструкции и экономия производственных площадей за счет возможности использования конструктивно более простых транспортных устройств, размещаемых над производственным оборудованием.
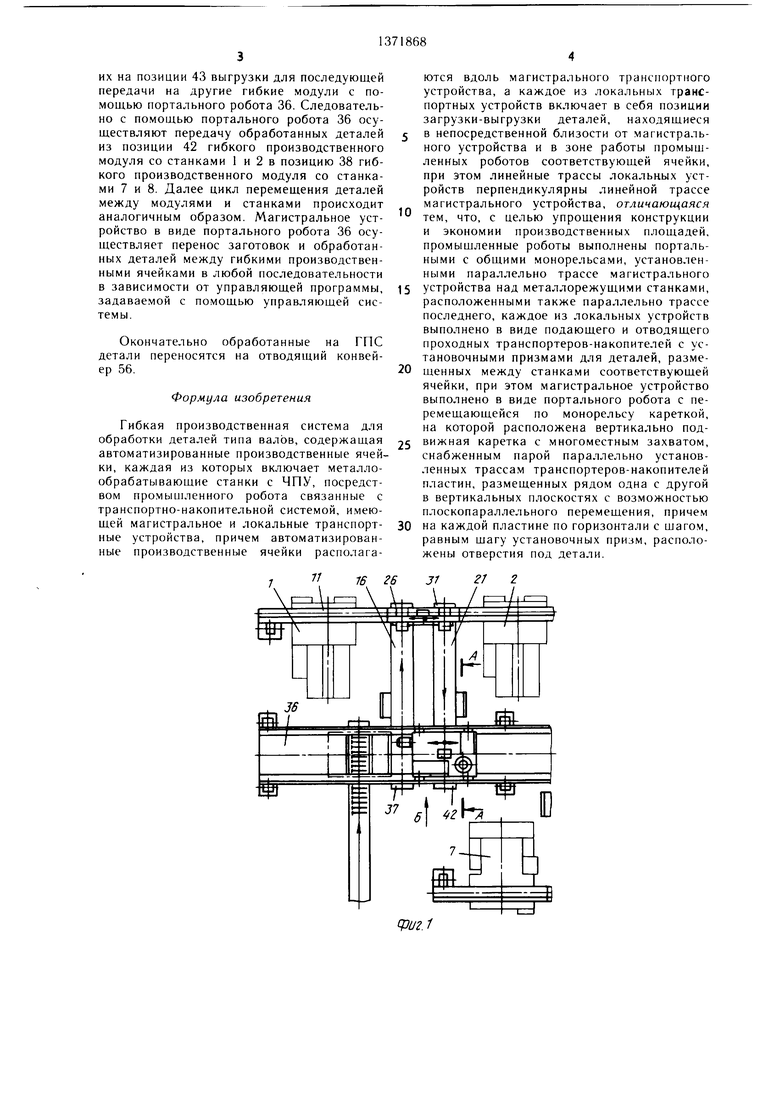
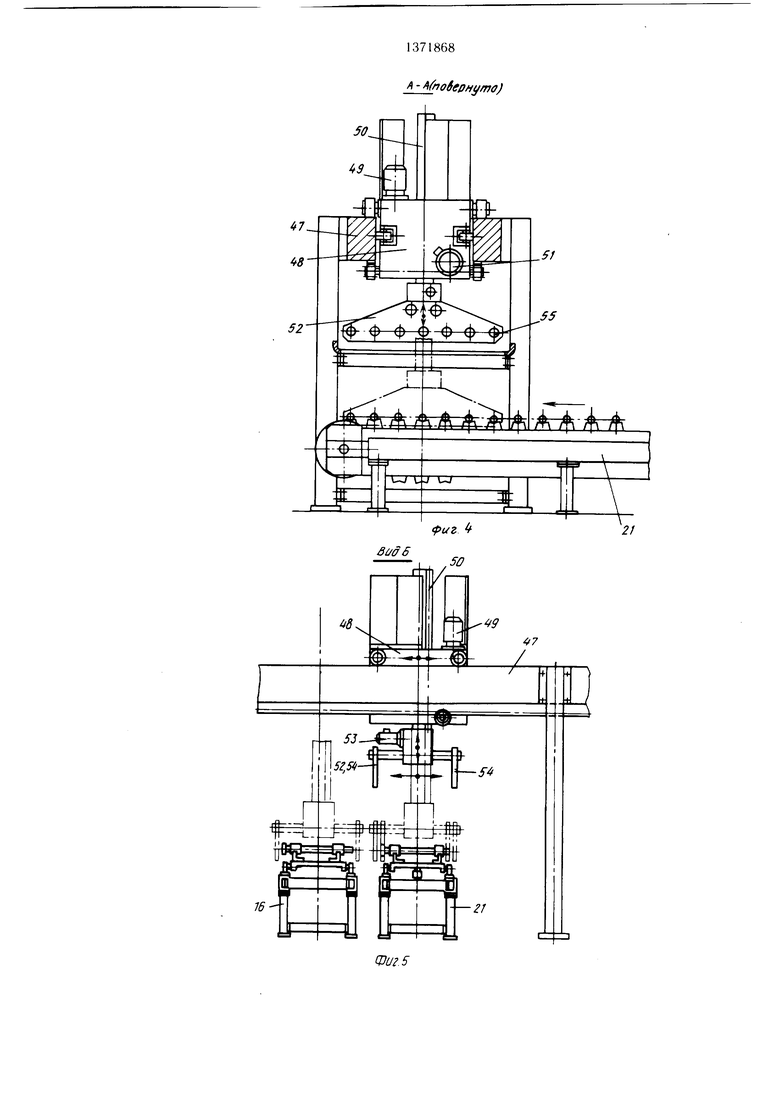
На фиг. 1-3 изображена гибкая производственная система, вид сверху; на фиг. 4- разрез А-А на фиг. I; на фиг. 5 - вид Б на фиг. 1; на фиг. 6 - вид В на фиг. 2.
Гибкая производственная система (ГПС) состоит из гибких автоматизированных производственных ячеек, каждая из которых состоит из пар станков 1 и 2, 3 и 4, 5 и 6, 7 и 8, 9 и 10, связанных между собой портальными роботами-манипуляторами 11 -15 соответственно. Между каждой парой станков расположены подводящие проходные транспортеры-накопители 16-20 и отводящие проходные транспортеры-накопители 21-25 с установочными призмами для деталей. Позиции 26-30 выгрузки подводящих транспортеров-накопителей (зоны их выгрузки), т. е. их концы и позиции 31-35 загрузки отводящих транспортеров-накопителей (зоны их загрузки), их начало, размещены под портальными роботами-манипуляторами. Магистральное устройство, связывающее производственные ячейки, выполнено в виде портального робота-манипулятора 36, который имеет прямолинейную трассу и расположен над позициями 37-41 загрузки подводящих транспортеров-накопителей (зоны их загрузки) и над позициями 42-46 выгрузки