Изобретение относится к холодной обработке для штамповки деталей из листового материала.
Цель изобретения - расширение технологических возможностей путем обеспечения многономенклатурной штамповки и повышение производительности процесса штамповки.
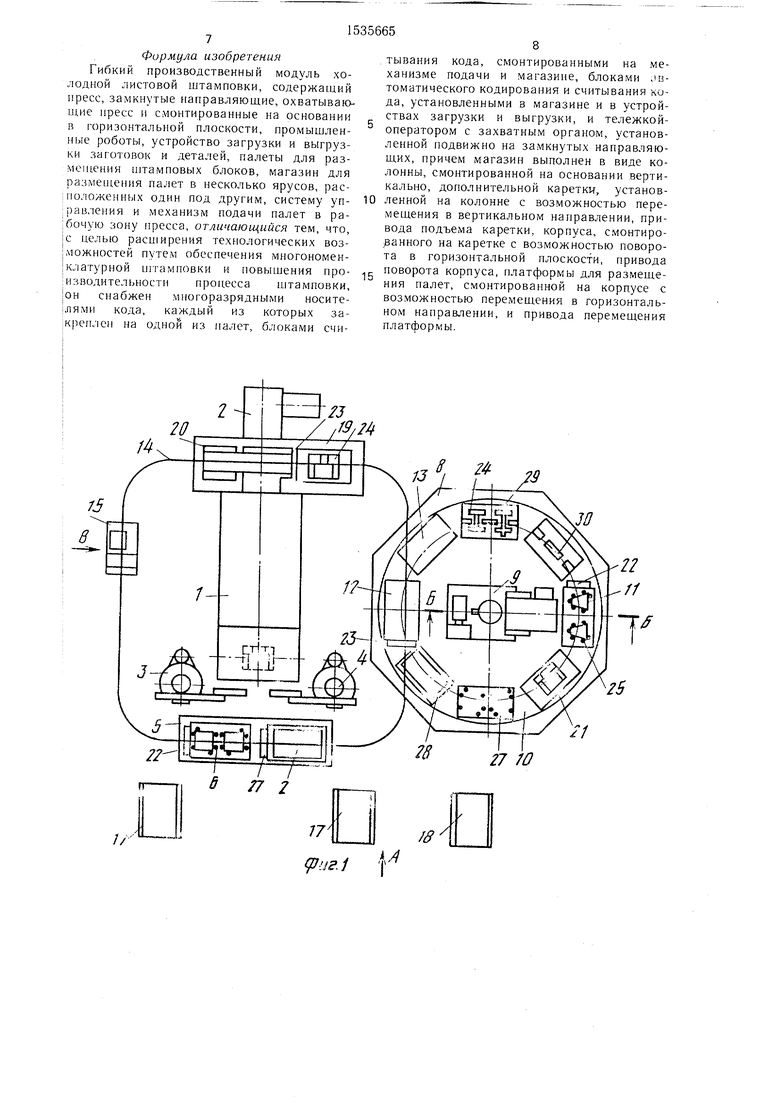