отводящих транспортеров- накопителей (зоны их выгрузки). Таким образом, в ГПС входят гибкие производственные ячейки, состоящие из двух станков, например 1 и 2, подводящего и отводящего проходных транспортеров-накопителей, например 16 и 21, и портального робота-манипулятора, например 11, который установлен между станками над позицией выгрузки 26 и загрузки 31 соответственно подводящего 16 и отводящего 21 транспортера- накопителя. Каждая ячейка связана с другими ячейками портальным роботом 36, установленным над позициями загрузки 37 и выгрузки 42 соответствующего подводящего 16 и отводящего 21 транспортера- накопителя. Магистральный портальный робот 36 имеет установленную на направляющих 47 каретку 48 продольного хода с приводом 49, каретку 50 вертикального хода с приводо.м 51, размещенную на каретке 48 продольного хода, и захват 52 с приводом 53, установленный на каретке 50 вертикального хода. Захват 52 выполнен многоместным и снабжен параллельно установленными трассам транспортеров-накопителей пластинами 54, размещенными рядом друг с другом в вертикальных плоскостях с возможностью плоскопараллельного перемещения от привода 53. На каждой пластине 54 размещены отверстия 55 с шагом, равным щагу установочных призм для захвата деталей с последних. Для отвода окончательно обработанных деталей имеется отводящий конвейер 56.
Предлагаемая ГПС работает следующим образом.
Обработанные на станках, например,7 и 8 детали с помощью портального робота- манипулятора 14 передаются на позицию 34 загрузки отводящего транспортера-накопи5 теля 24, на позиции 43 выгрузки которого происходит накапливание деталей, т. е. под трассой портального робота 36. При установке каретки 48 портального робота 36 над позицией 43 или 42 выгрузки отводящего транспортера-накопителя 24 или 21 включа0 ется привод 51 и каретка 50 вертикального хода опускает разведенный захват 52 вниз. С помощью привода 53 пластины 54 захвата 52 сводятся и фиксируют в отверстиях 55 группу деталей. После этого происходит
5 подъем каретки 50 вертикального хода и включение привода 49 каретки 48 продольного хода. Каретка 48 продольного хода по программе (например, ог ЧПУ или ПК) может перемещаться с деталями вдоль направляющих 47 к любой позиции загрузки
0 любого подводящего транспортера-накопителя любой ячейки, например, к позиции 37 загрузки подводящего транспортера-накопителя 16. При установке каретки 48 продольного хода (например, по конечным выключателям, связанным с ЧПУ) над позицией 37
5 загрузки происходит включение привода 51, опускание каретки 50 -вертикального хода, разведение захвата 52 и укладка деталей на установочные призмы подводящего транспортера-накопителя 16. Указанный транспортер-накопитель 16 производит перемещение и накопление деталей на позиции 26 выгрузки, с которой детали поштучно с помощью захватов портального робота-манипулятора 11 передаются на последующую обработку на станок 1 или 2. С помощью
5 портального робота 36 группа деталей может перемещаться по программе из позиции выгрузки любых отводящих транспортеров- накопителей к позиции загрузки любых подводящих транспортеров-накопителей, например из позиции 42 транспортера-накопите0 ля 21 в позицию 38 транспортера-накопителя 19, откуда детали подаются и накапливаются в позиции выгрузки, расположенной под кареткой портального робота-манипулятора 14. С помощью захватов каретки робота-манипулятора 14 детали передаются
5 в зону обработки станков 7 и 8, а после их обработки укладываются на позицию 34 загрузки отводящего транспортера-накопителя 24, который перемещает и накапливает
0
их на позиции 43 выгрузки для последующей передачи на другие гибкие модули с помощью портального робота 36. Следовательно с помощью портального робота 36 осуществляют передачу обработанных деталей из позиции 42 гибкого производственного модуля со станками 1 и 2 в позицию 38 гибкого производственного модуля со станками 7 и 8. Далее цикл перемещения деталей между модулями и станками происходит аналогичным образом. Магистральное устройство в виде портального робота 36 осуществляет перенос заготовок и обработанных деталей между гибкими производственными ячейками в любой последовательности в зависимости от управляющей программы, задаваемой с помощью управляющей системы.
Окончательно обработанные на ГПС детали переносятся на отводящий конвейер 56.
Формула изобретения
Гибкая производственная система для обработки деталей типа валов, содержащая автоматизированные производственные ячейки, каждая из которых включает металлообрабатывающие станки с ЦПУ, посредством промышленного робота связанные с транспортно-накопительной системой, имеющей магистральное и локальные транспортные устройства, причем автоматизированные производственные ячейки располага0
5
0
5
0