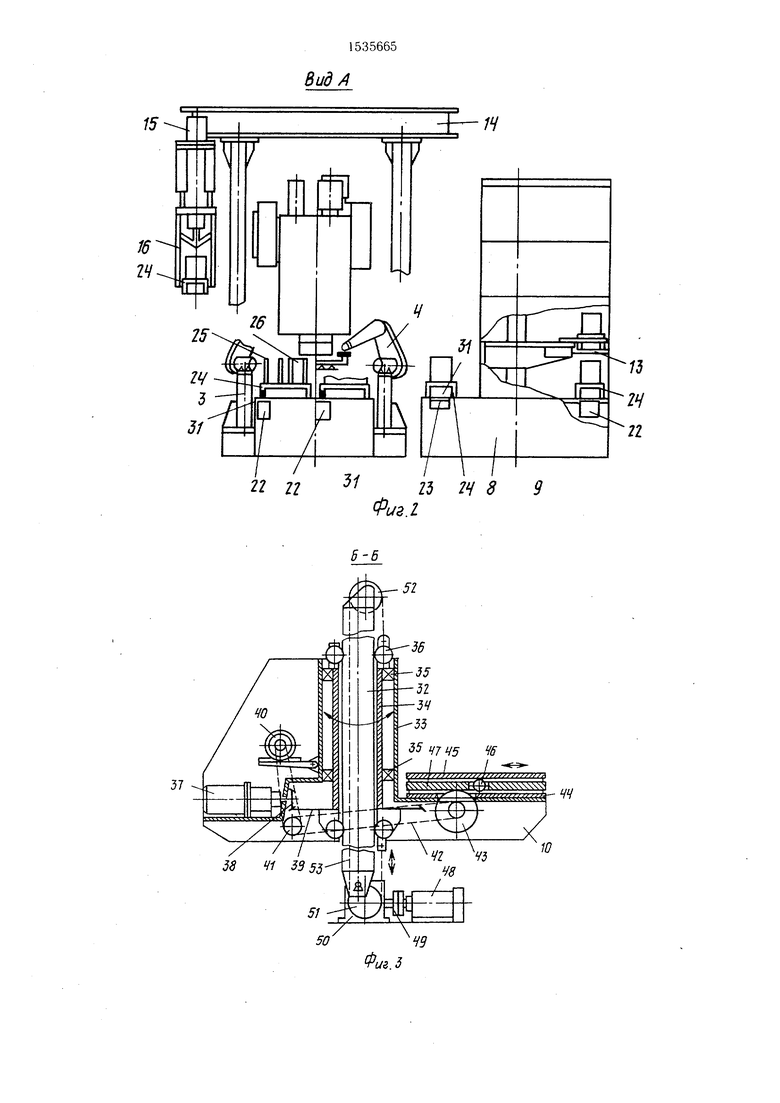
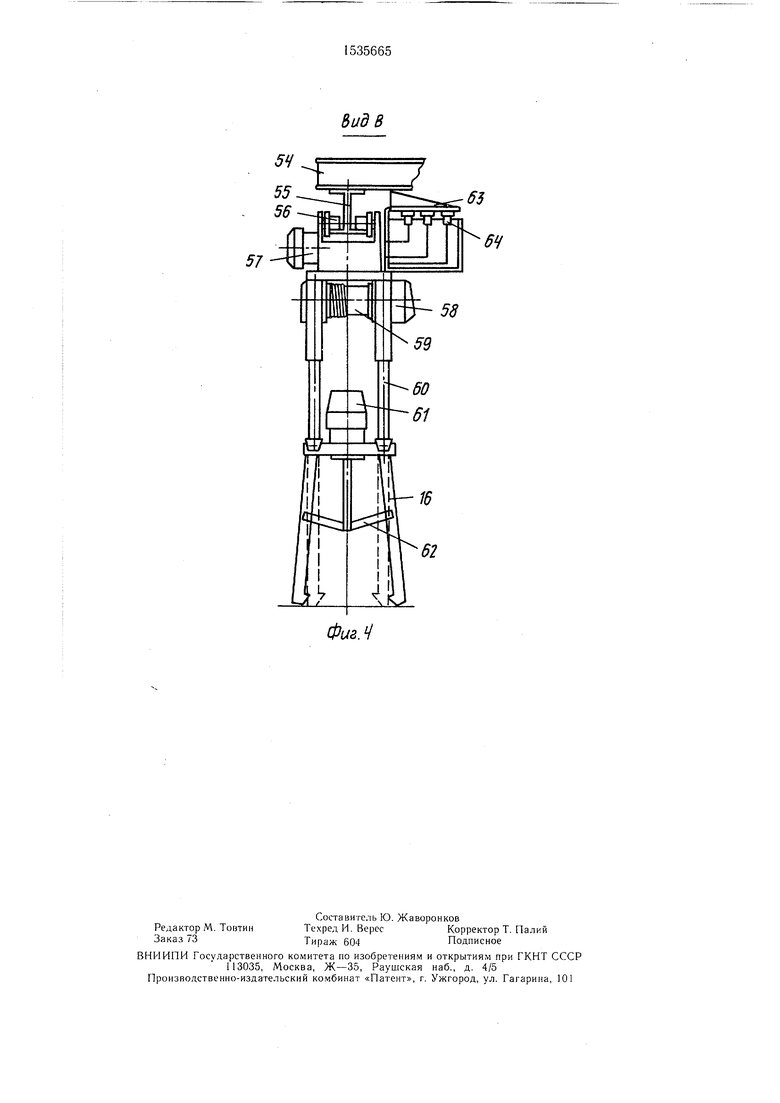
На фиг. 1 изображен гибкий производственный модуль холодной листовой штамповки: на фиг..2 - вид А на фиг. 1; на фиг. 3 -- разрез Б -Б на фиг. 1: па фш. 4 вид В на фиг. 1.
Гибкий производственный модуль содержит пресс 1, оснащенный устройством 2 автоматической смены штамповых пакетов, промышленный робот 3 для загрузки, промышленный робот 4 для выгрузки деталей, устройство для загрузки-выгрузки деталей, выполненное в виде приемного стола 5 с позициями загрузки 6 и выгрузки 7, магазин 8, содержащий автоматический манипулятор - штабелер 9 и круговой стеллаж 10 с позициями 11 приема налет и выдачи 12 палет и позициями хранения 13 палет. расположенными в несколько ярусов, замкнутую подвесную транспортную систему 14, содержащую автоматическую тележку-оператор 15 с устройством захвата 16 палет, систему управления 17 промышленными роботами и систему управления 18 модулем.
Для подачи штамповки пакета с пилоты в штамповый блок пресса устройство 2 автоматической смены штамповых пакетов имеет позицию 19 установки па лет и механшм подачи 20 штамповот пакета 21 Позиции 6, 7 и 11 снабжены блоками 22 автоматического кодирования и считывания кода палет, а позиции 12 и 19 снабжены блоками 23 считывания кода па лет Палета 24 выполнена с возможностью станоикн на ней ппампового пакета 21,
СЛ
СО СЛ
О5 О5 СЛ
(.ЧИП
) 1 ,
ыоо кассет 2 i с idioiGBhdMH 20, 11160 me i i . ibiij KK троенных клееет 27 i IH ори с нiировапнои Kidi,KM кланн нос ю шым i нчи пи и r i)i 28 i я on TdMiic в)нны IA i ic и infio bai.cc i ь1 (.о сменными 24 тноо КгКееты под сменяемые )i 30 Кроме TOIO на ка/кдои па ICTC испит vnoiори рядныи посте 1ь ко i Я
U HI н ui op иначе iep Ч имеем воиюл oi i ь вертка ibiimj i с реметения к ю ib ко 2 с повинной no ueinpv кр го н in/1 Н Он состоит in коррчеа
МОрЬИ О (el Крапы ГЬе Я ВОКр Kcl
н i Kit BUIH u i on в ни u тр бчатт ое tunamtH 34 на спор i ч качения 35 Po IHKO ни опоры 3b KjciKicH к оеионанию 34 и n апмо RIK i in 101 e колонной 32 , 1Я по Hopcjrd Kopnvc i 33 ко тины чоторреиктор i7 который ч о рем пар ко ничсекич ко ie e 38 и 39 обеспечнвае об .мк вокрм оеновшия 34 Мслор ре тлкюр 1(1 мере шс мочки 41 с помощью ценном н ,н ими 42 не pt iae i вращение на пбча R кокео И кокфое обеспечивас вы uni е на «mourn н.но нено шижнен о оиюва пин 44 пипформы 45 Т. HI вешчения чо id пипформы двоте1Ь чо id в ui R (чбчатои) ко Red 4b начо хящегося на i роме /к точной пикнте 47
Imiidieib 48 черем 49 и ре i к юр 50 обеспечивает при помощи веночек 51 52 и цени 53 подьем манитлятора шта бс u pd 9 по ко тине 52 Гепе/KKd оператор Г) неивешена к направтяющим 6d 1кам 54 55 rpdiieiiopiiion шрот Hd po iHKd4 5b
0uit. iid|)d которых по i 4ciei вр(нн.енис or R .фо iBiii die ш 57 чем обеспечивается еч
1ори юн id ibiioe перемещение З.юктрота и 58 е гросовым 6dpa6diioM 59 обеспечивает iioiuM по направ 1ЯК) ЬО (ачвапюи)
ipr Hid COcTOHHU ij IM ГЯЮВОГО ilOMpOMdl
tuna bl Koupi iii чс ()e i рычспи Ь2 обеспе швае r sue к н не е 1 pollCTBd JdXBd га Ib па нг j) к KI роли ргия но ыется чере i роме и
) с вя Н) ЬЗ па токосьемники Ь4 н R/KKH
I i жни ijt i во v i ве иным мо i ib чо о i i патов in in ( вки pd6oT iei с к i.io i i обра SOM
H cite м v up H i ния 18 мо 1Д ICM HBO псч nopiHo o6pd() uidien Напри t де ia hi i i i/кны oopaoa i ывагься в с н ЮПИ ни i оч ne 11,HOC i и b В 1, B2 I b 13 1innopd SMC ) u vi ill
l HOI OOIK pdlbUJHlldH 111 I dM lOBKd
1 i ) 111 b Ч |Я обе ( lie Че 1 ИМ
ii ч ю i /кс н оы i ь aiio hie i he i nil Вон (н нас гког с BdidMi
MI )П ч Kdc c I Mil iO ВЫ i I 1 мор iOM 1 L ПО illHIltl
iniu човы i i ране пор i
v I I | 11 I I I С К Ki 1,0V lllOd v
i i i i i i R i ся ii i ic та 24 e ii м Hi i и i рапс i орт при MI
0
5
0
5
0
5
0
нмснтом (HdiipHMep кассетой 2i e товками cTajn ) b ;OK 22
XO I lid RIM MOe ie 4c I 0 1dlll4l IHIOp