ются вдоль магистрального транспортного устройства, а каждое из локальных транспортных устройств включает в себя позиции загрузки-выгрузки деталей, находящиеся в непосредственной близости от магистрального устройства и в зоне работы промыщ- ленных роботов соответствующей ячейки, при этом линейные трассы локальных устройств перпендикулярны линейной трассе магистрального устройства, отличающаяся тем, что, с целью упрощения конструкции и экономии производственных площадей, промышленные роботы выполнены портальными с общими монорельсами, установленными параллельно трассе магистрального устройства над металлорежущими станками, расположенными также параллельно трассе последнего, каждое из локальных устройств выполнено в виде подающего и отводящего проходных транспортеров-накопителей с установочными призмами для деталей, размещенных между станками соответствующей ячейки, при этом магистральное устройство выполнено в виде портального робота с перемещающейся по монорельсу кареткой, на которой расположена вертикально подвижная каретка с многоместным захватом, снабженным парой параллельно установленных трассам транспортеров-накопителей пластин, размещенных рядом одна с другой в вертикальных плоскостях с возможностью плоскопараллельного перемещения, причем на каждой пластине по горизонтали с шагом, равным щагу установочных призм, расположены отверстия под детали.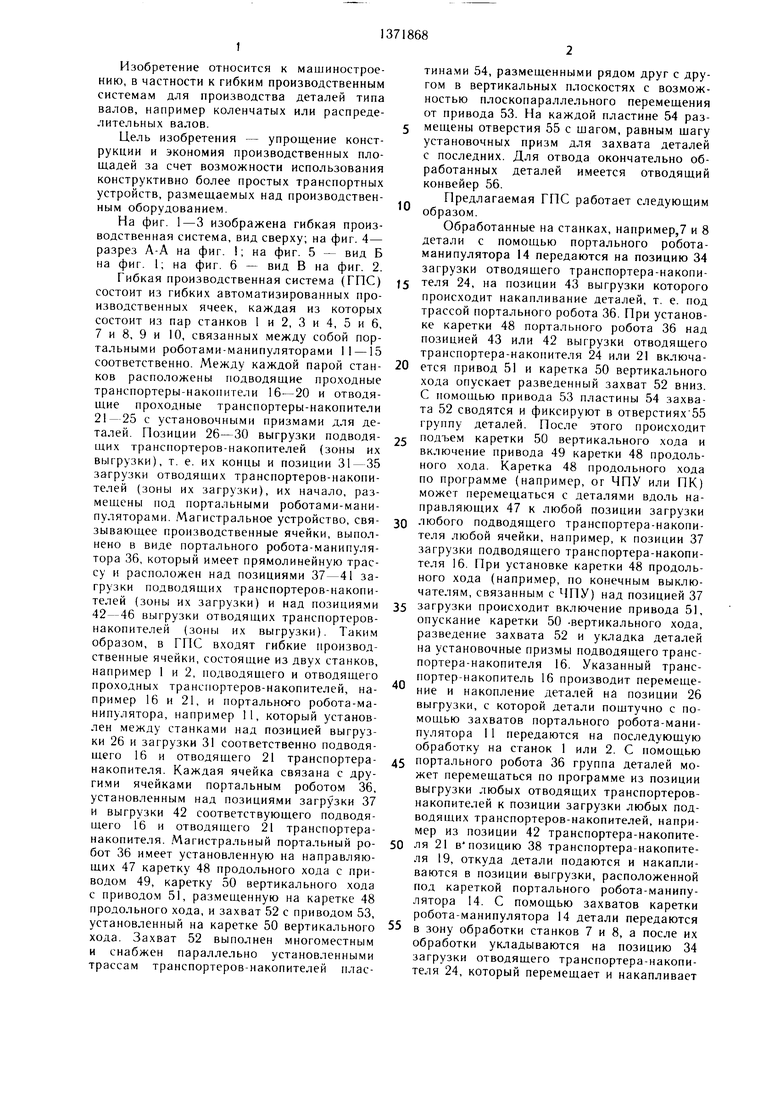
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкая производственная система | 1988 |
|
SU1743802A1 |
| Гибкая производственная система | 1986 |
|
SU1373535A1 |
| Автоматическая линия для механической обработки цилиндрических деталей | 1983 |
|
SU1135607A1 |
| Роботизированный технологический комплекс | 1987 |
|
SU1465264A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Гибкий производственный модуль | 1986 |
|
SU1404273A1 |
| Гибкая производственная система | 1988 |
|
SU1593916A1 |
| СПОСОБ ОБМЕНА ГРУЗАМИ, УСТРОЙСТВО ОБМЕНА ГРУЗАМИ, СПОСОБ ФОРМИРОВАНИЯ ГРУЗОНЕСУЩЕЙ ПОВЕРХНОСТИ НАКОПИТЕЛЯ И ГИБКАЯ ПРОИЗВОДСТВЕННАЯ СИСТЕМА НА ИХ ОСНОВЕ | 2011 |
|
RU2486045C1 |
| АВТОМАТИЗИРОВАННЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС | 1992 |
|
RU2045384C1 |
| Автоматическая линия для химико-термической обработки длинномерных деталей | 1989 |
|
SU1710588A1 |

Изобретение относится к машиностроению, в частности к гибким производственным системам (ГПС) для производства деталей типа валов, например коленчатых или распределительных. Цель изобретения - упрощение конструкции и экономия производственных площадей за счет возможности использования конструктивно более простых транспортных устройств, раз.мещаемых над производственным оборудованием. Для этого ГПС состоит из автоматизированных производственных ячеек, каждая из которых состоит из пар станков, связанных портальными роботами-манипулятора.ми. Между каждой парой станков расположены подводящий и отводящий проходные транспортеры-накопители с установочными призмами для деталей, связанные магистральным портальным роботом, имеющим многоместный захват, б ил. i сл
2732
fZ
16
О
Т ВДг-К5 -I f
C3C
/
29
CPU г. 6
BuffS
/
/
lO.
79
8
| Типовые комплексно-автоматизированные участки типа АСВ из оборудования с ЧПУ с при.менением ЭВМ | |||
| НПОЭНИИС.: Методические рекомендации.-М.: НИИ информации по машиностроению, 1983, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