6eiep 9 по комам R системы прав1ения 18 cidiiaBiiiBaer и i ICT в мобмо евобои ю псмицик) хранения naiei 13 С) иювреме нно в память i IK и мы прав1ения lh заносит с я ин ормапия о месте хране ння чалеты
ыннот i о ia tc in iiaieTd не idKOUipo Bdiid к с р чнспо н на о ок а.ио ма i и RC )i о ко uipoBdniiH 22 иемиции 11 вво
1ИГСЯ соогве тс т в юшии KOI Б юк 22 ко in
pu i носите ib KOUI 31 Hd iid lerc 24 Д,1 iee
операции осипесгв яются в нос R юват.п,
пост очис шпон 1 я iid тот имеющих ко
1аьим /ке обраюм в 8 поипокя
0а 1ьныс тоб ои1мые
11с п вне и мо oi промсчс i tan ) те пня с н i 10 iai.ium 8 (Исгема vhpan с ния 18 ве к i diid in t на шчия на н г 24 со iiiidMiioiibiv ракею 21 кассе ти /15 e idio овками 2b Td)i.i 28 1 1Я о i штампованных e i а к и и ечваюв 29 соогвс гс гвчюших ii i амповкс очс рс той it iaramiOM npoi|)a мои поря IKC uid in (нтример ic,iam |
11 pe U O I J/K1IM ЧЮ с ИС Ti Md h|)dBRHlHI 18
обнлр /ки а ч i о в о UIOM и но ипиы 1 3 i а чо инея па ic id e ко соогве i с гв loiun м
пп 1мповом паке г one ранни А ( шбо гжая
па ie ia на попмию приема пакт II) Поиски коман ia на ынип 1ягор
штабе iep 9 коюрыи n BiOKdei 9i naiei
IM ПО(ИЦИИ XpdlltlllHI 13 ( 1Иб() IdfillpdCT С
ионный И) и по idOT ее на пснииию вы ia чи па RM 12 Ь юк 23 проверяет ко i по ыннои naicTbi При том в памяти сискмы npdB с ния 18 информация о кои иннои па ie 1Ы пер носшся in ячейки с оответс твменпеи прс и i u 1нем мое юнахо/к u нию naierbi в /1чеик coonR ic )) по нити 1 2 ,T,d нч ie те AKd one ратор 15 попненои транспорт пои UKICMU 14 ПО1ХО1И1 и ос idiidB швает ся на т iiodiiiiien 12 ( помощьк) taxnara Ib тс 1ежка оператор 15 захватывает па ie г 21 со темповым пакетом 21 и nepenociiT се iia по ишию 19 1 е ie/кка one pa юр 15
OlilUKU I IICT 24 И lOIOBd К ВЫ1101ЧСЧ1К)
повои коман ть1 сискмы прав ie ния 18 Ь юк 25 iid атои пени ним считыва, KOI па Н1Ы (км самым ос тес гв 1яется проверка пр )ви i ыюс т и выпо те ния операции) В па мят с иен мы прав 1ения .18 вновь проис чо HIT перине информации о мссюнахо/к сепии naicibi Hoc it чсипювкн на |ч ет)оис1во 2 авюмат ичсс кон смены i кппювыч iiiKcioB е помощью мечашнма in мчи i 11 iMiioiioi о б юка не рс н пь с i ипам новы и п,1 кс т 2 1 и и г шав ивае i e i о в шта м пот и о юк iipt ееа I
1 я юн) чюбы сганови1Ь iid п|)омыы
1СННЫС р()бо|Ы счв.1111 соот ве i с гв K)iH И(
операм и (i санном с i lac ) та ггмич
HI IN (брсмои па icia со v. 2f) по
UK i с я in ouiHino 12 ,ачн на ( г, a ta
н к ie /ккои онера Ч)|ю 1 ) in пошлин) b
приемного стола 5. Здесь промышленный робот 3 по программе со своей системы управления 17 забирает свой схват. Далее тележка-оператор 15 переносит палету на позицию 7 приемного стола 5. Теперь забирает свои схват промышленный робот 4 На протяжении } качанного маршрута на позициях 12, 6. 7 установленные на них блоки 22 считывали код налеты, а в системе управления 18 осуществлялся перенос кода в соответствующие ячейки памяти. После того, как промышленные роботы 3 и 4 забрали схваты с налеты, появилась необходимость в изменении ее кода, действительно, теперь это уже не налета со схватами операции А, а свободная под схваты любой операции палега. Изменение кода .на кодоносителе 31 данной налеты но команде системы управления 18 осуществляет блок 22 кодирования и считывания кода. Аналогичное изменение происходит в памяти системы управления 18. После этого палета возвращается тележкой-оператором 15 на позицию 12 магазина 8, а затем манипулято- ром-штабелером 9 в любую свободную позицию 13 стеллажа 10 Информацию о месте, занимаемом палегой, хранит память сие- темы управления 18
Затем в порядке, описанном выше, на позиции 6 и 7 приемного стола 5 из магазина 8 подаются соответственно налета с заготовками 26 (детали А) и палета с тарой 28 для отштампованных деталей А.
В результате проделанных операций гибкий производственный модуль готов к штамповке деталей типоразмера А, т.е на пресс 1 установлен нужный штамп, промышленные роботы 3 и 4 оснащены схватами и на позиции загрузки 6 находится кассета 25 с заготовками 26, а на позиции 7 - тара 28 под отштампованные детали Модуль начинает работу в технологическом цикле, робот загрузки 3 извлекает заготовку 26 из кассеты 25 и укладывает ее в штамп; после выхода схвата робота 3 из зоны действия пресса происходит рабочий ход ползуна, те. непосредственно штамповка детали, робот выг ру зки 4 забирает отштампованную деталь и укладывает ее в тару 28 Затем цикл повторяется либо до полного выбора заготовок 26 in Kficieibi 25, либо до полного полпенни тары 28 И то, и другое контролируется датчиками По их сигналу, например, при выборе заготовок 26, система управления 18 дает команду на. перекодировку палеты, которую выполняет блок кодирования 22 на соответствующей позиции. Затем тележка- оператор 15 переносит палету на позицию 12 и, далее, манипулятор-штабелер 9 устанавливает ее в любую пустую позицию 13. При наличии в магазине 8 других налет с кодом, соответствующим заготовкам типо- размера А, такие налеты в описанном порядке подаются на позицию 6, и модуль вновь продолжает работу в технологичес
5
0 0 5
0
5
5
0
5
0
ком цикле Таким же образом заменяется тара для отштампованных деталей Запод ненная тара 28 после перекодировки устанавливается в свободную позицию 13 Информация о наличии и расположении налег с отштампованными деталями по позициям 13 магазина 8 также хранится в памяти системы управления 18
При отсутствии в магазине 8 заготовок типоразмера А, те. при полной обработке партии деталей, модуль переходит на обработку следующего типоразмера деталей (в данном случае -- Б) Для этого штампо- вый блок возвращается на свою палету, а затем вместе с ней с помощью подвесной транспортной системы 14 в магазин 8 С позиций 6 и 7 убираются тележкой-оператором 15 палета из-под заготовок и палета с запотненной тарой (предварительно перекодированные) в свободные позиции 13 стеллажа 10 магазина 8
На приемный стол 5 подается любая свободная палета для схватов 30 и промышленные роботы 3 и 4 поочередно, каждыи на своей позиции, оставляют на палете схваты, необходимые для работы с деталью А Палета вновь перекодируется и возвра шается тележкой-оператором 15 в магазин 8
Подготовка к штамповке типоразмера Б и его штамповка происходит аналогично вышеописанному. После обработки и этого типоразмера модуль переходит на обработку следующего по заданному порядку до полного окончания программы
Гибкий производственный модуль холодной листовой штамповки предлагаемой конструкции позволяет вести и многооперационную штамповку, при условии, что детали после предыдущей операции можно кассети- ровать. В этом случае, промышленный робот. 4 после штамповки укладывает детали в кассету, которой после заполнения присваивается код заготовок последующей операции
Во время обработки детали (технологическою цикла) магазин 8 через позицию 1 1, посредством цехового транепорта,свя зан- ного с центральным складом и другими участками (например, заготовительным, гальваническим и тп ), может принимать пакеты с заготовками и технологической оснасткой последующих операций и выдавать обработанные детали на предыдущих операциях. Это позволяет без остановки технологического цикла обновлять в загрузочно- накопительном устройстве задел заготовок и деталей Конструктивное исполнение модуля позволяет встраивать его в гибкие производственные системы цехов с подчинением его управления производственным системам высшего уровня, тем самым обеспечивается возможность использовать его в условиях «бездкинои технолог ни
cl npMi/.ш и.юбреи ни.ч Гибкий производственный МОДУЛЬ ко- юдной шеговои штамповки, со к ржащии просе, замкнутые направляющие1, охратываю- пше мреее и смонтированные на основании юри юнылыюй плоскости, промышлен тле роботы, устройство за рузки и ки tai тонок и дсмалеи, налеты для ра з- чения шгамповых блоков. магазин для ралю нения па.н т в несколько ярусов, рас- мо 1)/ленмы о UIH под дрхгим, систем) п- i ш юния и мехаишм нотами палет в ра- б ) оп прееча oi и/чающийся тем, что, I полью рае ш ирония технологических хюжноетеи обеспечения мноюномен- Kiar piion mi iMHOBMi и повышения про- п (водите 1ыкч i н м|)оцесса штамповки, он снабжен MHOI ора нрядными носите- иями кода, ка/к и когорых sa креп юн на о UIOH in налет, блоками счи
тьшания кода, см(Я1тироьанными на ме- ханише подачи и Maiaimie, блоками , - томатичее кого кодир Л5 1ния н считывания ,i да, установленными в магазине и в устройствах и вьнрикн, и теле/ккой- операюром с захватным органом, чстанов ленной подвижно на направляющих, причем магазин выполнен в виде колонны, смонтированной на основании Hopin- кально, дополнительной каретки, установленной на ко.юнне с возможностью перемещения в вершкальном направлении, привода подьема каретки, корпуса, смонтированною на каретке с возможностью поворота в iори«октальной плоскости, привода поворота корпуса, платформы для размещения палет, смонтированной на корпчее с В01 южностью перемещения в тришта.чь- ном направлении, и привота перемещения платфо)5Ы
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1409384A1 |
| Робототехнологический комплекс | 1986 |
|
SU1323368A1 |
| Автоматизированный комплекс для штамповки крупногабаритных панелей | 1986 |
|
SU1516195A1 |
| Установка для отделения листовых заготовок от стопы,подачи в пресс и удаления обработанного материала | 1982 |
|
SU1049265A1 |
| Магазинное устройство робототехнологического комплекса | 1987 |
|
SU1542669A1 |
| Автоматическая линия | 1978 |
|
SU893584A1 |
| Установка для отделения листовых заготовок от стопы, подачи в пресс и удаления обработанного материала | 1985 |
|
SU1321505A1 |
| Автоматическая линия | 1982 |
|
SU1043036A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
Изобретение относится к холодной обработке металлов давлением и может быть использовано для штамповки деталей из листового материала. Цель изобретения - расширение технологических возможностей путем обеспечения многономенклатурной штамповки и повышение производительности процесса штамповки. Модуль содержит пресс, тележку-оператор, установленную на замкнутых направляющих, систему управления, промышленные роботы, устройство загрузки и выгрузки заготовок и деталей, палеты для размещения штамповых блоков и устройств, магазин для размещения палет в несколько ярусов. На палетах закреплены многоразрядные носители кода. В механизме подачи и магазине для размещения палет закреплены блоки считывания кодов. В устройстве загрузки и выгрузки и магазине для палет закреплены блоки автоматического кодирования и считывания кода. Магазин для палет выполнен в виде каретки, подвижно установленной на вертикальной колонне и несущей поворотный корпус, платформы для размещения палет. Каретка установлена с возможностью перемещения в горизонтальном направлении. 4 ил.
/J
В
фчг1
-Jf
78
№
Вид А
15
16 24
22 22 5/23 24 8 9
Фиг. 2
37
14
51
35 47 45 46
: мГггчч
ю
Вид В
Фиг.1/
| Линия для штамповки деталей из листового материала | 1985 |
|
SU1282946A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
